- Пултрузия. Технологический процесс

Содержание
- 2. Пултру́зия (протяжка) — технология изготовления высоконаполненных волокном композиционных деталей с постоянной поперечной структурой. Пултрузия получила своё
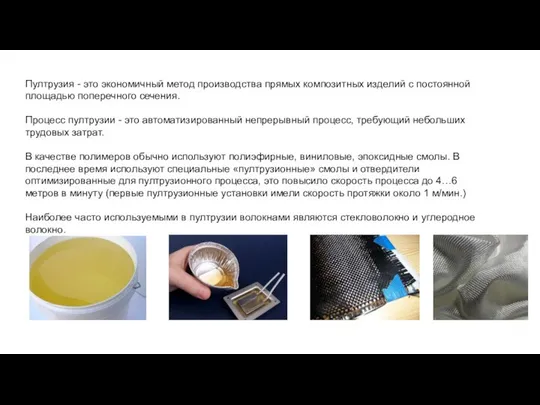
- 3. Пултрузия - это экономичный метод производства прямых композитных изделий с постоянной площадью поперечного сечения. Процесс пултрузии
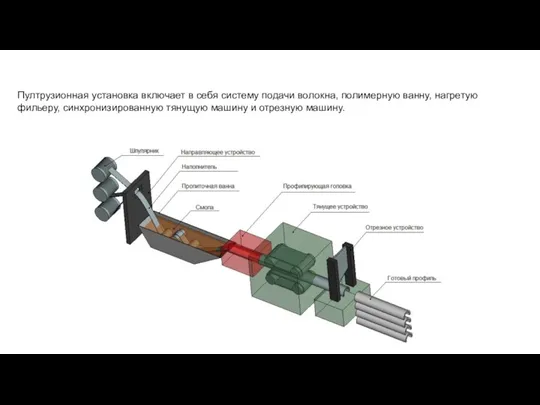
- 4. Пултрузионная установка включает в себя систему подачи волокна, полимерную ванну, нагретую фильеру, синхронизированную тянущую машину и
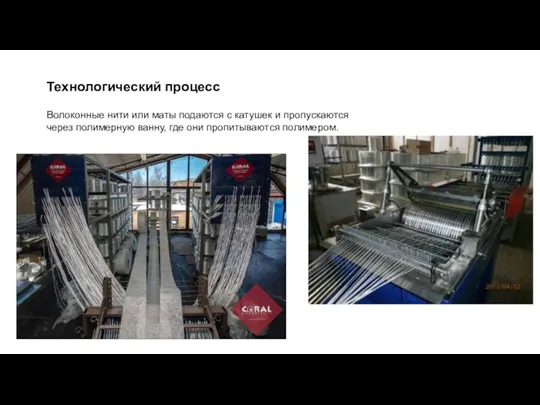
- 5. Технологический процесс Волоконные нити или маты подаются с катушек и пропускаются через полимерную ванну, где они
- 6. Затем пропитанные полимером волокна пропускаются через преформовочное устройство, которое придает волоконно-полимерному составу желаемую форму и выравнивает
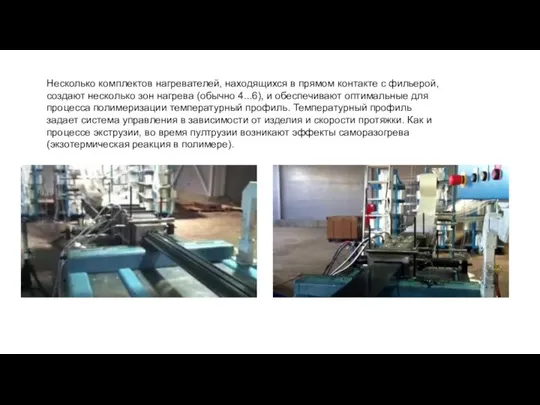
- 7. Несколько комплектов нагревателей, находящихся в прямом контакте с фильерой, создают несколько зон нагрева (обычно 4...6), и
- 9. Скачать презентацию
Слайд 2Пултру́зия (протяжка) — технология изготовления высоконаполненных волокном композиционных деталей с постоянной поперечной структурой.
Пултрузия
Пултру́зия (протяжка) — технология изготовления высоконаполненных волокном композиционных деталей с постоянной поперечной структурой.
Пултрузия

Слайд 3Пултрузия - это экономичный метод производства прямых композитных изделий с постоянной площадью
Пултрузия - это экономичный метод производства прямых композитных изделий с постоянной площадью
Слайд 4Пултрузионная установка включает в себя систему подачи волокна, полимерную ванну, нагретую фильеру,
Пултрузионная установка включает в себя систему подачи волокна, полимерную ванну, нагретую фильеру,
Слайд 5Технологический процесс
Волоконные нити или маты подаются с катушек и пропускаются через полимерную
Технологический процесс
Волоконные нити или маты подаются с катушек и пропускаются через полимерную
Слайд 6Затем пропитанные полимером волокна пропускаются через преформовочное устройство, которое придает волоконно-полимерному составу
Затем пропитанные полимером волокна пропускаются через преформовочное устройство, которое придает волоконно-полимерному составу

Слайд 7Несколько комплектов нагревателей, находящихся в прямом контакте с фильерой, создают несколько зон
Несколько комплектов нагревателей, находящихся в прямом контакте с фильерой, создают несколько зон
 Мое хобби
Мое хобби Education system in South Africa
Education system in South Africa Климат Русской равнины
Климат Русской равнины ПРОВЕДЕНИЕ BTL – АКЦИИ В ПОЕЗДАХ ДАЛЬНЕГО СЛЕДОВАНИЯ ОАО «РЖД»
ПРОВЕДЕНИЕ BTL – АКЦИИ В ПОЕЗДАХ ДАЛЬНЕГО СЛЕДОВАНИЯ ОАО «РЖД» Криміналістичне дослідження слідів запаху. Одорологія
Криміналістичне дослідження слідів запаху. Одорологія Роль глобализации в ХХI веке
Роль глобализации в ХХI веке Государство и право. Формы государственного устройства
Государство и право. Формы государственного устройства Итоги третьей четверти
Итоги третьей четверти Дрехата като картина
Дрехата като картина Третий год жизни Характеристика возраста
Третий год жизни Характеристика возраста  Презентация на тему Кайсын Кулиев
Презентация на тему Кайсын Кулиев Словарные слова
Словарные слова Согласование времен английского языка
Согласование времен английского языка Декоративное панно
Декоративное панно Reading
Reading Презентация на тему Сталинградская битва
Презентация на тему Сталинградская битва Презентация на тему Древняя Спарта
Презентация на тему Древняя Спарта  Events & States La Redoute Customers
Events & States La Redoute Customers Структура информации
Структура информации Аттестация
Аттестация Африканские неразлучники
Африканские неразлучники Vocabulary Jot Thoughts
Vocabulary Jot Thoughts  В центре Лианозовского парка расположен уникальный развлекательный комплекс POZITIV Парк, объединивший на площади 2500м2 боулинг, биль
В центре Лианозовского парка расположен уникальный развлекательный комплекс POZITIV Парк, объединивший на площади 2500м2 боулинг, биль специальные изолируюшие краски
специальные изолируюшие краски Презентация на тему Иван Иванович Шишкин 1832-1898
Презентация на тему Иван Иванович Шишкин 1832-1898  Неревматические кардиты
Неревматические кардиты Трагическое в искусстве
Трагическое в искусстве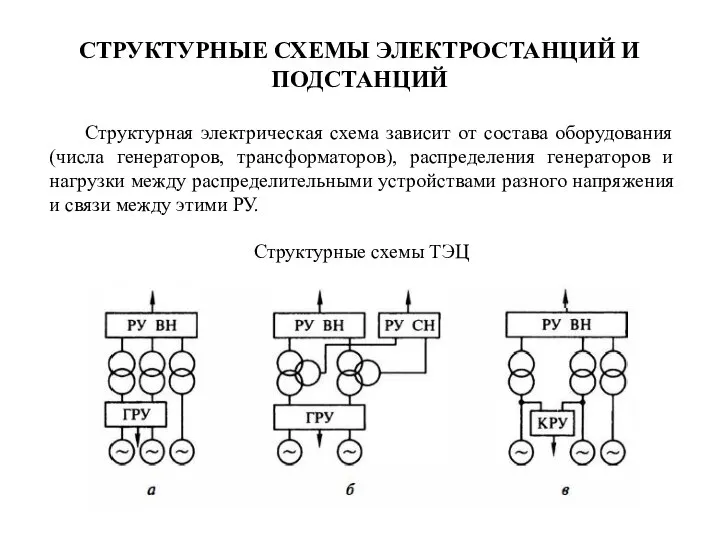 Структурные схемы электростанций и подстанций
Структурные схемы электростанций и подстанций