- Процессы наплавки в сварочном производстве

Содержание
- 2. НАПЛАВОЧНЫЕ РАБОТЫ . Наплавку выполняют с помощью сварки, преимущественно дуговой, для наложения необходимого слоя металла на
- 3. Наиболее распространены ручная дуговая наплавка покрытыми электродами, наплавка неплавящимися угольным или вольфрамовым электродом в среде защитного
- 4. По степени механизации процесса различают наплавку: ручную дуговую покрытыми электродами; полуавтоматическую; автоматическую.
- 5. МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ. Сплавы, применяемые для дуговой наплавки, можно подразделить на: литые порошкообразные или зернистые плавленые
- 6. Особое внимание при наплавке под флюсом уделяют свойствам флюсов: способствуют ли они формированию наплавленного металла, стабильности
- 7. ТЕХНОЛОГИЯ И СПОСОБЫ НАПЛАВКИ. Сущность процесса наплавки заключается в использовании теплоты для расплавления присадочного материала и
- 8. НАПЛАВКА МОЖЕТ ПРОИЗВОДИТЬСЯ НА: плоские; цилиндрические; конические; сферические и другие формы поверхности в один или несколько
- 9. Толщина слоя наплавки может изменяться в широких пределах от долей миллиметра до сантиметров. При наплавке поверхностных
- 10. ПРИ НАПЛАВКЕ ДОЛЖЕН ВЫПОЛНЯТЬСЯ РЯД ТЕХНОЛОГИЧЕСКИХ ТРЕБОВАНИЙ. 1. В первую очередь таким требованием является минимальное разбавление
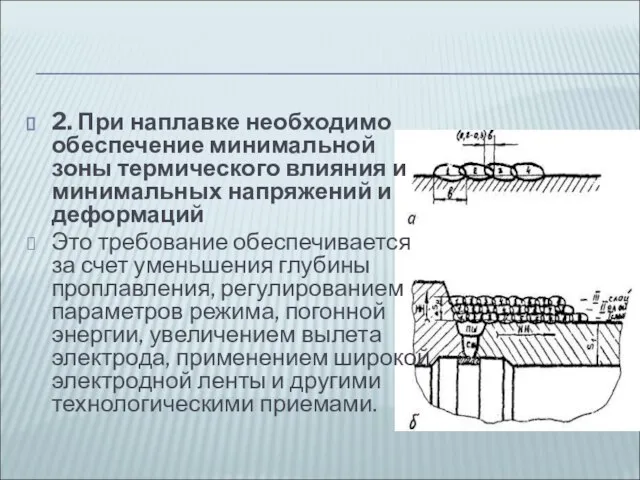
- 11. 2. При наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформаций Это требование
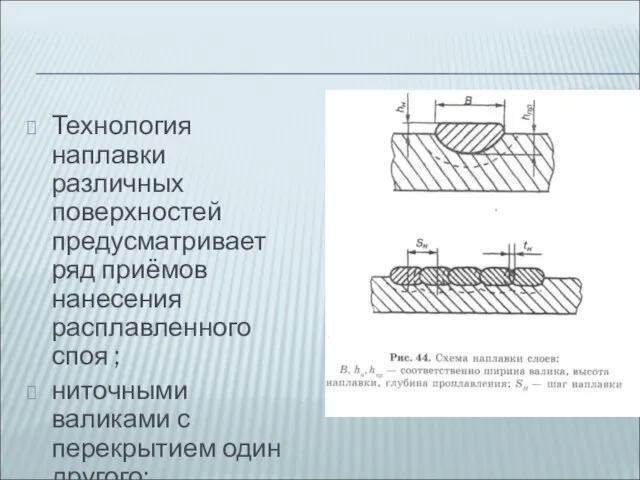
- 12. Технология наплавки различных поверхностей предусматривает ряд приёмов нанесения расплавленного споя ; ниточными валиками с перекрытием один
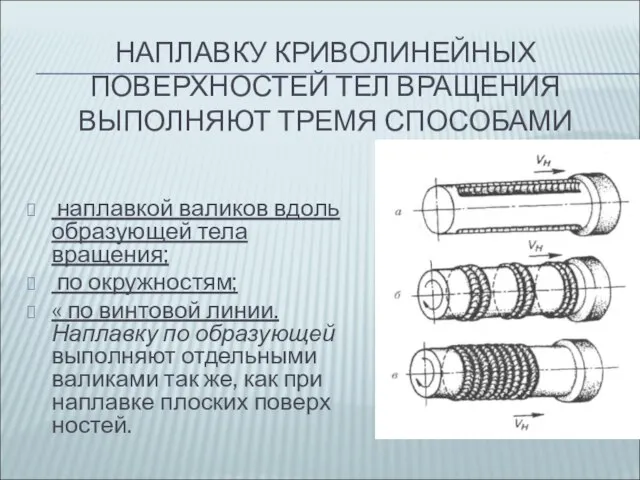
- 13. НАПЛАВКУ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ ВЫПОЛНЯЮТ ТРЕМЯ СПОСОБАМИ наплавкой валиков вдоль образующей тела вращения; по окружностям;
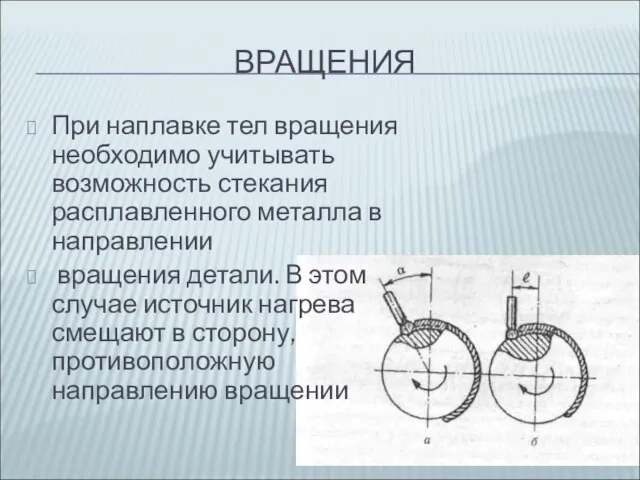
- 14. ВРАЩЕНИЯ При наплавке тел вращения необходимо учитывать возможность стекания расплавленного металла в направлении вращения детали. В
- 15. ВСЕ ДЕФЕКТЫ В НАПЛАВЛЕННОМ МЕТАЛЛЕ МОЖНО ПОДРАЗДЕЛИТЬ НА НАРУЖНЫЕ И ВНУТРЕННИЕ.
- 17. Скачать презентацию
Слайд 2НАПЛАВОЧНЫЕ РАБОТЫ .
Наплавку выполняют с помощью сварки, преимущественно дуговой, для наложения необходимого
НАПЛАВОЧНЫЕ РАБОТЫ .
Наплавку выполняют с помощью сварки, преимущественно дуговой, для наложения необходимого

Слайд 3Наиболее распространены ручная дуговая наплавка покрытыми электродами, наплавка неплавящимися угольным или вольфрамовым
Наиболее распространены ручная дуговая наплавка покрытыми электродами, наплавка неплавящимися угольным или вольфрамовым
Слайд 4По степени механизации процесса различают наплавку:
ручную дуговую покрытыми электродами;
полуавтоматическую;
автоматическую.
По степени механизации процесса различают наплавку:
ручную дуговую покрытыми электродами;
полуавтоматическую;
автоматическую.
Слайд 5МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ.
Сплавы, применяемые для дуговой наплавки, можно подразделить на:
литые
порошкообразные
МАТЕРИАЛЫ ДЛЯ НАПЛАВКИ.
Сплавы, применяемые для дуговой наплавки, можно подразделить на:
литые
порошкообразные
Слайд 6Особое внимание при наплавке под флюсом уделяют свойствам флюсов: способствуют ли они
Особое внимание при наплавке под флюсом уделяют свойствам флюсов: способствуют ли они
Слайд 7ТЕХНОЛОГИЯ И СПОСОБЫ НАПЛАВКИ.
Сущность процесса наплавки заключается в использовании теплоты для расплавления
ТЕХНОЛОГИЯ И СПОСОБЫ НАПЛАВКИ.
Сущность процесса наплавки заключается в использовании теплоты для расплавления
Слайд 8НАПЛАВКА МОЖЕТ ПРОИЗВОДИТЬСЯ НА:
плоские;
цилиндрические; конические;
сферические и другие формы поверхности в один
НАПЛАВКА МОЖЕТ ПРОИЗВОДИТЬСЯ НА:
плоские;
цилиндрические; конические;
сферические и другие формы поверхности в один
Слайд 9Толщина слоя наплавки может изменяться в широких пределах от долей миллиметра до
Толщина слоя наплавки может изменяться в широких пределах от долей миллиметра до
Слайд 10ПРИ НАПЛАВКЕ ДОЛЖЕН ВЫПОЛНЯТЬСЯ РЯД ТЕХНОЛОГИЧЕСКИХ ТРЕБОВАНИЙ.
1. В первую очередь таким требованием
ПРИ НАПЛАВКЕ ДОЛЖЕН ВЫПОЛНЯТЬСЯ РЯД ТЕХНОЛОГИЧЕСКИХ ТРЕБОВАНИЙ.
1. В первую очередь таким требованием
Слайд 112. При наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений
2. При наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений
Слайд 12Технология наплавки различных поверхностей предусматривает ряд приёмов нанесения расплавленного споя ;
ниточными валиками
Технология наплавки различных поверхностей предусматривает ряд приёмов нанесения расплавленного споя ;
ниточными валиками
Слайд 13НАПЛАВКУ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ ВЫПОЛНЯЮТ ТРЕМЯ СПОСОБАМИ
наплавкой валиков вдоль
НАПЛАВКУ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ ВЫПОЛНЯЮТ ТРЕМЯ СПОСОБАМИ
наплавкой валиков вдоль
Слайд 14ВРАЩЕНИЯ
При наплавке тел вращения необходимо учитывать возможность стекания расплавленного металла в направлении
ВРАЩЕНИЯ
При наплавке тел вращения необходимо учитывать возможность стекания расплавленного металла в направлении
Слайд 15ВСЕ ДЕФЕКТЫ В НАПЛАВЛЕННОМ МЕТАЛЛЕ МОЖНО ПОДРАЗДЕЛИТЬ НА НАРУЖНЫЕ И ВНУТРЕННИЕ.
ВСЕ ДЕФЕКТЫ В НАПЛАВЛЕННОМ МЕТАЛЛЕ МОЖНО ПОДРАЗДЕЛИТЬ НА НАРУЖНЫЕ И ВНУТРЕННИЕ.

 Концепция преподавания искусства
Концепция преподавания искусства Лингвистика на пути преобразований
Лингвистика на пути преобразований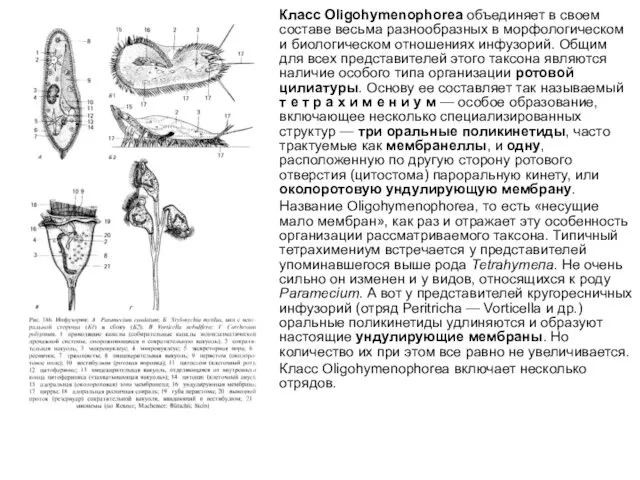 Класс Oligohymenophorea
Класс Oligohymenophorea СКЭНАР-терапия как универсальный корректор окислительного стресса
СКЭНАР-терапия как универсальный корректор окислительного стресса Япония (3 класс)
Япония (3 класс) 3.методы описания движения
3.методы описания движения Вышивка швом узелок и рококо
Вышивка швом узелок и рококо Информационный центр ЕС БФУ им. И.Канта
Информационный центр ЕС БФУ им. И.Канта Международное космическое право
Международное космическое право Презентация на тему Лишайники
Презентация на тему Лишайники Электронная таблица MS Excel
Электронная таблица MS Excel Факультет географии геоэкологии и туризма
Факультет географии геоэкологии и туризма Стратегия исследования проблемной ситуации: логика и структура
Стратегия исследования проблемной ситуации: логика и структура Русский классицизм в архитектуре
Русский классицизм в архитектуре Матрица требований
Матрица требований Свойства числовых неравенств (8 класс)
Свойства числовых неравенств (8 класс) Реквизиты для перечисления
Реквизиты для перечисления Презентация на тему ЛЕТУЧКА по уголовно-процессуальному праву
Презентация на тему ЛЕТУЧКА по уголовно-процессуальному праву  Литературное Зауралье. Презентация урокав 5 классе на тему : Мифологические сюжеты и образы
Литературное Зауралье. Презентация урокав 5 классе на тему : Мифологические сюжеты и образы Муниципальное бюджетное общеобразовательное учреждение Суховская средняя общеобразовательная школа адрес: ул. Пионерская 28, х.С
Муниципальное бюджетное общеобразовательное учреждение Суховская средняя общеобразовательная школа адрес: ул. Пионерская 28, х.С Обучение письменной речи
Обучение письменной речи Проект брошюры «Стоимость ведения бизнеса в Узбекистане» («Costs of Doing Business in Uzbekistan»)
Проект брошюры «Стоимость ведения бизнеса в Узбекистане» («Costs of Doing Business in Uzbekistan») Автоперевозки
Автоперевозки  Лепка Конек Горбунок
Лепка Конек Горбунок Организационно - правовые формы организаций
Организационно - правовые формы организаций Презентация на тему Вещественные доказательства. Понятие вещественных доказательств. Значение вещественных доказательств
Презентация на тему Вещественные доказательства. Понятие вещественных доказательств. Значение вещественных доказательств  ENTERPRISES. The opportunity to realize your
ENTERPRISES. The opportunity to realize your 0,589
0,589