- Процесс формообразования

Содержание
- 2. Формообразование — это совокупность процессов, методов, способов и приемов получения из заготовки готовой детали с заданной
- 3. Основной процесс формообразования является Пластическое деформирование — резание, обработка давлением. Хрупкое разрушение — ультразвуковая обработка. Плавление
- 4. Методы формообразования Путем удаления припуска — резание металлов, электрохимическая обработка, электроэразиционная обработка. Перераспределение объема материала заготовки
- 5. Среда формообразования (в которой происходит процесс) Вакуум; Воздух; Инертный газ; Эмульсии; Жидкость; Диэлектрик; Суспензии; Твердое тело
- 6. Состояние удаленного припуска Стружка различной формы и размера. Раствор при электрохимической обработке. Расплав или капли жидкости
- 7. Тема: Горячая обработка металла Ефимова В.В. Начальник методического отдела ОИПТС
- 8. Самые распространенные виды горячей обработки Литейное производство Обработка металла давлением Сварочное производство
- 9. Литейное производство Литьё — технологический процесс изготовления заготовок (в редких случаях — готовых деталей), заключающийся в
- 10. Виды литья Известно множество разновидностей литья: в песчаные формы (ручная или машинная формовка); в многократные (цементные,
- 11. Литьё в песчаные формы Литьё в песчаные формы — дешёвый, самый грубый, но самый массовый вид
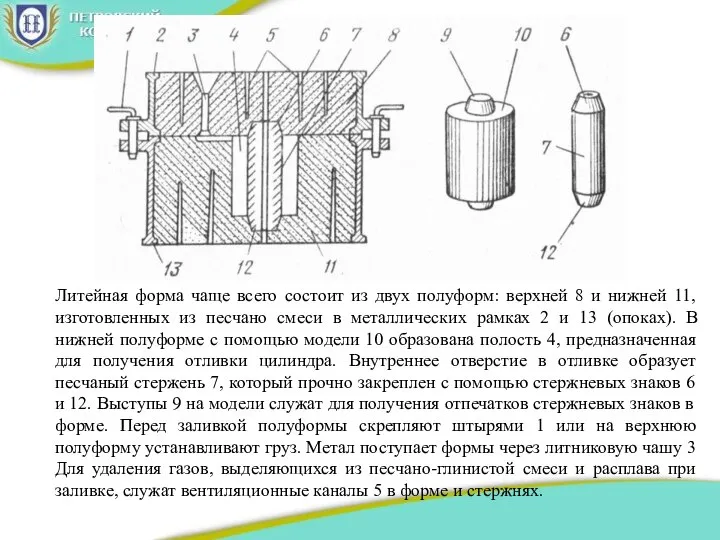
- 12. Литейная форма чаще всего состоит из двух полуформ: верхней 8 и нижней 11, изготовленных из песчано
- 13. Литьё в кокиль Литьё металлов в кокиль — более качественный способ. Изготавливается кокиль — разборная форма
- 14. Литьё в кокиль В кокилях получают отливки из чугуна, стали, алюминиевых, магниевых и др. сплавов. Особенно
- 15. Основные способы обработки металлов давлением
- 16. Сварочное производство Сваркой называется технологический процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями
- 17. Виды сварки Дуговая сварка (ручная, полуавтоматическая и автоматическая) является наиболее распространенным способом сварки. 1.1.Ручная сварка применяется
- 18. Виды сварки 2. Контактная сварка (стыковая, точечная, шовная) отличается высокой производительностью и экономичностью. Ею хорошо свариваются
- 19. Тема: Резание металлов Ефимова В.В. Начальник методического отдела
- 20. Резание металлов Резание - как технологический способ обработки заключается в том, что с обрабатываемой заготовки срезается
- 21. Обрабатываемость материала резанием— это его способность подвергаться обработке резанием (как правило, на металлорежущих станках). Если в
- 22. В настоящее время существует более 300 марок сталей (сплавов, как черных, так и цветных). Их по
- 23. Инструментальные материалы При резании на контактных поверхностях режущего инструмента возникают давления и одновременно выделяется много тепла.
- 24. Классификация инструментальных материалов 1. Углеродистые стали. ГОСТ 1425-74, марки: У10А, У12А; 2. Легированные инструментальные стали. ГОСТ
- 25. Параметры, характеризующие процесс резания 1. Производительность— отношение количества произведенных деталей к единице времени; 2. Точность обработки—
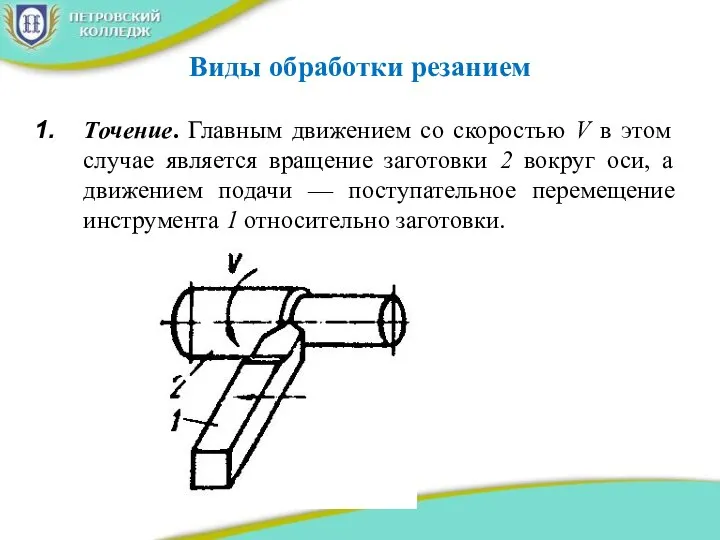
- 26. Виды обработки резанием Точение. Главным движением со скоростью V в этом случае является вращение заготовки 2
- 27. Виды обработки резанием Точением обрабатывают преимущественно поверхности вращения на токарных, карусельных, револьверных, расточных станках, токарных автоматах
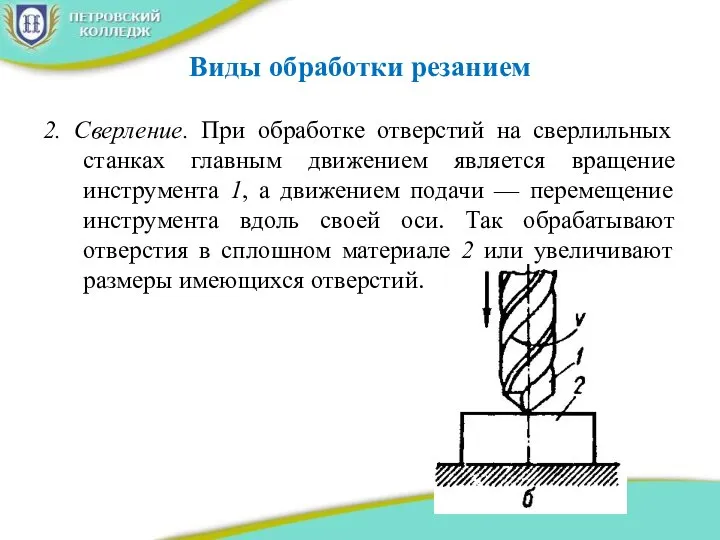
- 28. Виды обработки резанием 2. Сверление. При обработке отверстий на сверлильных станках главным движением является вращение инструмента
- 29. Виды обработки резанием Сверлить можно также на токарных, револьверных, расточных, фрезерных станках, токарных автоматах и др.
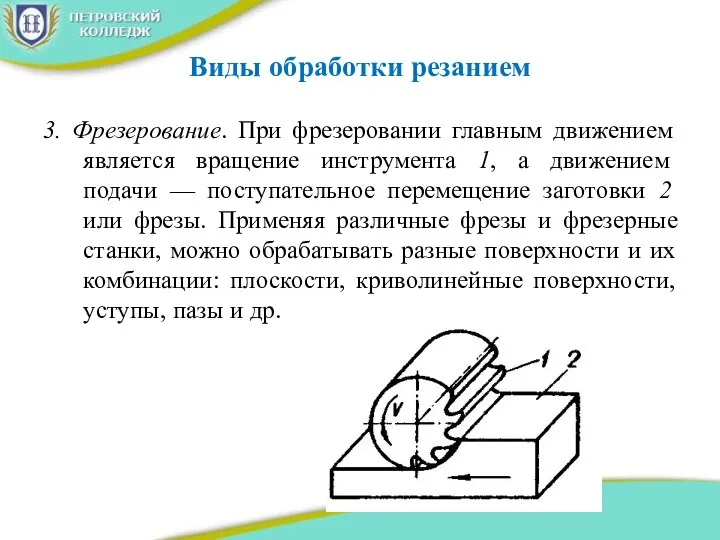
- 30. Виды обработки резанием 3. Фрезерование. При фрезеровании главным движением является вращение инструмента 1, а движением подачи
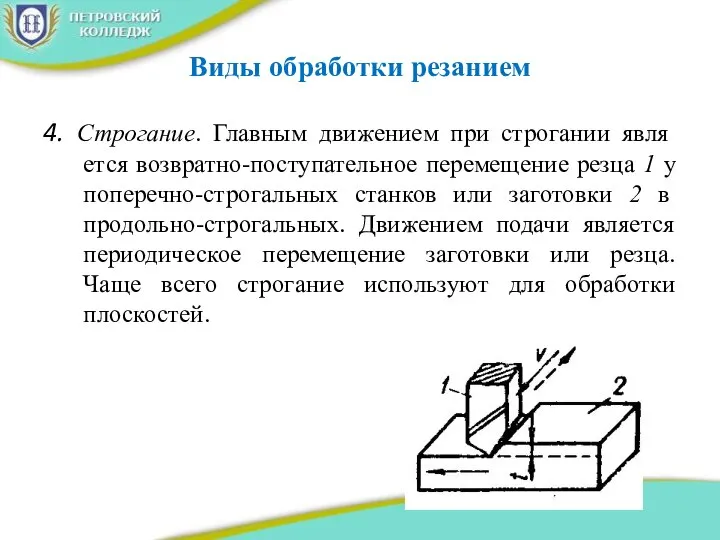
- 31. Виды обработки резанием 4. Строгание. Главным движением при строгании является возвратно-поступательное перемещение резца 1 у поперечно-строгальных
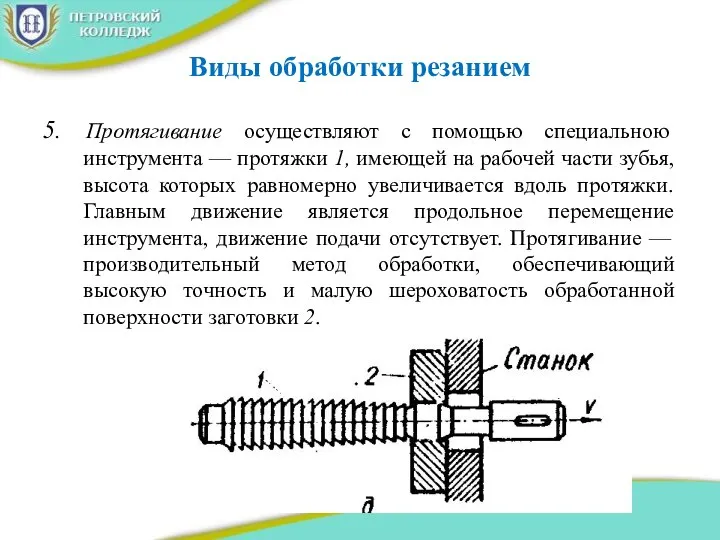
- 32. Виды обработки резанием 5. Протягивание осуществляют с помощью специальною инструмента — протяжки 1, имеющей на рабочей
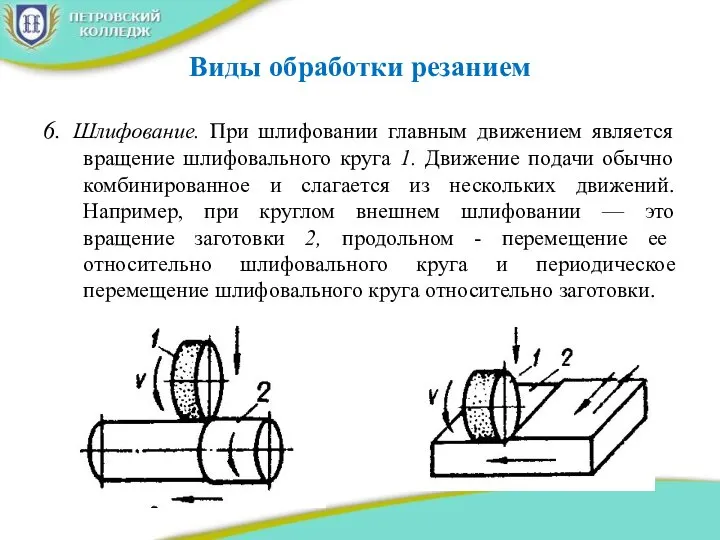
- 33. Виды обработки резанием 6. Шлифование. При шлифовании главным движением является вращение шлифовального круга 1. Движение подачи
- 34. Режимы резания Глубина резания - величина срезаемого слоя за один проход (t, мм) Подача - величина
- 35. Режимы резания 4. Частота вращение шпинделя (n, об/мин) - при настройке станка необходимо установить частоту вращения
- 36. Классификация режущего инструмента Режущий инструмент подразделяется на лезвийный и абразивный. Лезвийный инструмент – режущий инструмент, с
- 37. Классификация режущего инструмента По конструктивному исполнению, по способу крепления рабочей части: цельный, составной, сборный. Цельный режущий
- 38. Классификация лезвийного инструмента По материалу рабочей части отличают стальной, быстрорежущий, твердосплавные, минералокерамические и из сверхтвердых материалов.
- 39. Классификация лезвийного инструмента По конструктивному исполнению лезвий: Лезвия с механическим креплением пластин – сборный лезвийный инструмент
- 40. Виды лезвийного инструмента Резец – однолезвийный инструмент для обработки с поступательным или вращательным главным движением и
- 41. Виды лезвийного инструмента Сверло – осевой режущий инструмент для образования отверстия в сплошном материале и/или увеличения
- 42. Виды лезвийного инструмента Метчик - осевой многолезвийный инструмент для обработки внутренней резьбы. Плашка - осевой многолезвийный
- 44. Скачать презентацию
Слайд 2Формообразование — это совокупность процессов, методов, способов и приемов получения из заготовки
Формообразование — это совокупность процессов, методов, способов и приемов получения из заготовки
Слайд 3
Основной процесс формообразования является
Пластическое деформирование — резание, обработка давлением.
Хрупкое разрушение —
Основной процесс формообразования является
Пластическое деформирование — резание, обработка давлением.
Хрупкое разрушение —
Слайд 4Методы формообразования
Путем удаления припуска — резание металлов, электрохимическая обработка, электроэразиционная обработка.
Перераспределение объема
Методы формообразования
Путем удаления припуска — резание металлов, электрохимическая обработка, электроэразиционная обработка.
Перераспределение объема
Слайд 5Среда формообразования (в которой происходит процесс)
Вакуум;
Воздух;
Инертный газ;
Эмульсии;
Жидкость;
Диэлектрик;
Суспензии;
Твердое тело и другие.
Среда формообразования (в которой происходит процесс)
Вакуум;
Воздух;
Инертный газ;
Эмульсии;
Жидкость;
Диэлектрик;
Суспензии;
Твердое тело и другие.
Слайд 6Состояние удаленного припуска
Стружка различной формы и размера.
Раствор при электрохимической обработке.
Расплав или капли
Состояние удаленного припуска
Стружка различной формы и размера.
Раствор при электрохимической обработке.
Расплав или капли
Слайд 7Тема: Горячая обработка металла
Ефимова В.В.
Начальник методического отдела ОИПТС
Тема: Горячая обработка металла
Ефимова В.В.
Начальник методического отдела ОИПТС
Слайд 8
Самые распространенные виды горячей обработки
Литейное производство
Обработка металла давлением
Сварочное производство
Самые распространенные виды горячей обработки
Литейное производство
Обработка металла давлением
Сварочное производство
Слайд 9Литейное производство
Литьё — технологический процесс изготовления заготовок (в редких случаях — готовых деталей), заключающийся
Литейное производство
Литьё — технологический процесс изготовления заготовок (в редких случаях — готовых деталей), заключающийся
Слайд 10Виды литья
Известно множество разновидностей литья:
в песчаные формы (ручная или машинная формовка);
в
Виды литья
Известно множество разновидностей литья:
в песчаные формы (ручная или машинная формовка);
в
Слайд 11Литьё в песчаные формы
Литьё в песчаные формы — дешёвый, самый грубый, но самый
Литьё в песчаные формы
Литьё в песчаные формы — дешёвый, самый грубый, но самый
Слайд 12Литейная форма чаще всего состоит из двух полуформ: верхней 8 и нижней
Литейная форма чаще всего состоит из двух полуформ: верхней 8 и нижней
Слайд 13Литьё в кокиль
Литьё металлов в кокиль — более качественный способ. Изготавливается кокиль —
Литьё в кокиль
Литьё металлов в кокиль — более качественный способ. Изготавливается кокиль —
Слайд 14Литьё в кокиль
В кокилях получают отливки из чугуна, стали, алюминиевых, магниевых и
Литьё в кокиль
В кокилях получают отливки из чугуна, стали, алюминиевых, магниевых и
Слайд 15Основные способы обработки металлов давлением
Основные способы обработки металлов давлением
Слайд 16Сварочное производство
Сваркой называется технологический процесс получения неразъёмных соединений посредством установления межатомных связей
Сварочное производство
Сваркой называется технологический процесс получения неразъёмных соединений посредством установления межатомных связей
Слайд 17Виды сварки
Дуговая сварка (ручная, полуавтоматическая и автоматическая) является наиболее распространенным способом сварки.
Виды сварки
Дуговая сварка (ручная, полуавтоматическая и автоматическая) является наиболее распространенным способом сварки.
Слайд 18Виды сварки
2. Контактная сварка (стыковая, точечная, шовная) отличается высокой производительностью и экономичностью.
Виды сварки
2. Контактная сварка (стыковая, точечная, шовная) отличается высокой производительностью и экономичностью.
Слайд 19Тема: Резание металлов
Ефимова В.В.
Начальник методического отдела
Тема: Резание металлов
Ефимова В.В.
Начальник методического отдела
Слайд 20Резание металлов
Резание - как технологический способ обработки заключается в том, что с
Резание металлов
Резание - как технологический способ обработки заключается в том, что с
Слайд 21Обрабатываемость материала резанием— это его способность подвергаться обработке резанием (как правило, на
Обрабатываемость материала резанием— это его способность подвергаться обработке резанием (как правило, на
Слайд 22В настоящее время существует более 300 марок сталей (сплавов, как черных, так
В настоящее время существует более 300 марок сталей (сплавов, как черных, так
Слайд 23Инструментальные материалы
При резании на контактных поверхностях режущего инструмента возникают давления и одновременно
Инструментальные материалы
При резании на контактных поверхностях режущего инструмента возникают давления и одновременно
Слайд 24Классификация инструментальных материалов
1. Углеродистые стали. ГОСТ 1425-74, марки: У10А, У12А;
2. Легированные инструментальные
Классификация инструментальных материалов
1. Углеродистые стали. ГОСТ 1425-74, марки: У10А, У12А;
2. Легированные инструментальные
Слайд 25Параметры, характеризующие процесс резания
1. Производительность— отношение количества произведенных деталей к единице времени;
2.
Параметры, характеризующие процесс резания
1. Производительность— отношение количества произведенных деталей к единице времени;
2.
Слайд 26Виды обработки резанием
Точение. Главным движением со скоростью V в этом случае является
Виды обработки резанием
Точение. Главным движением со скоростью V в этом случае является
Слайд 27Виды обработки резанием
Точением обрабатывают преимущественно поверхности вращения на токарных, карусельных, револьверных, расточных
Виды обработки резанием
Точением обрабатывают преимущественно поверхности вращения на токарных, карусельных, револьверных, расточных
Слайд 28Виды обработки резанием
2. Сверление. При обработке отверстий на сверлильных станках главным движением
Виды обработки резанием
2. Сверление. При обработке отверстий на сверлильных станках главным движением
Слайд 29Виды обработки резанием
Сверлить можно также на токарных, револьверных, расточных, фрезерных станках, токарных
Виды обработки резанием
Сверлить можно также на токарных, револьверных, расточных, фрезерных станках, токарных
Слайд 30Виды обработки резанием
3. Фрезерование. При фрезеровании главным движением является вращение инструмента 1,
Виды обработки резанием
3. Фрезерование. При фрезеровании главным движением является вращение инструмента 1,
Слайд 31Виды обработки резанием
4. Строгание. Главным движением при строгании является возвратно-поступательное перемещение резца
Виды обработки резанием
4. Строгание. Главным движением при строгании является возвратно-поступательное перемещение резца
Слайд 32Виды обработки резанием
5. Протягивание осуществляют с помощью специальною инструмента — протяжки 1,
Виды обработки резанием
5. Протягивание осуществляют с помощью специальною инструмента — протяжки 1,
Слайд 33Виды обработки резанием
6. Шлифование. При шлифовании главным движением является вращение шлифовального круга
Виды обработки резанием
6. Шлифование. При шлифовании главным движением является вращение шлифовального круга
Слайд 34Режимы резания
Глубина резания - величина срезаемого слоя за один проход (t, мм)
Подача
Режимы резания
Глубина резания - величина срезаемого слоя за один проход (t, мм)
Подача
Слайд 35Режимы резания
4. Частота вращение шпинделя (n, об/мин) - при настройке станка необходимо
Режимы резания
4. Частота вращение шпинделя (n, об/мин) - при настройке станка необходимо
Слайд 36Классификация режущего инструмента
Режущий инструмент подразделяется на лезвийный и абразивный.
Лезвийный инструмент – режущий
Классификация режущего инструмента
Режущий инструмент подразделяется на лезвийный и абразивный.
Лезвийный инструмент – режущий
Слайд 37Классификация режущего инструмента
По конструктивному исполнению, по способу крепления рабочей части: цельный, составной,
Классификация режущего инструмента
По конструктивному исполнению, по способу крепления рабочей части: цельный, составной,
Слайд 38Классификация лезвийного инструмента
По материалу рабочей части отличают стальной, быстрорежущий, твердосплавные, минералокерамические и
Классификация лезвийного инструмента
По материалу рабочей части отличают стальной, быстрорежущий, твердосплавные, минералокерамические и
Слайд 39Классификация лезвийного инструмента
По конструктивному исполнению лезвий:
Лезвия с механическим креплением пластин – сборный
Классификация лезвийного инструмента
По конструктивному исполнению лезвий:
Лезвия с механическим креплением пластин – сборный
Слайд 40Виды лезвийного инструмента
Резец – однолезвийный инструмент для обработки с поступательным или вращательным
Виды лезвийного инструмента
Резец – однолезвийный инструмент для обработки с поступательным или вращательным
Слайд 41Виды лезвийного инструмента
Сверло – осевой режущий инструмент для образования отверстия в сплошном
Виды лезвийного инструмента
Сверло – осевой режущий инструмент для образования отверстия в сплошном
Слайд 42Виды лезвийного инструмента
Метчик - осевой многолезвийный инструмент для обработки внутренней резьбы.
Плашка -
Виды лезвийного инструмента
Метчик - осевой многолезвийный инструмент для обработки внутренней резьбы.
Плашка -
 Донорно - акц. механізм
Донорно - акц. механізм ВОДА
ВОДА Моделирование
Моделирование Функциональная анатомия ствола головного мозга. Понятие о ретикулярной формации
Функциональная анатомия ствола головного мозга. Понятие о ретикулярной формации Изо – викторина (5 класс)
Изо – викторина (5 класс) Магнитное поле
Магнитное поле Компьютерная презентация команды id091тема: «Модели. Классификация моделей.»
Компьютерная презентация команды id091тема: «Модели. Классификация моделей.» Модернизм и новые направления культуры первой половины ХХ века
Модернизм и новые направления культуры первой половины ХХ века Появление и эволюция вредоносных программ. Основные направления развития. Методы противодействия.
Появление и эволюция вредоносных программ. Основные направления развития. Методы противодействия. Анализ показателей финансово-экономической деятельности ГБУЗ Городская больница
Анализ показателей финансово-экономической деятельности ГБУЗ Городская больница АНО СО Достойный Возраст
АНО СО Достойный Возраст Функции науки об управлении персоналом
Функции науки об управлении персоналом Food and healthy eating
Food and healthy eating  Презентация на тему Фольклор в музыке русских композиторов (5 класс)
Презентация на тему Фольклор в музыке русских композиторов (5 класс) Каплиев А.С., инициатор создания общественного движения «За право на достоинство и свободное развитие»
Каплиев А.С., инициатор создания общественного движения «За право на достоинство и свободное развитие» Маркетинг услуг по кадровому консалтингу
Маркетинг услуг по кадровому консалтингу Репрезентативная система и темперамент человекаПрактико-ориентированное занятие для педагогов Детской школы искусств
Репрезентативная система и темперамент человекаПрактико-ориентированное занятие для педагогов Детской школы искусств Тесты 7 – 8 класс
Тесты 7 – 8 класс Инертные газы
Инертные газы Дыхание
Дыхание Виды Москвы с Останкинской башни
Виды Москвы с Останкинской башни Что вчера было хорошо, может считаться таковым и завтра. Однако не должно. Остается понять, что должно измениться.
Что вчера было хорошо, может считаться таковым и завтра. Однако не должно. Остается понять, что должно измениться. Питер Брейгель Старший
Питер Брейгель Старший Отчет команды об участии в онлайн-конкурсе кулинарного искусства Мастер Шеф
Отчет команды об участии в онлайн-конкурсе кулинарного искусства Мастер Шеф ОСНОВИ НА ПРОЦЕСОТ НА ПЛАНИРАЊЕ НА КОМУНИЦИРАЊЕТО
ОСНОВИ НА ПРОЦЕСОТ НА ПЛАНИРАЊЕ НА КОМУНИЦИРАЊЕТО Технология изготовления изделия (руководство для школьников)
Технология изготовления изделия (руководство для школьников)  МЕТОДИЧЕСКОЕ ОБЪЕДИНЕНИЕ УЧИТЕЛЕЙ НАЧАЛЬНЫХ КЛАССОВМОУ СОШ №1
МЕТОДИЧЕСКОЕ ОБЪЕДИНЕНИЕ УЧИТЕЛЕЙ НАЧАЛЬНЫХ КЛАССОВМОУ СОШ №1 Система управления персоналом: приемы, методы, технологии, процедуры работы с кадрами
Система управления персоналом: приемы, методы, технологии, процедуры работы с кадрами