- Расчет производства заказа для Dronco кругов тип 42

Содержание
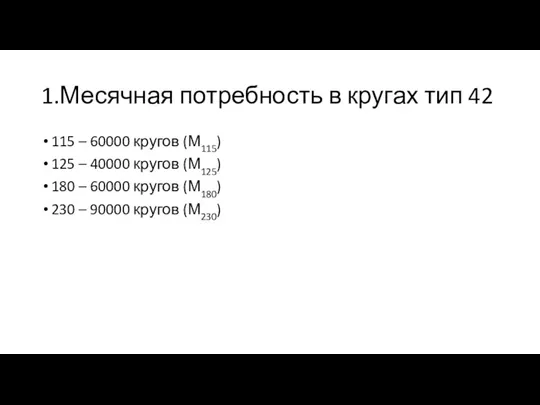
- 2. 1.Месячная потребность в кругах тип 42 115 – 60000 кругов (М115) 125 – 40000 кругов (М125)
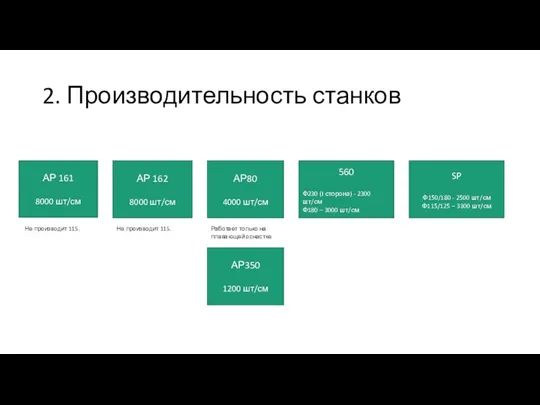
- 3. 2. Производительность станков АР 161 8000 шт/см АР 162 8000 шт/см АР80 4000 шт/см Работает только
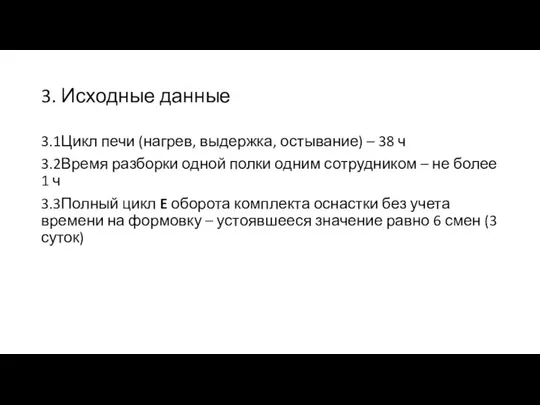
- 4. 3. Исходные данные 3.1Цикл печи (нагрев, выдержка, остывание) – 38 ч 3.2Время разборки одной полки одним
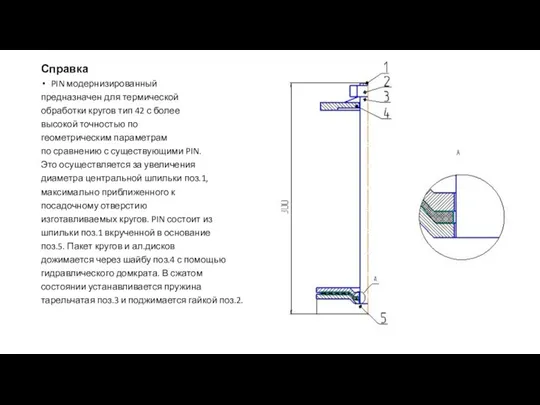
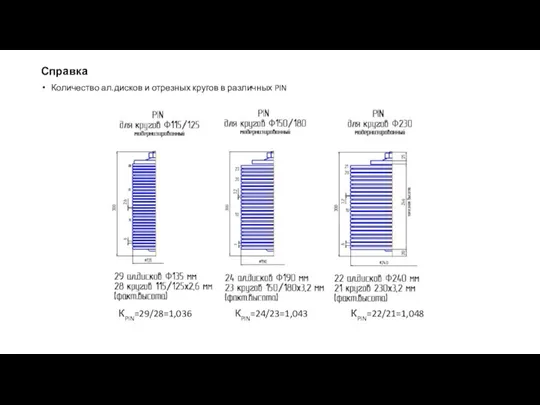
- 5. Справка PIN модернизированный предназначен для термической обработки кругов тип 42 с более высокой точностью по геометрическим
- 6. Справка Количество ал.дисков и отрезных кругов в различных PIN
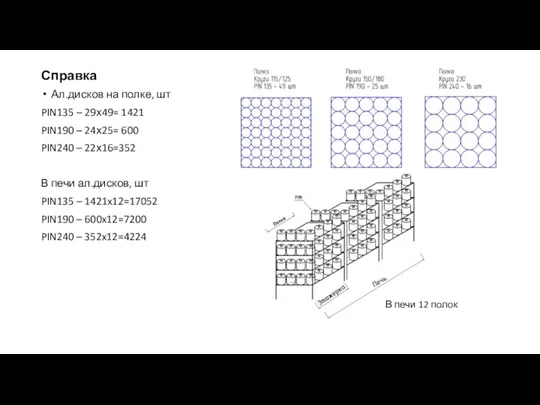
- 7. Справка Ал.дисков на полке, шт PIN135 – 29х49= 1421 PIN190 – 24х25= 600 PIN240 – 22х16=352
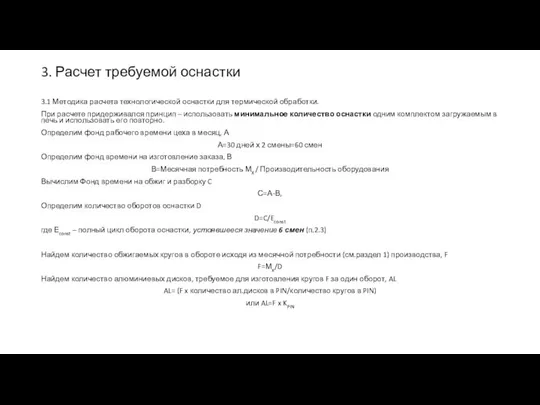
- 8. 3. Расчет требуемой оснастки 3.1 Методика расчета технологической оснастки для термической обработки. При расчете придерживался принцип
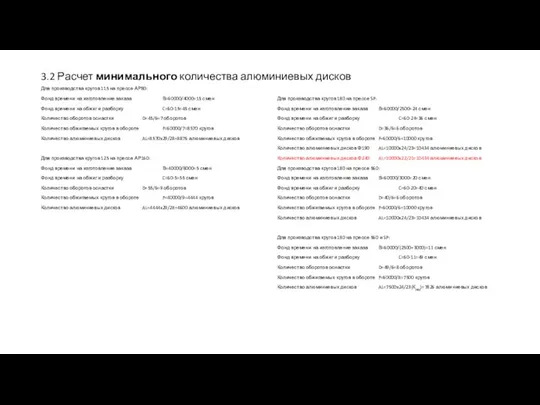
- 9. 3.2 Расчет минимального количества алюминиевых дисков Для производства кругов 115 на прессе АР80: Фонд времени на
- 11. Скачать презентацию
Слайд 32. Производительность станков
АР 161
8000 шт/см
АР 162
8000 шт/см
АР80
4000 шт/см
Работает только на плавающей оснастке
Не
2. Производительность станков
АР 161
8000 шт/см
АР 162
8000 шт/см
АР80
4000 шт/см
Работает только на плавающей оснастке
Не
Слайд 43. Исходные данные
3.1Цикл печи (нагрев, выдержка, остывание) – 38 ч
3.2Время разборки одной
3. Исходные данные
3.1Цикл печи (нагрев, выдержка, остывание) – 38 ч
3.2Время разборки одной
Слайд 5Справка
PIN модернизированный
предназначен для термической
обработки кругов тип 42 с более
высокой
Справка
PIN модернизированный
предназначен для термической
обработки кругов тип 42 с более
высокой
Слайд 6Справка
Количество ал.дисков и отрезных кругов в различных PIN
Справка
Количество ал.дисков и отрезных кругов в различных PIN
Слайд 7Справка
Ал.дисков на полке, шт
PIN135 – 29х49= 1421
PIN190 – 24х25= 600
Справка
Ал.дисков на полке, шт
PIN135 – 29х49= 1421
PIN190 – 24х25= 600
Слайд 83. Расчет требуемой оснастки
3.1 Методика расчета технологической оснастки для термической обработки.
При
3. Расчет требуемой оснастки
3.1 Методика расчета технологической оснастки для термической обработки.
При
Слайд 9
3.2 Расчет минимального количества алюминиевых дисков
Для производства кругов 115 на прессе АР80:
Фонд
3.2 Расчет минимального количества алюминиевых дисков
Для производства кругов 115 на прессе АР80:
Фонд
 Трудовой стаж. Тема 3
Трудовой стаж. Тема 3 Законы композиции . Основные средства композиции (1 курс. 1 семестр)
Законы композиции . Основные средства композиции (1 курс. 1 семестр) Почему их так назвали?
Почему их так назвали? НОРМАТИВНО-ПРАВОВАЯ БАЗА
НОРМАТИВНО-ПРАВОВАЯ БАЗА Вирусы. Строение и многообразие
Вирусы. Строение и многообразие Фермерский уголок ТС Перекресток
Фермерский уголок ТС Перекресток «ОБ ИТОГАХ РАБОТЫ СЛУЖБЫ ЗАНЯТОСТИ НАСЕЛЕНИЯ ПО СНИЖЕНИЮ НАПРЯЖЕННОСТИ НА РЫНКЕ ТРУДА КУРГАНСКОЙ ОБЛАСТИ И ЗАДАЧИ НА ВТОРОЕ ПОЛУГ
«ОБ ИТОГАХ РАБОТЫ СЛУЖБЫ ЗАНЯТОСТИ НАСЕЛЕНИЯ ПО СНИЖЕНИЮ НАПРЯЖЕННОСТИ НА РЫНКЕ ТРУДА КУРГАНСКОЙ ОБЛАСТИ И ЗАДАЧИ НА ВТОРОЕ ПОЛУГ БАКУ
БАКУ Брендинг сетевой розницы
Брендинг сетевой розницы Социальная и организационная психология
Социальная и организационная психология Троицын день
Троицын день Культурные нормы
Культурные нормы Что такое любовь?
Что такое любовь? О РЕЗУЛЬТАТАХ РАБОТЫ УПРАВЛЕНИЯ ФЕДЕРАЛЬНОГО КАЗНАЧЕЙСТВА ПО СТАВРОПОЛЬСКОМУ КРАЮ В 2010 ГОДУ И ЗАДАЧАХ НА 2011 ГОД
О РЕЗУЛЬТАТАХ РАБОТЫ УПРАВЛЕНИЯ ФЕДЕРАЛЬНОГО КАЗНАЧЕЙСТВА ПО СТАВРОПОЛЬСКОМУ КРАЮ В 2010 ГОДУ И ЗАДАЧАХ НА 2011 ГОД Initial deck
Initial deck Welcome to Mexica
Welcome to Mexica Шорты. Модели шорт
Шорты. Модели шорт Презентация на тему Небесная сфера
Презентация на тему Небесная сфера 1666287890271__3b3e5
1666287890271__3b3e5 Европеоидная раса
Европеоидная раса  Презентация на тему Пиление столярной ножовкой
Презентация на тему Пиление столярной ножовкой  К уроку английского языка по теме «Наша разнообразная Земля»
К уроку английского языка по теме «Наша разнообразная Земля» Забайкальская дирекция тяги
Забайкальская дирекция тяги Сравнение чисел 5класс МОУ «Усть-Мосихинская СОШ» Новосёлова Е.А.
Сравнение чисел 5класс МОУ «Усть-Мосихинская СОШ» Новосёлова Е.А. Национальная идея России
Национальная идея России Растительность Израиля
Растительность Израиля Презентация на тему Инклюзивное (включающее) образование
Презентация на тему Инклюзивное (включающее) образование Что такое FOHOW +? Сетевой маркетинг
Что такое FOHOW +? Сетевой маркетинг