- Процесс резиносмешения

Содержание
- 2. Склад резиновых смесей Забракованные р\смеси Ячейка Боксы для хранения паспортов
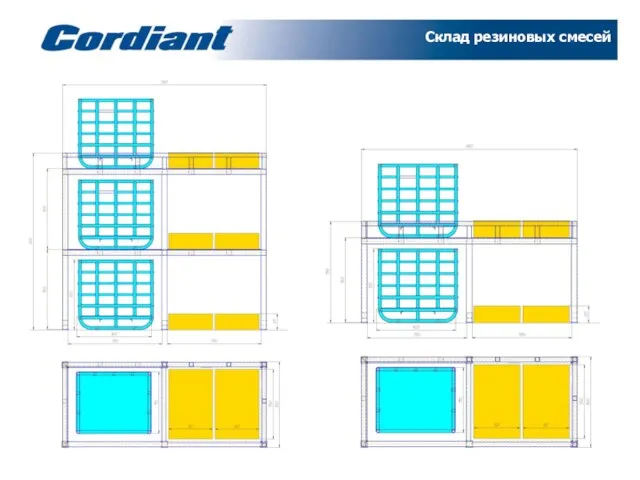
- 3. Склад резиновых смесей
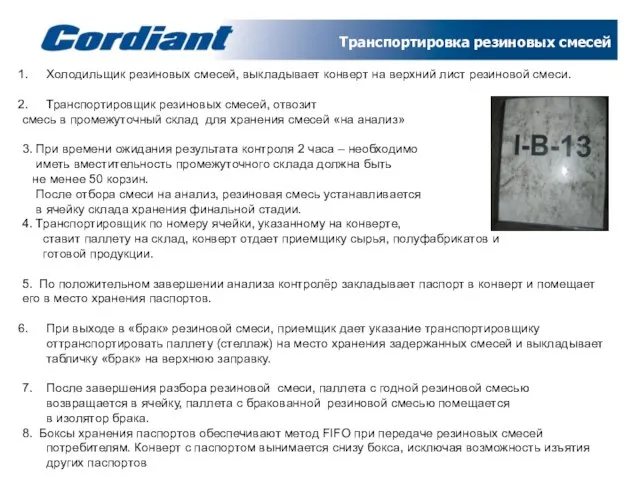
- 4. Холодильщик резиновых смесей, выкладывает конверт на верхний лист резиновой смеси. Транспортировщик резиновых смесей, отвозит смесь в
- 5. Учет простоев оборудования Заполнение простойных листов (форм учета потерь времени) передано операторам процесса резиносмешения -Разгрузка машинистов
- 6. Учет простоев оборудования Неточности и ошибки заполнения. Ежедневная работа по обучению заполнения, постоянная проверка корректности вводимых
- 7. Процесс резиносмешения, «узкие места» Узкое место в процессе резиносмешения является время охлаждения резиновой смеси в установках
- 8. Процесс резиносмешения, «узкие места» Установка агрегата продольного реза для раскроя резиновой ленты, установленной ширины. Текущие месячные
- 9. Схема материальных потоков, «узкие места» 1. Узкое место в схеме доставки каучуков, сырья и материалов на
- 10. Оптимизация Следующие шаги: ПРЕДЛОЖЕНИЯ: Установка бетч-фидеров (укладчиков) на резиносмесителе № 4 позволит работать на данных смесителе
- 12. Скачать презентацию
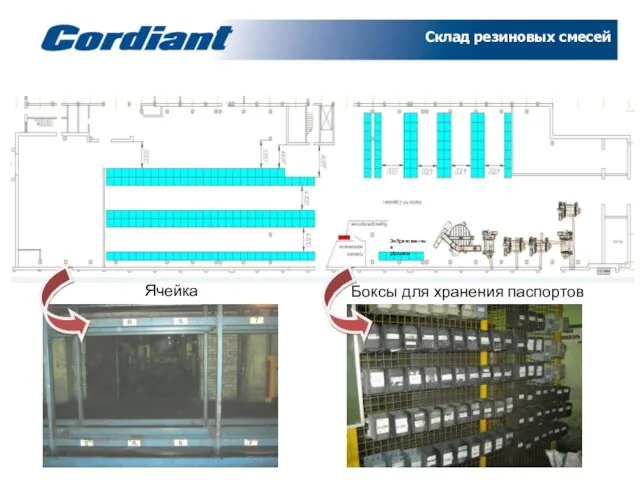
Слайд 3Склад резиновых смесей
Склад резиновых смесей
Слайд 4Холодильщик резиновых смесей, выкладывает конверт на верхний лист резиновой смеси.
Транспортировщик резиновых
Холодильщик резиновых смесей, выкладывает конверт на верхний лист резиновой смеси.
Транспортировщик резиновых
Слайд 5Учет простоев оборудования
Заполнение простойных листов (форм учета потерь времени) передано операторам процесса
Учет простоев оборудования
Заполнение простойных листов (форм учета потерь времени) передано операторам процесса

Слайд 6Учет простоев оборудования
Неточности и ошибки заполнения. Ежедневная работа по обучению заполнения, постоянная
Учет простоев оборудования
Неточности и ошибки заполнения. Ежедневная работа по обучению заполнения, постоянная
Слайд 7Процесс резиносмешения, «узкие места»
Узкое место в процессе резиносмешения является время охлаждения резиновой
Процесс резиносмешения, «узкие места»
Узкое место в процессе резиносмешения является время охлаждения резиновой
Слайд 8Процесс резиносмешения, «узкие места»
Установка агрегата продольного реза для раскроя резиновой ленты, установленной
Процесс резиносмешения, «узкие места»
Установка агрегата продольного реза для раскроя резиновой ленты, установленной

Слайд 9Схема материальных потоков, «узкие места»
1. Узкое место в схеме доставки каучуков, сырья
Схема материальных потоков, «узкие места»
1. Узкое место в схеме доставки каучуков, сырья

Слайд 10Оптимизация
Следующие шаги:
ПРЕДЛОЖЕНИЯ:
Установка бетч-фидеров (укладчиков) на резиносмесителе № 4 позволит работать на
Оптимизация
Следующие шаги:
ПРЕДЛОЖЕНИЯ:
Установка бетч-фидеров (укладчиков) на резиносмесителе № 4 позволит работать на
 Программа статистического обследования предприятий общественного питания
Программа статистического обследования предприятий общественного питания Презентация на тему Неравенства и их решения
Презентация на тему Неравенства и их решения  Факторы, влияющие на скорость химической реакции
Факторы, влияющие на скорость химической реакции Жизнь и творчество Федора Михайловича Достоевского
Жизнь и творчество Федора Михайловича Достоевского Основные понятия системологии
Основные понятия системологии Экономика СССР в годы Великой Отечественной войны
Экономика СССР в годы Великой Отечественной войны Порядок судебного разбирательства и приговор суда. Лекция 20
Порядок судебного разбирательства и приговор суда. Лекция 20 Педагогические чтения по теме : « Школа-центр духовно-нравственного становления личности» Работу выполнила учитель русского я
Педагогические чтения по теме : « Школа-центр духовно-нравственного становления личности» Работу выполнила учитель русского я ГЕОГРАФИЯ – ЭТО КОМПЛЕКС НАУК, ИЗУЧАЮЩИЙ ВЗАИМОДЕЙСТВИЕ ПРИРОДЫ И ОБЩЕСТВА В ПРОЦЕССЕ ПРОИЗВОДСТВА МАТЕРИАЛЬНЫХ БЛАГ И УСЛУГ.
ГЕОГРАФИЯ – ЭТО КОМПЛЕКС НАУК, ИЗУЧАЮЩИЙ ВЗАИМОДЕЙСТВИЕ ПРИРОДЫ И ОБЩЕСТВА В ПРОЦЕССЕ ПРОИЗВОДСТВА МАТЕРИАЛЬНЫХ БЛАГ И УСЛУГ. Проект детальных инженерно-геологических изысканий на площадке строительства кранового узла №824
Проект детальных инженерно-геологических изысканий на площадке строительства кранового узла №824 Dance-Modern шоу-балет
Dance-Modern шоу-балет Контекстная реклама: выбор форматов и оценка эффективности
Контекстная реклама: выбор форматов и оценка эффективности Взаимосвязь мотивации и уровня стресса
Взаимосвязь мотивации и уровня стресса Как найти клиентов?
Как найти клиентов? Затылованные фрезы. Основы проектирования режущих инструментов. Часть 2
Затылованные фрезы. Основы проектирования режущих инструментов. Часть 2 Осень. Люблю природу русскую. 2 класс
Осень. Люблю природу русскую. 2 класс 123
123 Презентация на тему Фридрих Шиллер
Презентация на тему Фридрих Шиллер широков
широков Transport for London (TfL) London Underground Project
Transport for London (TfL) London Underground Project EXPO-58, Брюссель
EXPO-58, Брюссель Текст как форма представления информации
Текст как форма представления информации Пищевые добавки
Пищевые добавки Максимальный размер микрозайма 1 000 000 рублей Максимальный срок 12 месяцев Процентная ставка 8% годовых (на 01.06.2012) (ст
Максимальный размер микрозайма 1 000 000 рублей Максимальный срок 12 месяцев Процентная ставка 8% годовых (на 01.06.2012) (ст Право в системе регулирования общественных отношений. Правовая основа физической культуры и спорта
Право в системе регулирования общественных отношений. Правовая основа физической культуры и спорта Современное декоративное искусство
Современное декоративное искусство Мои права и обязанности
Мои права и обязанности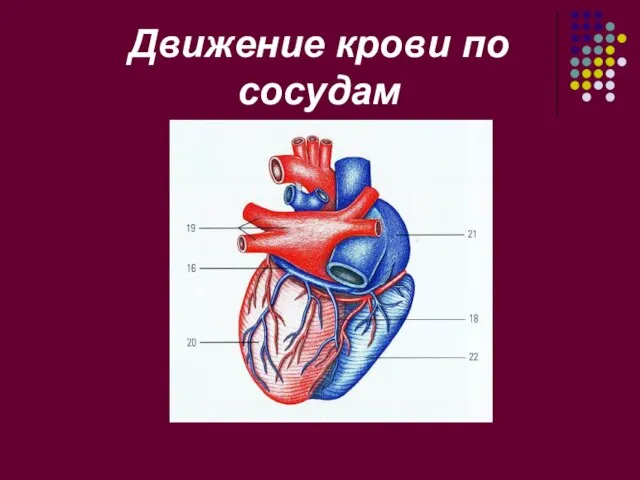 Презентация на тему Движение крови по сосудам
Презентация на тему Движение крови по сосудам