- Процесс формообразования: Прокатка

Содержание
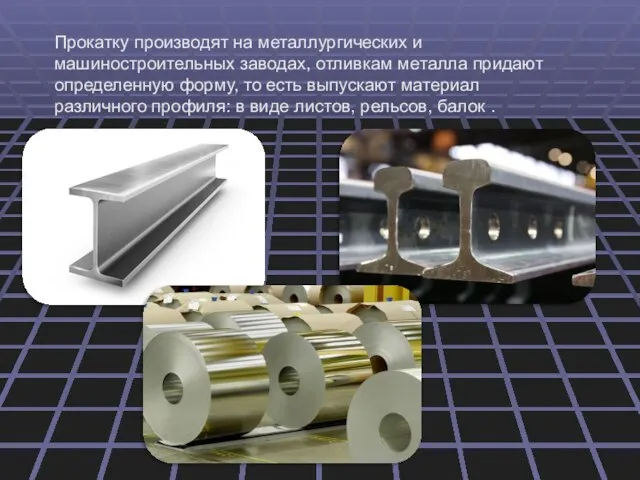
- 2. Прокатку производят на металлургических и машиностроительных заводах, отливкам металла придают определенную форму, то есть выпускают материал
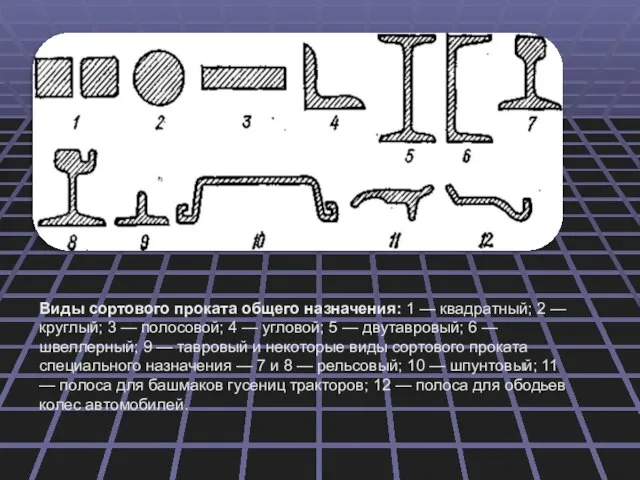
- 3. Виды сортового проката общего назначения: 1 — квадратный; 2 — круглый; 3 — полосовой; 4 —
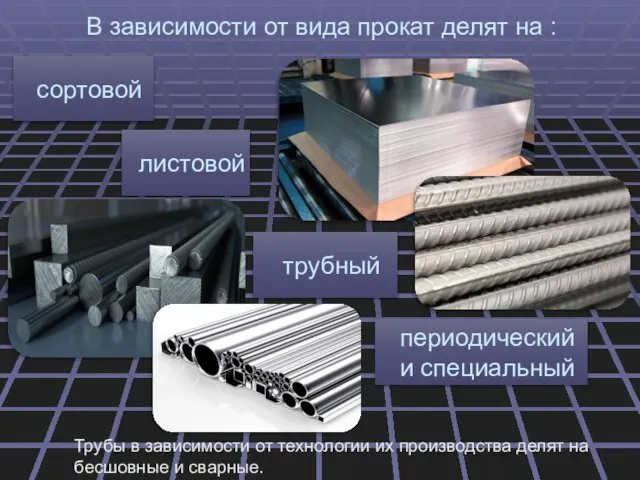
- 4. В зависимости от вида прокат делят на : трубный периодический и специальный сортовой листовой Трубы в
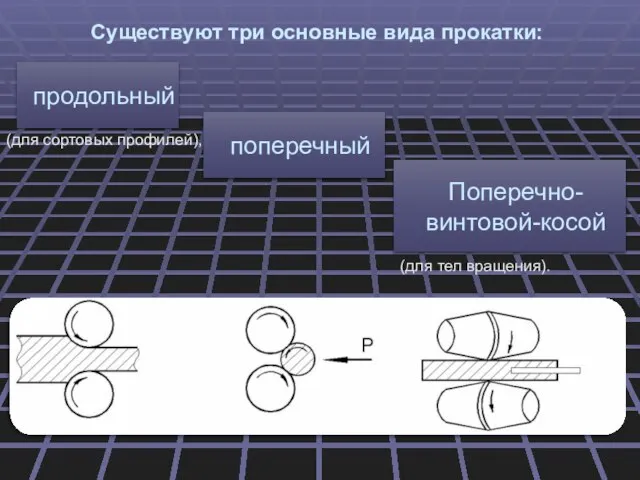
- 5. Существуют три основные вида прокатки: (для сортовых профилей), (для тел вращения). продольный поперечный Поперечно-винтовой-косой
- 6. Методом поперечной прокатки получают, например, зубчатые колеса и звездочки цепных передач на специальных станках с зубчатыми
- 7. Поперечно-винтовая(косая) прокатка применяется при производстве бесшовных труб из сплошной заготовки,также применяют для производства шаров,гаечных ключей,червячных фрез,свёр
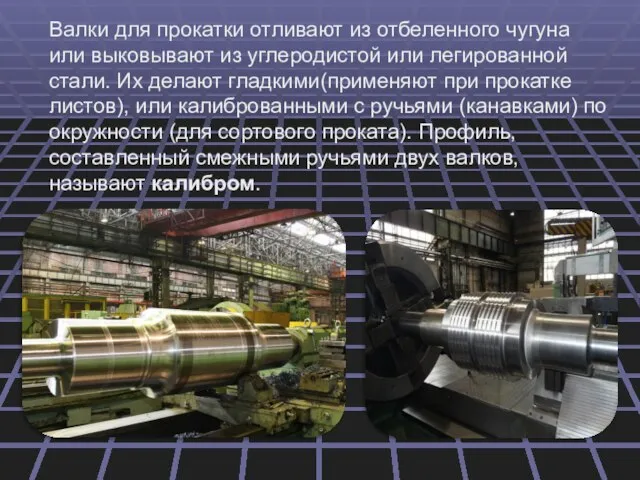
- 8. Валки для прокатки отливают из отбеленного чугуна или выковывают из углеродистой или легированной стали. Их делают
- 9. По назначению прокатные станы делятся на обжимные (блюминги и слябинги), заготовочные, сортовые, листовые и специальные. Вначале
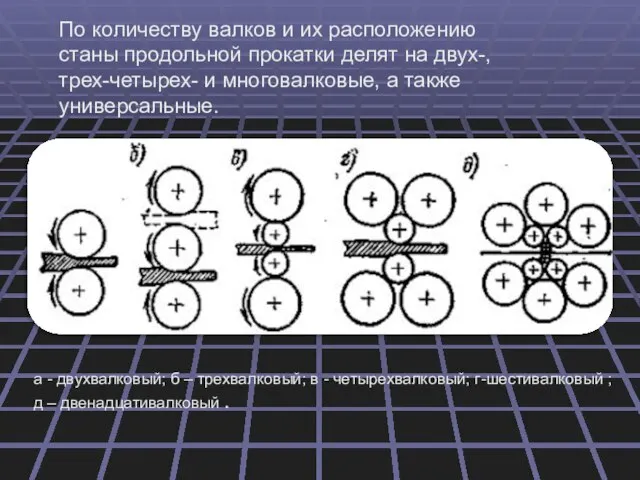
- 10. а - двухвалковый; б – трехвалковый; в - четырехвалковый; г-шестивалковый ; д – двенадцативалковый . По
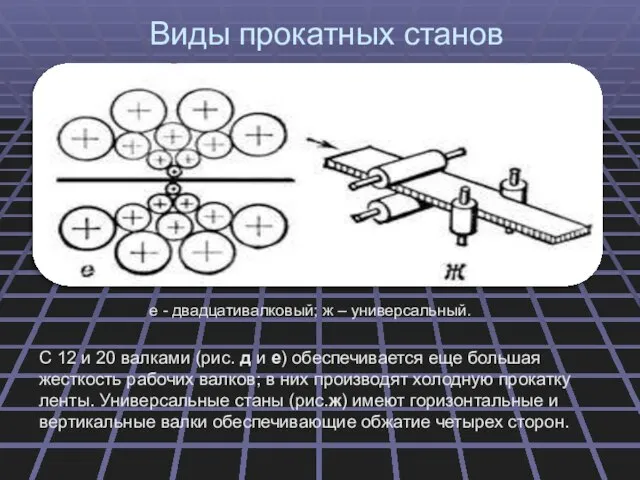
- 11. Виды прокатных станов е - двадцативалковый; ж – универсальный. С 12 и 20 валками (рис. д
- 13. Скачать презентацию
Слайд 2Прокатку производят на металлургических и машиностроительных заводах, отливкам металла придают определенную форму,
Прокатку производят на металлургических и машиностроительных заводах, отливкам металла придают определенную форму,
Слайд 3Виды сортового проката общего назначения: 1 — квадратный; 2 — круглый; 3
Виды сортового проката общего назначения: 1 — квадратный; 2 — круглый; 3
Слайд 4В зависимости от вида прокат делят на :
трубный
периодический
и специальный
сортовой
листовой
Трубы в зависимости
В зависимости от вида прокат делят на :
трубный
периодический
и специальный
сортовой
листовой
Трубы в зависимости
Слайд 5Существуют три основные вида прокатки:
(для сортовых профилей),
(для тел вращения).
продольный
поперечный
Поперечно-винтовой-косой
Существуют три основные вида прокатки:
(для сортовых профилей),
(для тел вращения).
продольный
поперечный
Поперечно-винтовой-косой
Слайд 6Методом поперечной прокатки получают, например, зубчатые колеса и звездочки цепных передач на
Методом поперечной прокатки получают, например, зубчатые колеса и звездочки цепных передач на

Слайд 7Поперечно-винтовая(косая) прокатка применяется при производстве бесшовных труб из сплошной заготовки,также применяют для
Поперечно-винтовая(косая) прокатка применяется при производстве бесшовных труб из сплошной заготовки,также применяют для

Слайд 8Валки для прокатки отливают из отбеленного чугуна или выковывают из углеродистой или
Валки для прокатки отливают из отбеленного чугуна или выковывают из углеродистой или
Слайд 9По назначению прокатные станы делятся на обжимные (блюминги и слябинги), заготовочные, сортовые,
По назначению прокатные станы делятся на обжимные (блюминги и слябинги), заготовочные, сортовые,

Слайд 10а - двухвалковый; б – трехвалковый; в - четырехвалковый; г-шестивалковый ; д
а - двухвалковый; б – трехвалковый; в - четырехвалковый; г-шестивалковый ; д
Слайд 11Виды прокатных станов
е - двадцативалковый; ж – универсальный.
С 12 и 20 валками
Виды прокатных станов
е - двадцативалковый; ж – универсальный.
С 12 и 20 валками
 Правовое регулирование цен и ценообразования в Республике Беларусь
Правовое регулирование цен и ценообразования в Республике Беларусь Задание на практику
Задание на практику Полістирол
Полістирол Обработка и отделка фанеры. Фанерное и плитное производство
Обработка и отделка фанеры. Фанерное и плитное производство Технология переработки рыбных отходов
Технология переработки рыбных отходов Схемы охвата
Схемы охвата Документальный фильм-портрет “Раиса”
Документальный фильм-портрет “Раиса” Ежемесячное пожизненное содержание президента РФ
Ежемесячное пожизненное содержание президента РФ DIGITAL OUT-OF-HOME
DIGITAL OUT-OF-HOME Разработка урока с применением НИТавтор: Мараховский С. А. учитель физики МОУ «Европейский лицей»
Разработка урока с применением НИТавтор: Мараховский С. А. учитель физики МОУ «Европейский лицей» Назначение и устройство компьютера
Назначение и устройство компьютера ФИЗИКА
ФИЗИКА Презентация на тему Проект "Птицы"
Презентация на тему Проект "Птицы" Система правового регулирования отношений Россия - ЕС
Система правового регулирования отношений Россия - ЕС Трудовая деятельность
Трудовая деятельность  Индивидуальный проект обучающегося
Индивидуальный проект обучающегося Теория денег
Теория денег Святая Иулиания Новоторжская и Вяземская
Святая Иулиания Новоторжская и Вяземская Векторы в пространстве
Векторы в пространстве Преподавание истории в школах Болгарии
Преподавание истории в школах Болгарии Итоги и перспективы экономических реформ в Российской Федерации
Итоги и перспективы экономических реформ в Российской Федерации Презентация на тему Металлы
Презентация на тему Металлы Презентация на тему Методика расследования дел об административном правонарушении в области таможенного дела
Презентация на тему Методика расследования дел об административном правонарушении в области таможенного дела Эклектика в архитектуре
Эклектика в архитектуре Порядок и условия заключения договора о ТО и ремонте ВДГО и ВКГО
Порядок и условия заключения договора о ТО и ремонте ВДГО и ВКГО Изобразительное искусство. Орнамент
Изобразительное искусство. Орнамент История национального костюма
История национального костюма Die Liebesgeschichte von Adriano Celentano und Claudia Mori
Die Liebesgeschichte von Adriano Celentano und Claudia Mori