- Припуски на механическую обработку

Содержание
- 2. Общее понятие о припуске Припуск – слой материала, удаляемый с поверхности заготовки в целях достижения заданных
- 3. Классификация припусков Общий припуск – припуск, удаляемый в процессе механической обработки рассматриваемой поверхности для получения чертежных
- 4. Классификация припусков Операционный припуск – это припуск, удаляемый при выполнении одной технологической операции. Промежуточный припуск –
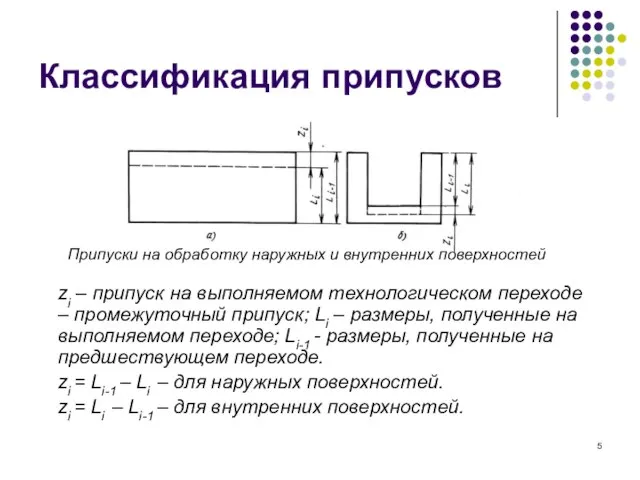
- 5. Классификация припусков zi – припуск на выполняемом технологическом переходе – промежуточный припуск; Li – размеры, полученные
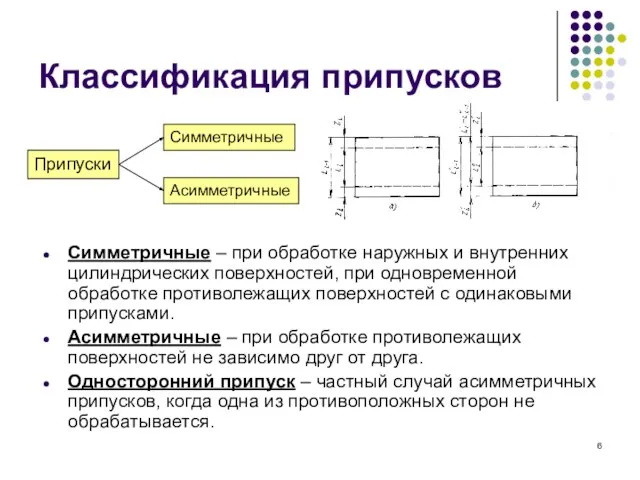
- 6. Классификация припусков Симметричные – при обработке наружных и внутренних цилиндрических поверхностей, при одновременной обработке противолежащих поверхностей
- 7. Оптимальный припуск Оптимальный припуск – это припуск, имеющий размеры, обеспечивающие выполнение необходимой механической обработки и установленных
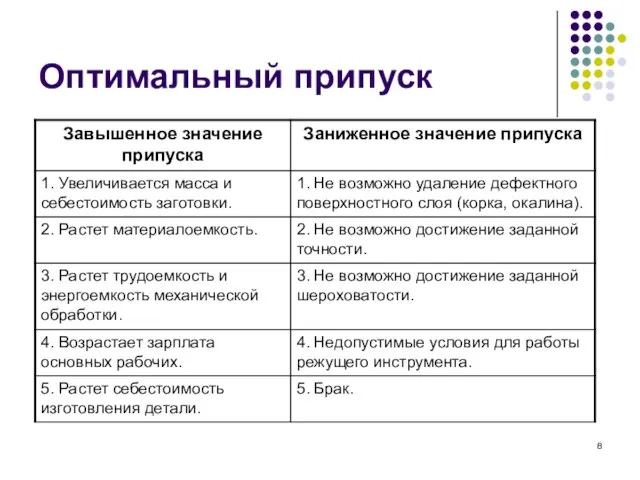
- 8. Оптимальный припуск
- 9. Факторы, влияющие на величину припуска
- 10. Факторы, влияющие на величину припуска Материал заготовки. Конфигурация и размеры заготовки. Вид заготовки и способ ее
- 11. 1) Материал заготовки. Литые заготовки имеют твердую корку. Для нормальной работы режущего инструмента, глубина резания должна
- 12. 2) Конфигурация и размеры заготовки. В штамповках сложной конфигурации затруднено течение материала, поэтому необходимо увеличивать припуски.
- 13. 3) Вид заготовки и способ ее изготовления. 4) Технические условия в отношении точности и качества поверхности.
- 14. Методы расчета припусков
- 16. Опытно-статистический Припуск устанавливают по стандартам и таблицам, которые составлены на основе обобщения и систематизации производственных данных.
- 17. Опытно-статистический Преимущества метода: Экономия времени на установление припусков. Недостатки метода: Не учитывает конкретные условия построения т/п.
- 18. Расчетно-аналитический Разработан проф. Кованом В.М. Расчетная величина – минимальный припуск, определяемый на основе анализа факторов, влияющих
- 19. Расчетно-аналитический Преимущества метода: Учитывает конкретные условия выполнения т/п. Более точное значение припусков. Недостатки метода: Высокая трудоемкость
- 21. Скачать презентацию
Слайд 3Классификация припусков
Общий припуск – припуск, удаляемый в процессе механической обработки рассматриваемой поверхности
Классификация припусков
Общий припуск – припуск, удаляемый в процессе механической обработки рассматриваемой поверхности
Слайд 4Классификация припусков
Операционный припуск – это припуск, удаляемый при выполнении одной технологической операции.
Промежуточный
Классификация припусков
Операционный припуск – это припуск, удаляемый при выполнении одной технологической операции.
Промежуточный
Слайд 5Классификация припусков
zi – припуск на выполняемом технологическом переходе – промежуточный припуск; Li
Классификация припусков
zi – припуск на выполняемом технологическом переходе – промежуточный припуск; Li
Слайд 6Классификация припусков
Симметричные – при обработке наружных и внутренних цилиндрических поверхностей, при одновременной
Классификация припусков
Симметричные – при обработке наружных и внутренних цилиндрических поверхностей, при одновременной
Слайд 7Оптимальный припуск
Оптимальный припуск – это припуск, имеющий размеры, обеспечивающие выполнение необходимой механической
Оптимальный припуск
Оптимальный припуск – это припуск, имеющий размеры, обеспечивающие выполнение необходимой механической
Слайд 8Оптимальный припуск
Оптимальный припуск
Слайд 9Факторы, влияющие на величину припуска
Факторы, влияющие на величину припуска

Слайд 10Факторы, влияющие на величину припуска
Материал заготовки.
Конфигурация и размеры заготовки.
Вид заготовки и способ
Факторы, влияющие на величину припуска
Материал заготовки.
Конфигурация и размеры заготовки.
Вид заготовки и способ
Слайд 111) Материал заготовки.
Литые заготовки имеют твердую корку. Для нормальной работы режущего инструмента,
1) Материал заготовки.
Литые заготовки имеют твердую корку. Для нормальной работы режущего инструмента,
Слайд 122) Конфигурация и размеры заготовки.
В штамповках сложной конфигурации затруднено течение материала, поэтому
2) Конфигурация и размеры заготовки.
В штамповках сложной конфигурации затруднено течение материала, поэтому
Слайд 13
3) Вид заготовки и способ ее изготовления.
4) Технические условия в отношении точности
3) Вид заготовки и способ ее изготовления. 4) Технические условия в отношении точности
Слайд 14Методы расчета припусков
Методы расчета припусков

Слайд 16Опытно-статистический
Припуск устанавливают по стандартам и таблицам, которые составлены на основе обобщения и
Опытно-статистический
Припуск устанавливают по стандартам и таблицам, которые составлены на основе обобщения и
Слайд 17Опытно-статистический
Преимущества метода:
Экономия времени на установление припусков.
Недостатки метода:
Не учитывает конкретные условия построения т/п.
Не
Опытно-статистический
Преимущества метода:
Экономия времени на установление припусков.
Недостатки метода:
Не учитывает конкретные условия построения т/п.
Не
Слайд 18Расчетно-аналитический
Разработан проф. Кованом В.М.
Расчетная величина – минимальный припуск, определяемый на основе анализа
Расчетно-аналитический
Разработан проф. Кованом В.М.
Расчетная величина – минимальный припуск, определяемый на основе анализа
Слайд 19Расчетно-аналитический
Преимущества метода:
Учитывает конкретные условия выполнения т/п.
Более точное значение припусков.
Недостатки метода:
Высокая трудоемкость определения
Расчетно-аналитический
Преимущества метода:
Учитывает конкретные условия выполнения т/п.
Более точное значение припусков.
Недостатки метода:
Высокая трудоемкость определения
Похожие презентации
 Презентация на тему Развитие познавательных процессов дошкольников
Презентация на тему Развитие познавательных процессов дошкольников
 Компьютерные и биологические вирусы - сходства и различия
Компьютерные и биологические вирусы - сходства и различия Развитие ипотеки на федеральном уровне. Вопросы выпуска ипотечных ценных бумаг. Л.Ф. Векшин ОАО «Агентство по ипотечному жилищном
Развитие ипотеки на федеральном уровне. Вопросы выпуска ипотечных ценных бумаг. Л.Ф. Векшин ОАО «Агентство по ипотечному жилищном Определение склонения у имён существительных
Определение склонения у имён существительных Озеро Байкал – жемчужина Сибири
Озеро Байкал – жемчужина Сибири Биология и космос
Биология и космос занятие1
занятие1 Альберт Лиханов
Альберт Лиханов Водоросли
Водоросли «День знаний»в РХТУ им. Д. И. Менделеева
«День знаний»в РХТУ им. Д. И. Менделеева Паремии
Паремии Басни крылова
Басни крылова Тема урока: Вычисление расстояния от точки до плоскости
Тема урока: Вычисление расстояния от точки до плоскости Национальный музей Дамаска
Национальный музей Дамаска Материалы устойчивые к воздействию температуры и рабочей
Материалы устойчивые к воздействию температуры и рабочей Индивидуальный проектили Готовое решение.Что выбрать?
Индивидуальный проектили Готовое решение.Что выбрать? Психолого-педагогические особенности обучения математике в 5-6 классах детей с ослабленным слухом
Психолого-педагогические особенности обучения математике в 5-6 классах детей с ослабленным слухом Презентация на тему Как не нужно делать презентации
Презентация на тему Как не нужно делать презентации Презентация на тему Александр Невский и его образ
Презентация на тему Александр Невский и его образ Здравствуйте, я библиотекарь МОУ «Ишимский городской общеобразовательный лицей им. Е.Г. Лукьянец» Ляхова Светлана Андреевна
Здравствуйте, я библиотекарь МОУ «Ишимский городской общеобразовательный лицей им. Е.Г. Лукьянец» Ляхова Светлана Андреевна SEASONS
SEASONS Платформа Разработки системы управления Выбор оптимального варианта для управления и развития
Платформа Разработки системы управления Выбор оптимального варианта для управления и развития Комплексный образовательный проект Воссоединение Крыма с Россией
Комплексный образовательный проект Воссоединение Крыма с Россией Тромбоэмболия легочной артерии
Тромбоэмболия легочной артерии Письменность на Руси
Письменность на Руси КЛАССИФИКАЦИЯ АВТОМОБИЛЕЙ АКТУАЛИЗАЦИЯ
КЛАССИФИКАЦИЯ АВТОМОБИЛЕЙ АКТУАЛИЗАЦИЯ Автоматизация звука «Л» в чистоговорках Презентацию подготовила учитель – логопед ГОУ №657 г. Санкт - Петербурга Агельярова Е.В.
Автоматизация звука «Л» в чистоговорках Презентацию подготовила учитель – логопед ГОУ №657 г. Санкт - Петербурга Агельярова Е.В.