- Разработка технологического потока по изготовлению женского платья. Мощность 250 единиц в смену

Содержание
- 2. Швейная промышленность Швейная промышленность — отрасль лёгкой промышленности, производящая одежду и другие швейные изделия бытового и
- 3. 1.1.2 Описание внешнего вида модели Платье женское, вечернее, прилегающей силуэтной формы. Перед платья отрезной по линии
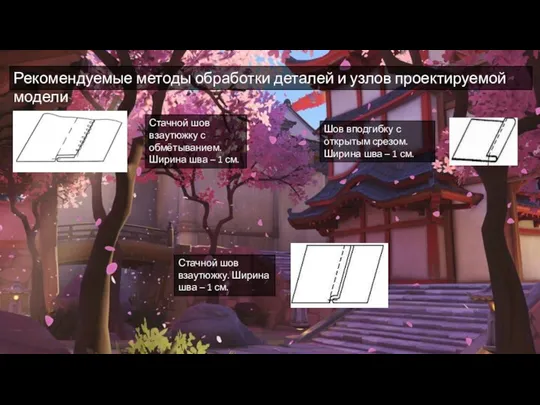
- 4. Рекомендуемые методы обработки деталей и узлов проектируемой модели Стачной шов взаутюжку с обмётыванием. Ширина шва –
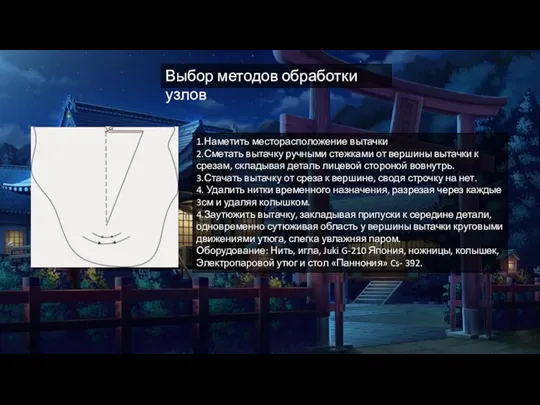
- 5. Выбор методов обработки узлов 1.Наметить месторасположение вытачки 2.Сметать вытачку ручными стежками от вершины вытачки к срезам,
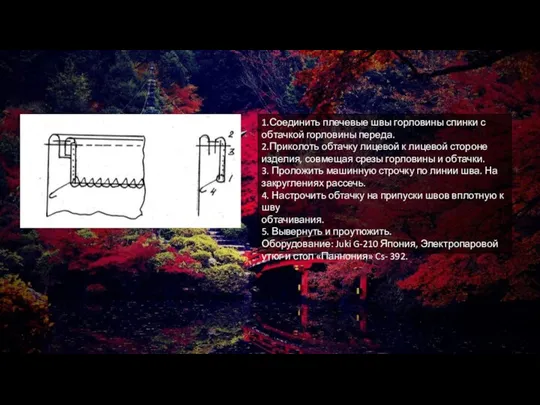
- 6. 1.Соединить плечевые швы горловины спинки с обтачкой горловины переда. 2.Приколоть обтачку лицевой к лицевой стороне изделия,
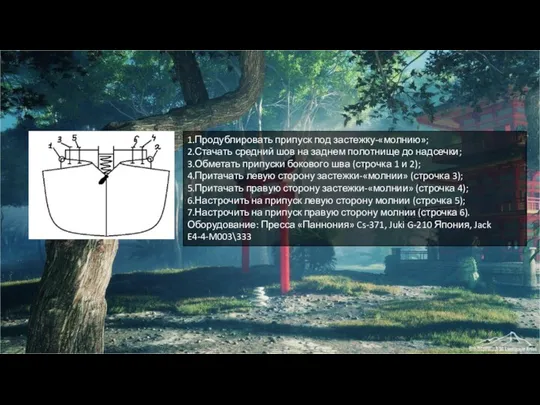
- 7. 1.Продублировать припуск под застежку-«молнию»; 2.Стачать средний шов на заднем полотнище до надсечки; 3.Обметать припуски бокового шва
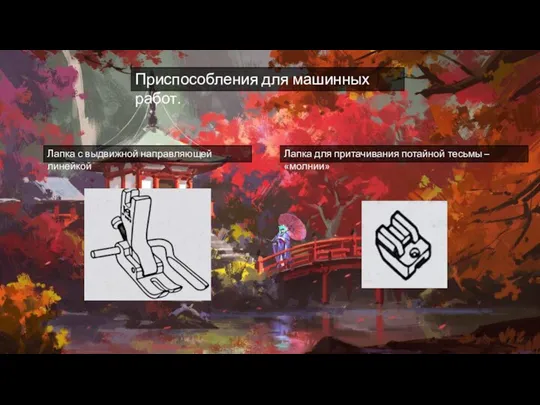
- 8. Приспособления для машинных работ. Лапка с выдвижной направляющей линейкой Лапка для притачивания потайной тесьмы – «молнии»
- 10. Скачать презентацию
Слайд 2Швейная промышленность
Швейная промышленность — отрасль лёгкой промышленности, производящая одежду и другие швейные
Швейная промышленность
Швейная промышленность — отрасль лёгкой промышленности, производящая одежду и другие швейные
Слайд 31.1.2 Описание внешнего вида модели
Платье женское, вечернее, прилегающей силуэтной формы.
Перед платья
1.1.2 Описание внешнего вида модели
Платье женское, вечернее, прилегающей силуэтной формы.
Перед платья
Слайд 4Рекомендуемые методы обработки деталей и узлов проектируемой модели
Стачной шов взаутюжку с обмётыванием.
Рекомендуемые методы обработки деталей и узлов проектируемой модели
Стачной шов взаутюжку с обмётыванием.
Слайд 5Выбор методов обработки узлов
1.Наметить месторасположение вытачки
2.Сметать вытачку ручными стежками от вершины вытачки
Выбор методов обработки узлов
1.Наметить месторасположение вытачки
2.Сметать вытачку ручными стежками от вершины вытачки
Слайд 61.Соединить плечевые швы горловины спинки с обтачкой горловины переда.
2.Приколоть обтачку лицевой к
1.Соединить плечевые швы горловины спинки с обтачкой горловины переда.
2.Приколоть обтачку лицевой к
Слайд 71.Продублировать припуск под застежку-«молнию»;
2.Стачать средний шов на заднем полотнище до надсечки;
3.Обметать припуски
1.Продублировать припуск под застежку-«молнию»;
2.Стачать средний шов на заднем полотнище до надсечки;
3.Обметать припуски
Слайд 8Приспособления для машинных работ.
Лапка с выдвижной направляющей линейкой
Лапка для притачивания потайной тесьмы
Приспособления для машинных работ.
Лапка с выдвижной направляющей линейкой
Лапка для притачивания потайной тесьмы
 Противовоспалительные средства
Противовоспалительные средства Правовое регулирование вопросов качества лекарственных средств в Российской Федерации
Правовое регулирование вопросов качества лекарственных средств в Российской Федерации СТАТИСТИЧЕСКИЕ ПОКАЗАТЕЛИ И ВЕЛИЧИНЫ
СТАТИСТИЧЕСКИЕ ПОКАЗАТЕЛИ И ВЕЛИЧИНЫ Путешествие в мир лекарственных растений
Путешествие в мир лекарственных растений Красивые рыбы. Монотипия
Красивые рыбы. Монотипия Future inventions. Cooling and dryness of the armpits
Future inventions. Cooling and dryness of the armpits Презентация на тему Раскрытие скобок
Презентация на тему Раскрытие скобок Здоровьесберегающие технологии в начальной школе
Здоровьесберегающие технологии в начальной школе Темперамент личности
Темперамент личности Введение в социальную психологию
Введение в социальную психологию Конституция России
Конституция России Теория деятельности и деятельностный подход А. Н. Леонтьева
Теория деятельности и деятельностный подход А. Н. Леонтьева Однородные члены предложения
Однородные члены предложения Кругошкольное путешествие
Кругошкольное путешествие Волинський національний університет імені Лесі Українки, Географічний факультет
Волинський національний університет імені Лесі Українки, Географічний факультет Возрастная психология
Возрастная психология Презентация на тему Страна городов (4 класс)
Презентация на тему Страна городов (4 класс) РАО «ЕЭС России»: Новая Энергетическая Политика
РАО «ЕЭС России»: Новая Энергетическая Политика Автоматика судовых энергетических установок и вспомогательных механизмов
Автоматика судовых энергетических установок и вспомогательных механизмов Диаграмма
Диаграмма Финансовый рынок
Финансовый рынок Видеосерверы многоканальной «полицейской» записи ТВ- и радиоэфира
Видеосерверы многоканальной «полицейской» записи ТВ- и радиоэфира Конвенции о защите прав человека в судах РФ
Конвенции о защите прав человека в судах РФ Итоги работы в рамках направления «Сайты общеобразовательных учреждений Томской области» за период январь-июнь 2009 года
Итоги работы в рамках направления «Сайты общеобразовательных учреждений Томской области» за период январь-июнь 2009 года Презентация на тему Саммит ШОС и стран БРИКС
Презентация на тему Саммит ШОС и стран БРИКС Опыт разграничения компетенции и ответственности между отделами ИС, ТО, РСиБИ и аутсорсером в УФК по Брянской области Нач. отдела
Опыт разграничения компетенции и ответственности между отделами ИС, ТО, РСиБИ и аутсорсером в УФК по Брянской области Нач. отдела  ВСК Страховой дом. Актуальность страхования аквакультуры в России
ВСК Страховой дом. Актуальность страхования аквакультуры в России Игра Самый умный
Игра Самый умный