Разработка, компьютерное моделирование и исследование новой технологии прокатки толстых полос в рельефных валках
- Разработка, компьютерное моделирование и исследование новой технологии прокатки толстых полос в рельефных валках

Содержание
- 2. Цель исследования: на основе компьютерного моделирования исследовать процесс асимметричной прокатки в рельефных валках с равным отношением
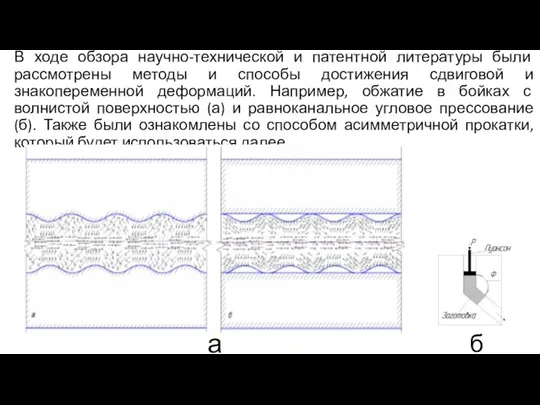
- 3. В ходе обзора научно-технической и патентной литературы были рассмотрены методы и способы достижения сдвиговой и знакопеременной
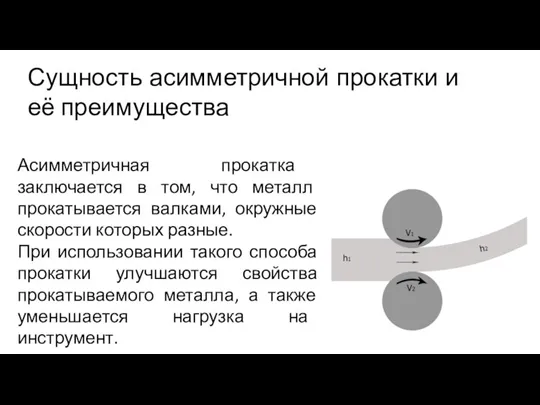
- 4. Сущность асимметричной прокатки и её преимущества Асимметричная прокатка заключается в том, что металл прокатывается валками, окружные
- 5. Для данного эксперимента было выбрано компьютерное моделирование в программе Simufact Forming, которое основано на методе конечных
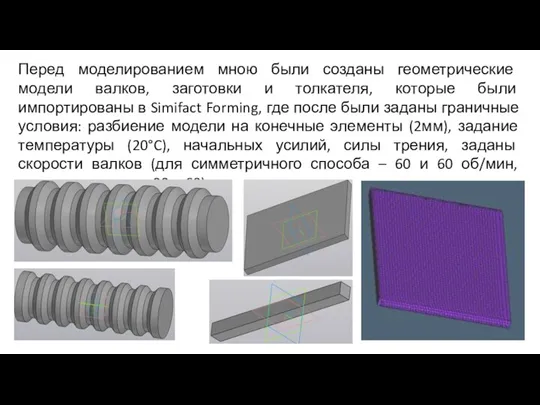
- 6. Перед моделированием мною были созданы геометрические модели валков, заготовки и толкателя, которые были импортированы в Simifact
- 7. Сначала было проведено моделирование симметричной прокатки, а затем асимметричной, где скорость верхнего валка в 1,5 раза
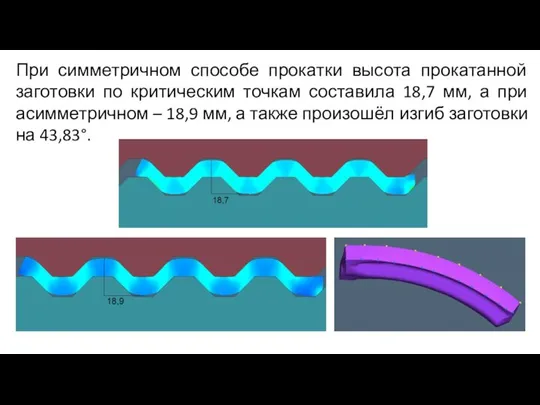
- 8. При симметричном способе прокатки высота прокатанной заготовки по критическим точкам составила 18,7 мм, а при асимметричном
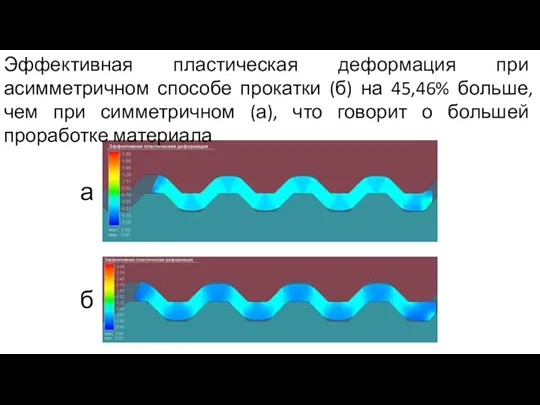
- 9. Эффективная пластическая деформация при асимметричном способе прокатки (б) на 45,46% больше, чем при симметричном (а), что
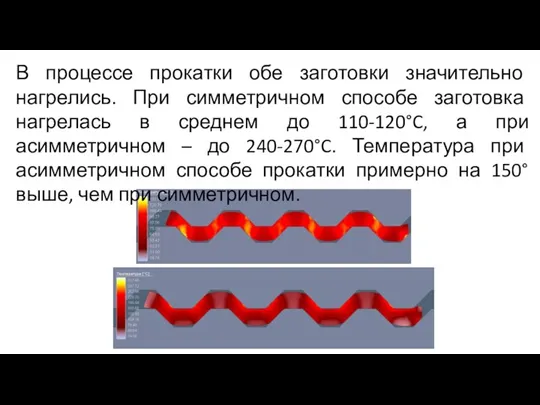
- 10. В процессе прокатки обе заготовки значительно нагрелись. При симметричном способе заготовка нагрелась в среднем до 110-120°C,
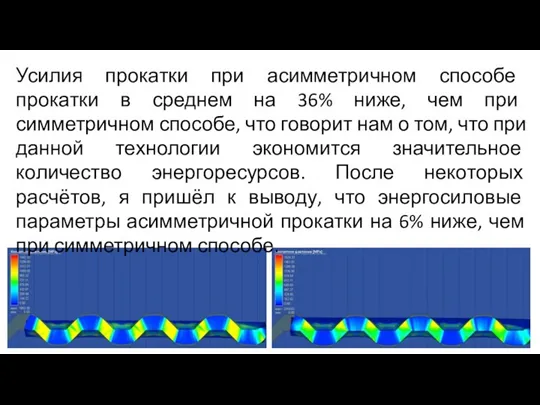
- 11. Усилия прокатки при асимметричном способе прокатки в среднем на 36% ниже, чем при симметричном способе, что
- 13. Скачать презентацию
Слайд 2Цель исследования:
на основе компьютерного моделирования исследовать процесс асимметричной прокатки в рельефных валках
Цель исследования:
на основе компьютерного моделирования исследовать процесс асимметричной прокатки в рельефных валках
Слайд 3В ходе обзора научно-технической и патентной литературы были рассмотрены методы и способы
В ходе обзора научно-технической и патентной литературы были рассмотрены методы и способы
Слайд 4Сущность асимметричной прокатки и её преимущества
Асимметричная прокатка заключается в том, что металл
Сущность асимметричной прокатки и её преимущества
Асимметричная прокатка заключается в том, что металл
Слайд 5Для данного эксперимента было выбрано компьютерное моделирование в программе Simufact Forming, которое
Для данного эксперимента было выбрано компьютерное моделирование в программе Simufact Forming, которое
Слайд 6Перед моделированием мною были созданы геометрические модели валков, заготовки и толкателя, которые
Перед моделированием мною были созданы геометрические модели валков, заготовки и толкателя, которые
Слайд 7Сначала было проведено моделирование симметричной прокатки, а затем асимметричной, где скорость верхнего
Сначала было проведено моделирование симметричной прокатки, а затем асимметричной, где скорость верхнего

Слайд 8При симметричном способе прокатки высота прокатанной заготовки по критическим точкам составила 18,7
При симметричном способе прокатки высота прокатанной заготовки по критическим точкам составила 18,7
Слайд 9Эффективная пластическая деформация при асимметричном способе прокатки (б) на 45,46% больше, чем
Эффективная пластическая деформация при асимметричном способе прокатки (б) на 45,46% больше, чем
Слайд 10В процессе прокатки обе заготовки значительно нагрелись. При симметричном способе заготовка нагрелась
В процессе прокатки обе заготовки значительно нагрелись. При симметричном способе заготовка нагрелась
Слайд 11Усилия прокатки при асимметричном способе прокатки в среднем на 36% ниже, чем
Усилия прокатки при асимметричном способе прокатки в среднем на 36% ниже, чем
 Что такое мультимедиа 8 класс
Что такое мультимедиа 8 класс Презентация на тему Влияние шума и музыки на здоровье человека
Презентация на тему Влияние шума и музыки на здоровье человека Мультфильм Умная собачка Соня
Мультфильм Умная собачка Соня ПРОГРАММА РАЗВИТИЯ ГОУ СОШ №16 на 2011-2015 гг. «КАЧЕСТВО ОБРАЗОВАНИЯ ЧЕРЕЗ МЕТАМЕТОДИКУ»
ПРОГРАММА РАЗВИТИЯ ГОУ СОШ №16 на 2011-2015 гг. «КАЧЕСТВО ОБРАЗОВАНИЯ ЧЕРЕЗ МЕТАМЕТОДИКУ» Презентация на тему лягушка-путешественница 3 класс
Презентация на тему лягушка-путешественница 3 класс Информационные технологии в жилищно-коммунальном хозяйстве Финляндии
Информационные технологии в жилищно-коммунальном хозяйстве Финляндии Презентация на тему У каждого ребенка свой дар
Презентация на тему У каждого ребенка свой дар Этап: экономическая теория, анализ, практика
Этап: экономическая теория, анализ, практика Турбокомпрессор ЯМЗ (ТКР ЯМЗ KG-90). ООО Силовые агрегаты – группа ГАЗ
Турбокомпрессор ЯМЗ (ТКР ЯМЗ KG-90). ООО Силовые агрегаты – группа ГАЗ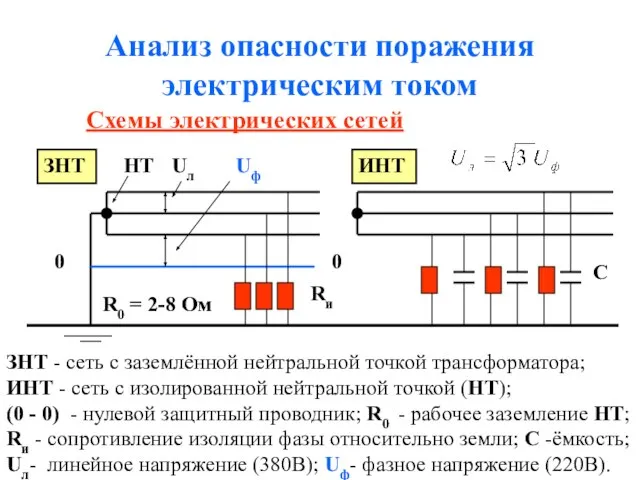 Презентация на тему Анализ опасности поражения электрическим током
Презентация на тему Анализ опасности поражения электрическим током  Рынок взыскания задолженности и законопроект «О деятельности по взысканию просроченной задолженности»
Рынок взыскания задолженности и законопроект «О деятельности по взысканию просроченной задолженности» Дружная семья
Дружная семья Презентация на тему Сосновый лес
Презентация на тему Сосновый лес  ФГБОУ ВО Кемеровский государственный институт культуры. Отчет по учебной практике
ФГБОУ ВО Кемеровский государственный институт культуры. Отчет по учебной практике Где ума набраться…
Где ума набраться… Моя индивидуальность
Моя индивидуальность Общая характеристика оральных гормональных контрацептивов
Общая характеристика оральных гормональных контрацептивов Зимние Олимпийские игры
Зимние Олимпийские игры Функции речи
Функции речи Шпа Музыкальная интуиция
Шпа Музыкальная интуиция Оценка достижений
Оценка достижений Великие левши
Великие левши Виват, Россия! Городской конкурс военно-патриотической песни
Виват, Россия! Городской конкурс военно-патриотической песни 1
1 Концепция Винного Фестиваля
Концепция Винного Фестиваля Порядок осуществления закупок Предприятием ФГУП Калужское
Порядок осуществления закупок Предприятием ФГУП Калужское Петербург Раскольникова
Петербург Раскольникова Презентация на тему Наши статусы, или в какие группы общества мы входим (7 класс)
Презентация на тему Наши статусы, или в какие группы общества мы входим (7 класс)