- Прогоны. Выбор сварочного оборудования

Содержание
- 2. Содержание Введение 1 Основная часть 1 1 Назначение и условия эксплуатации изделия ( прогон Ф12 )
- 3. ПРОГОНЫ Прогон — конструктивный элемент здания, горизонтально расположенная балка. Прогон опирается на несущие конструкции сооружения (стены,
- 4. ВЫБОР МАТЕРИАЛА Выбор материалов конструкции производится согласно требованиям, изложенным в ТЗ. Материалы конструкции должны обладать следующими
- 5. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ Технологический прогон - это заключительный этап процесса изготовления изделия, представляющий собой относительно непродолжительную его
- 6. ВЫБОР ЭЛЕКТРОДОВ Электрод УОНИ 13/55 МЭЗ Ц0031994 предназначен для ручной дуговой сварки особо ответственных конструкций из
- 7. ВЫБОР СВАРОЧНОГО ОБОРУДОВАНИЯ Выпрямитель - это следующее поколение агрегатов после трансформаторных. Разработчики смогли устранить все минусы
- 8. ТЕХНОЛОГИЯ СВАРКИ Способ разжигания сварочной дуги. Для возникновения дуги новый электрод необходимо вставить в зажим и
- 9. ВЫВОД В заключении можно отметить, что балка - прогон Ф12 необходимый элемент для строительства: зданий, разных
- 10. СПИСОК ЛИТЕРАТУРЫ Охрана труда при сварке в машиностроении М.З. Брауде - М: Книга по Требованию 2012
- 12. Скачать презентацию
Слайд 3ПРОГОНЫ
Прогон — конструктивный элемент здания, горизонтально расположенная балка. Прогон опирается на несущие конструкции сооружения
ПРОГОНЫ
Прогон — конструктивный элемент здания, горизонтально расположенная балка. Прогон опирается на несущие конструкции сооружения

Слайд 4ВЫБОР МАТЕРИАЛА
Выбор материалов конструкции производится согласно требованиям, изложенным в ТЗ. Материалы
ВЫБОР МАТЕРИАЛА
Выбор материалов конструкции производится согласно требованиям, изложенным в ТЗ. Материалы
Слайд 5ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Технологический прогон - это заключительный этап процесса изготовления изделия, представляющий
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Технологический прогон - это заключительный этап процесса изготовления изделия, представляющий

Слайд 6ВЫБОР ЭЛЕКТРОДОВ
Электрод УОНИ 13/55 МЭЗ Ц0031994 предназначен для ручной дуговой сварки
ВЫБОР ЭЛЕКТРОДОВ
Электрод УОНИ 13/55 МЭЗ Ц0031994 предназначен для ручной дуговой сварки
Слайд 7ВЫБОР СВАРОЧНОГО ОБОРУДОВАНИЯ
Выпрямитель - это следующее поколение агрегатов после трансформаторных. Разработчики смогли устранить
ВЫБОР СВАРОЧНОГО ОБОРУДОВАНИЯ
Выпрямитель - это следующее поколение агрегатов после трансформаторных. Разработчики смогли устранить

Слайд 8ТЕХНОЛОГИЯ СВАРКИ
Способ разжигания сварочной дуги.
Для возникновения дуги новый электрод необходимо
ТЕХНОЛОГИЯ СВАРКИ
Способ разжигания сварочной дуги.
Для возникновения дуги новый электрод необходимо

Слайд 9ВЫВОД
В заключении можно отметить, что балка - прогон Ф12 необходимый элемент
ВЫВОД
В заключении можно отметить, что балка - прогон Ф12 необходимый элемент
Слайд 10СПИСОК ЛИТЕРАТУРЫ
Охрана труда при сварке в машиностроении М.З. Брауде - М: Книга
СПИСОК ЛИТЕРАТУРЫ
Охрана труда при сварке в машиностроении М.З. Брауде - М: Книга
 Управление Роскомнадзора по Северо-Западному федеральному округу - 2021
Управление Роскомнадзора по Северо-Западному федеральному округу - 2021 Признаки Любви
Признаки Любви Тема 8.2. Датчик давления КРАМС.
Тема 8.2. Датчик давления КРАМС. Физиология почки
Физиология почки Оборудование для очистных работ. Устройства для сушки (обдува) автомобиля
Оборудование для очистных работ. Устройства для сушки (обдува) автомобиля Грозит ли России новый застой?Перспективы экономического роста после кризиса
Грозит ли России новый застой?Перспективы экономического роста после кризиса Миграции населения в современном мире Подготовила: Клеутина С.А.
Миграции населения в современном мире Подготовила: Клеутина С.А. Глава 2 МЕТОДЫ РЕШЕНИЯ СИСТЕМ ЛИНЕЙНЫХ УРАВНЕНИЙ
Глава 2 МЕТОДЫ РЕШЕНИЯ СИСТЕМ ЛИНЕЙНЫХ УРАВНЕНИЙ О реализации полномочий по утверждению нормативов потребления коммунальных услуг
О реализации полномочий по утверждению нормативов потребления коммунальных услуг Лыжный спорт
Лыжный спорт Презентация по учебной / производственной практике
Презентация по учебной / производственной практике По страницам повести И.С.Тургенева «Ася»
По страницам повести И.С.Тургенева «Ася» Какой ты супергерой из мультфильма (тест)
Какой ты супергерой из мультфильма (тест) Презентация на тему почему идут дожди и дует ветер
Презентация на тему почему идут дожди и дует ветер 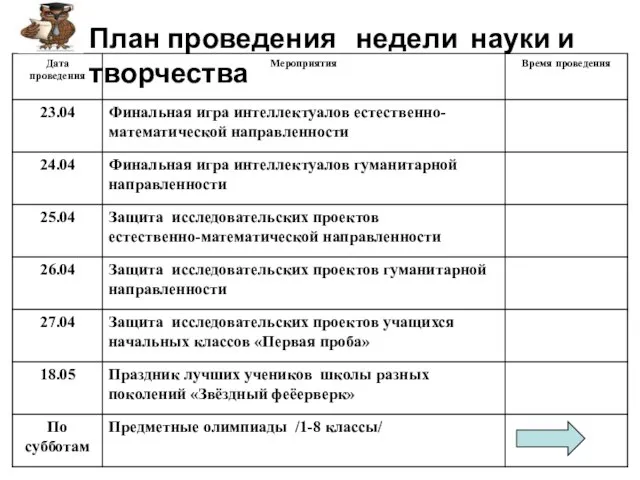 План проведения недели науки и творчества
План проведения недели науки и творчества ForteBank. Итоги
ForteBank. Итоги Роль органов местного самоуправления в поддержке малого предпринимательства на примере администрации городского округа Балашиха
Роль органов местного самоуправления в поддержке малого предпринимательства на примере администрации городского округа Балашиха Причёски и костюм XVII – XIX веков
Причёски и костюм XVII – XIX веков Закон Ома
Закон Ома Профсоюзная Организация Обучающихся ШАДИ(ф)
Профсоюзная Организация Обучающихся ШАДИ(ф) «…единственно нужное размещение единственно нужных слов»(Л. Толстой о труде поэта и писателя)
«…единственно нужное размещение единственно нужных слов»(Л. Толстой о труде поэта и писателя) Конгресс США. Структура. Функции и порядок формирования палат
Конгресс США. Структура. Функции и порядок формирования палат Презентация на тему Русский символизм в литературе
Презентация на тему Русский символизм в литературе простаяМАТЕМАТИКА
простаяМАТЕМАТИКА П.А. Столыпину посвящается…
П.А. Столыпину посвящается… Презентация на тему Электризация в природе и в жизни
Презентация на тему Электризация в природе и в жизни 8 марта
8 марта Доклад начальника ПЧ-340
Доклад начальника ПЧ-340