- Приспособления для зубо-фрезерных и протяжных станков

Содержание
- 2. Зубо-фрезерный станок модели 5К310 Технологическое оборудование: 1. Станина 2. Неподвижная стойка 3. Суппорт 4.Фрезерная головка 5.
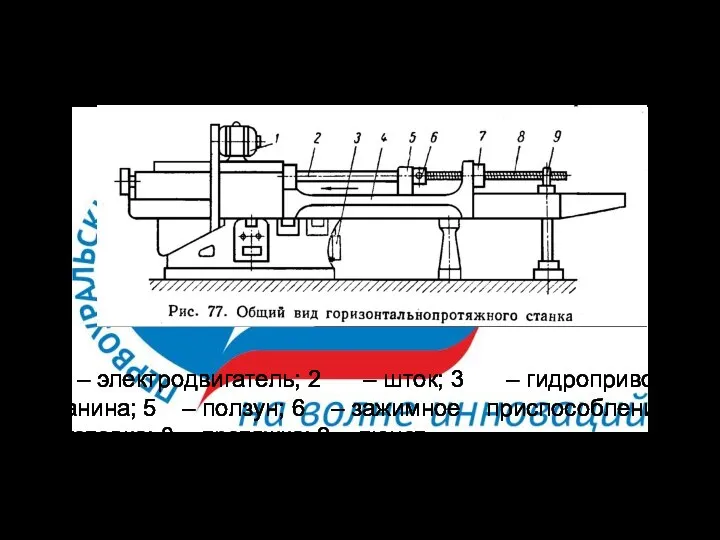
- 3. 1 – электродвигатель; 2 – шток; 3 – гидропривод; 4 – станина; 5 – ползун; 6
- 4. Принцип базирования зубо-фрезерного станка При обработке заготовок на зубофрезерном станке используется кинематический метод обкатки (огибания), который
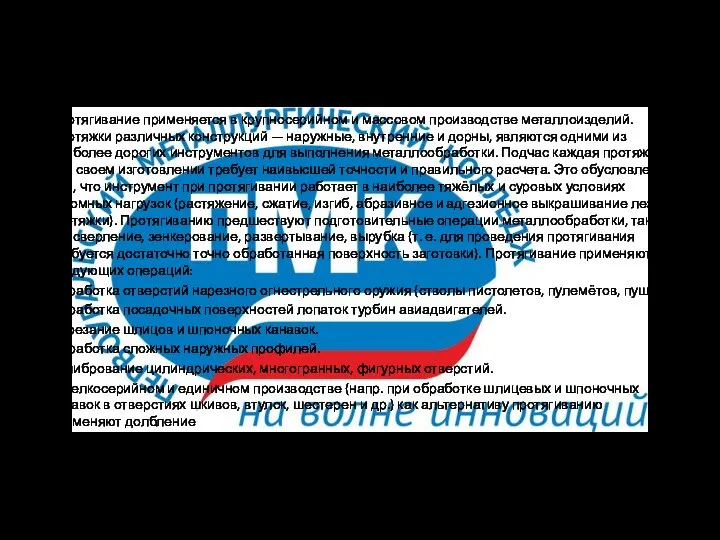
- 5. Принцип базирования протяжного станка Протягивание применяется в крупносерийном и массовом производстве металлоизделий. Протяжки различных конструкций —
- 6. Техническая оснастка зубо-фрезерного станка -Оправки различных типов(используются для сообщения установленному инструменту вращательного момента от шпинделя фрезерного
- 8. Скачать презентацию
Слайд 2Зубо-фрезерный станок модели 5К310
Технологическое оборудование:
1. Станина
2. Неподвижная стойка
3. Суппорт
4.Фрезерная головка
5. Подвижная стойка
6.
Зубо-фрезерный станок модели 5К310
Технологическое оборудование:
1. Станина
2. Неподвижная стойка
3. Суппорт
4.Фрезерная головка
5. Подвижная стойка
6.

Слайд 31 – электродвигатель; 2 – шток; 3 – гидропривод; 4 – станина; 5 – ползун; 6 – зажимное приспособление; 7 – заготовка; 8 – протяжка; 9 – люнет
Основные узлы
1 – электродвигатель; 2 – шток; 3 – гидропривод; 4 – станина; 5 – ползун; 6 – зажимное приспособление; 7 – заготовка; 8 – протяжка; 9 – люнет
Основные узлы
Слайд 4Принцип базирования зубо-фрезерного станка
При обработке заготовок на зубофрезерном станке используется кинематический
Принцип базирования зубо-фрезерного станка
При обработке заготовок на зубофрезерном станке используется кинематический

Слайд 5Принцип базирования протяжного станка
Протягивание применяется в крупносерийном и массовом производстве металлоизделий.
Принцип базирования протяжного станка
Протягивание применяется в крупносерийном и массовом производстве металлоизделий.
Слайд 6Техническая оснастка зубо-фрезерного станка
-Оправки различных типов(используются для сообщения установленному инструменту вращательного момента
Техническая оснастка зубо-фрезерного станка
-Оправки различных типов(используются для сообщения установленному инструменту вращательного момента
 Unusual traditions of birthday celebrations
Unusual traditions of birthday celebrations HOW TO WRITE A FRIENDLY LETTER
HOW TO WRITE A FRIENDLY LETTER Ассоциации. Карточная игра
Ассоциации. Карточная игра Беспозвоночные и позвоночные организмы
Беспозвоночные и позвоночные организмы Екатерина 2
Екатерина 2 Подключение к Интернету
Подключение к Интернету Система расчетов с населением за коммунальные услуги
Система расчетов с населением за коммунальные услуги Командный менеджмент
Командный менеджмент рус.яз., 6кл., 23.09
рус.яз., 6кл., 23.09 Применение производной к решению задач
Применение производной к решению задач Измельчение мусора. Компания TiCon
Измельчение мусора. Компания TiCon Иван Сергеевич Тургенев
Иван Сергеевич Тургенев П а с х а . Воскресение Христово.
П а с х а . Воскресение Христово. 20140429_biosfera
20140429_biosfera Шаблон презентации
Шаблон презентации Факторы, влияющие на формирование имиджа современного педагога в сельской местности
Факторы, влияющие на формирование имиджа современного педагога в сельской местности Создание проектов в интернет. Разработка сайтов. Лекция 4.
Создание проектов в интернет. Разработка сайтов. Лекция 4. Меры государственной поддержки на 2021 год
Меры государственной поддержки на 2021 год Каталог детских шапочек. Осень-весна 2020-2021
Каталог детских шапочек. Осень-весна 2020-2021 Ландшафтоид
Ландшафтоид Люди – творцы культуры
Люди – творцы культуры Местечко Ажерово и его обитатели
Местечко Ажерово и его обитатели Космическая теплица. Этапы работы над проектом
Космическая теплица. Этапы работы над проектом Виды Дверей
Виды Дверей Начальник Департамента МВД России генерал-полковник милиции МИРОШНИКОВ Борис Николаевич
Начальник Департамента МВД России генерал-полковник милиции МИРОШНИКОВ Борис Николаевич Детская страничка. Черная кошка
Детская страничка. Черная кошка Понятие и структура обучающего тренинга
Понятие и структура обучающего тренинга Литературная гостиная. Поэты не рождаются случайно
Литературная гостиная. Поэты не рождаются случайно