- Презентация омп итог

Содержание
- 2. ПРЕССОВАНИЕ Прессова́ние (от лат. presso — давлю, жму) — процесс обработки материалов давлением, производимый с целью
- 3. ОБОРУДОВАНИЕ ПРЕССОВАНИЯ Основные достоинства: прессования следующие. При прессовании деформируемый материал находится в условиях неравномерного всестороннего сжатия,
- 4. СОРТАМЕНТ ИЗДЕЛИЙ Прессованием можно получать различные профили, сложных форм, которые не могут быть получены другими видами
- 5. Благодарю за внимание
- 7. Скачать презентацию
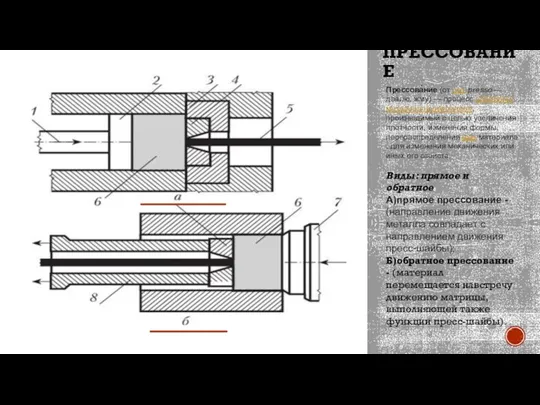
Слайд 2ПРЕССОВАНИЕ
Прессова́ние (от лат. presso — давлю, жму) — процесс обработки материалов давлением, производимый с целью увеличения плотности,
ПРЕССОВАНИЕ
Прессова́ние (от лат. presso — давлю, жму) — процесс обработки материалов давлением, производимый с целью увеличения плотности,
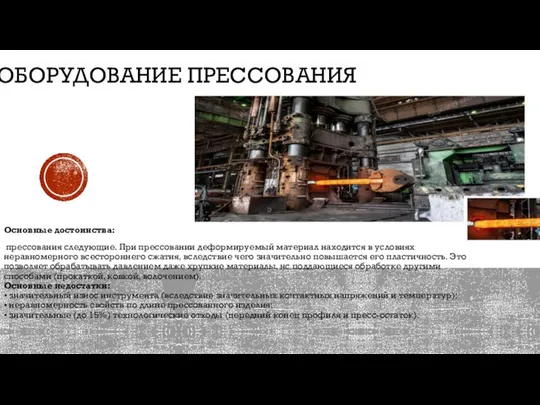
Слайд 3ОБОРУДОВАНИЕ ПРЕССОВАНИЯ
Основные достоинства:
прессования следующие. При прессовании деформируемый материал находится в
ОБОРУДОВАНИЕ ПРЕССОВАНИЯ
Основные достоинства:
прессования следующие. При прессовании деформируемый материал находится в
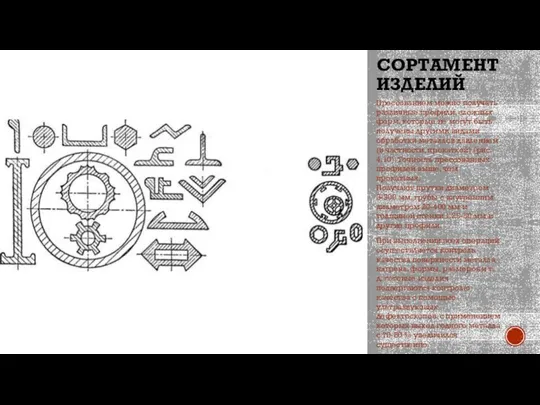
Слайд 4СОРТАМЕНТ ИЗДЕЛИЙ
Прессованием можно получать различные профили, сложных форм, которые не могут быть
СОРТАМЕНТ ИЗДЕЛИЙ
Прессованием можно получать различные профили, сложных форм, которые не могут быть
Слайд 5Благодарю за внимание
Благодарю за внимание
 Понятие вектора в пространстве
Понятие вектора в пространстве Разработка информационной системы для ООО Стройизоляция
Разработка информационной системы для ООО Стройизоляция Организация, вооружение и тактика действий подразделений армий основных иностранных (занятие 2)
Организация, вооружение и тактика действий подразделений армий основных иностранных (занятие 2) Змеевиковый ПГ для блочной установки
Змеевиковый ПГ для блочной установки Изображать можно линией
Изображать можно линией Презентация на тему Шолохов Они сражались за Родину
Презентация на тему Шолохов Они сражались за Родину Компьютер и здоровье
Компьютер и здоровье Заседании Комитета по инновациям НП «ОПЖТ»,
Заседании Комитета по инновациям НП «ОПЖТ», GG rand CC anyon один из глубочайших
GG rand CC anyon один из глубочайших Наладка и испытания теплотехнического оборудования. Отчёт по практике
Наладка и испытания теплотехнического оборудования. Отчёт по практике Добро и зло
Добро и зло Презентация на тему Основы логики и логические основы компьютера.Формы мышления.
Презентация на тему Основы логики и логические основы компьютера.Формы мышления.  Презентация на тему Нейроцитология
Презентация на тему Нейроцитология Беседа «Химический состав клетки»
Беседа «Химический состав клетки» Теория мотивации Дэвида Макклелланда
Теория мотивации Дэвида Макклелланда Презентация на тему Роль информационной деятельности в современном обществе
Презентация на тему Роль информационной деятельности в современном обществе Декоративное искусство энкаустика
Декоративное искусство энкаустика Апельсиновый нектар
Апельсиновый нектар «Понедельник начинается в субботу»Развитие проекта мониторинга рекламы
«Понедельник начинается в субботу»Развитие проекта мониторинга рекламы Продаётся бывшее деревообрабатывающее производство. Новорижское шоссе, г.Волоколамск, 100 км от МКАД, участок 4 га, общая площадь про
Продаётся бывшее деревообрабатывающее производство. Новорижское шоссе, г.Волоколамск, 100 км от МКАД, участок 4 га, общая площадь про Основная задача образовательного проекта ЖКХ меняется
Основная задача образовательного проекта ЖКХ меняется А.П. Чехов в Мелихово
А.П. Чехов в Мелихово М1У1. Линейный алгоритм
М1У1. Линейный алгоритм ЭКОНОМИЧЕСКОЕ РАЗВИТИЕ И ЭКОЛОГИЧЕСКИЙ ФАКТОР.ПРИРОДНЫЙ КАПИТАЛ И ЕГО ФУНКЦИИ
ЭКОНОМИЧЕСКОЕ РАЗВИТИЕ И ЭКОЛОГИЧЕСКИЙ ФАКТОР.ПРИРОДНЫЙ КАПИТАЛ И ЕГО ФУНКЦИИ Аксонометрические проекции плоскогранных предметов
Аксонометрические проекции плоскогранных предметов ЦЕНТРАЛЬНОЕ МЕЖРЕГИОНАЛЬНОЕ ТЕРРИТОРИАЛЬНОЕ УПРАВЛЕНИЕ
ЦЕНТРАЛЬНОЕ МЕЖРЕГИОНАЛЬНОЕ ТЕРРИТОРИАЛЬНОЕ УПРАВЛЕНИЕ Литературное чтение 3 класс
Литературное чтение 3 класс  Я и мои интересы
Я и мои интересы