- Ручная аргонодуговая сварка

Содержание
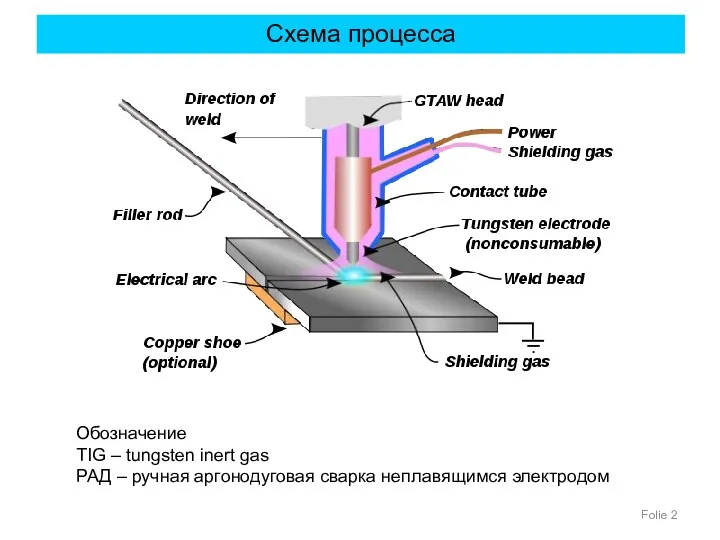
- 2. Folie Схема процесса Обозначение TIG – tungsten inert gas РАД – ручная аргонодуговая сварка неплавящимся электродом
- 3. Folie Физика дуги
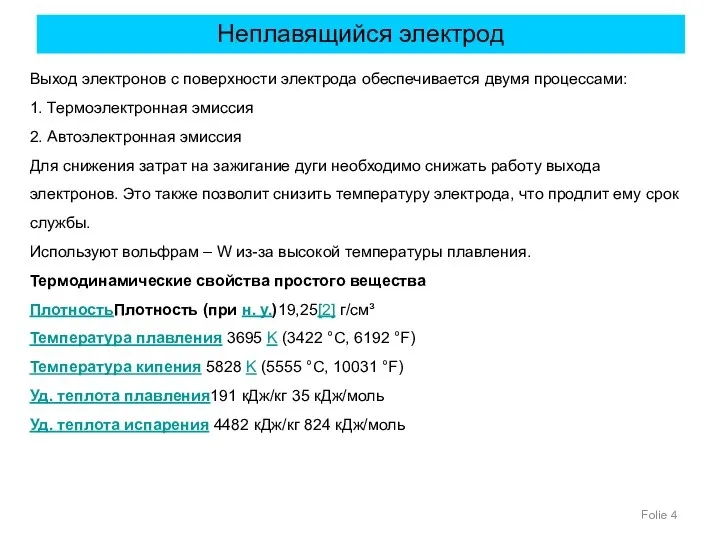
- 4. Folie Неплавящийся электрод Выход электронов с поверхности электрода обеспечивается двумя процессами: 1. Термоэлектронная эмиссия 2. Автоэлектронная
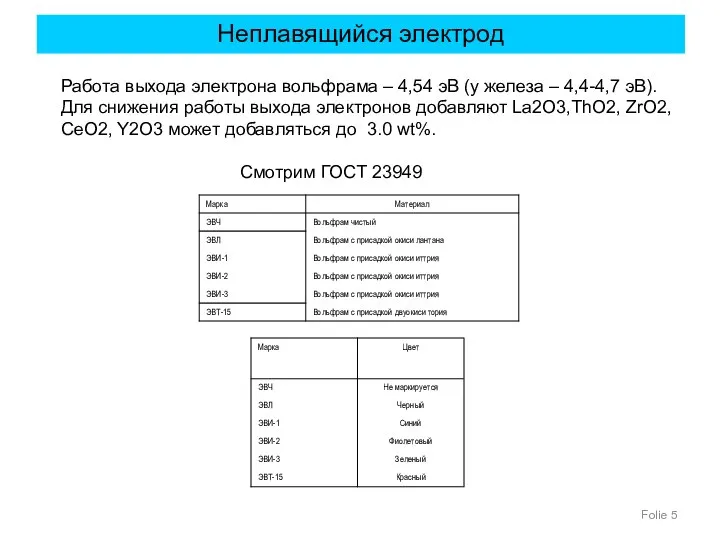
- 5. Folie Неплавящийся электрод Работа выхода электрона вольфрама – 4,54 эВ (у железа – 4,4-4,7 эВ). Для
- 6. Folie Оборудование Оборудование в целом аналогично РДС: Падающая ВАХ Трназисторы MOSFET, IGBT - ШИМ Нюансы: Осциллятор
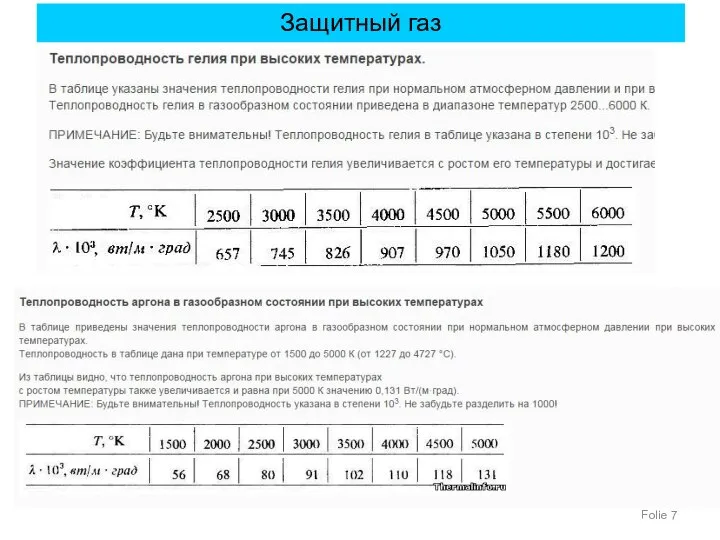
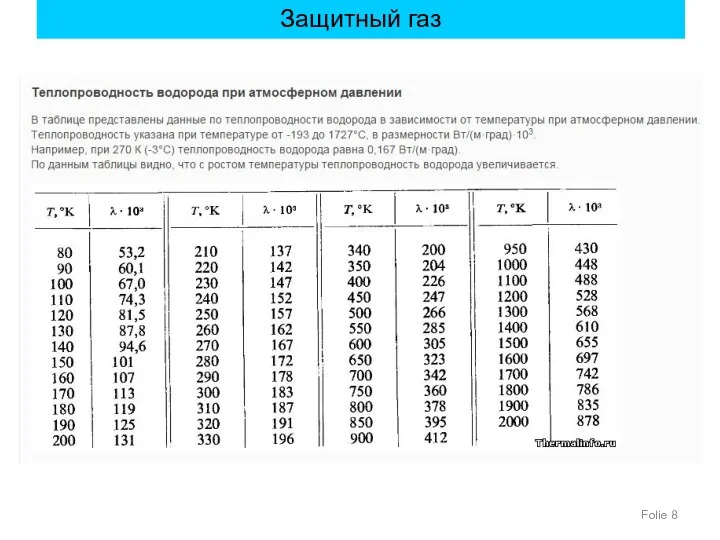
- 7. Folie Защитный газ
- 8. Folie Защитный газ
- 10. Скачать презентацию
Слайд 3Folie
Физика дуги
Folie
Физика дуги

Слайд 4Folie
Неплавящийся электрод
Выход электронов с поверхности электрода обеспечивается двумя процессами:
1. Термоэлектронная эмиссия
2.
Folie
Неплавящийся электрод
Выход электронов с поверхности электрода обеспечивается двумя процессами:
1. Термоэлектронная эмиссия
2.
Слайд 5Folie
Неплавящийся электрод
Работа выхода электрона вольфрама – 4,54 эВ (у железа –
Folie
Неплавящийся электрод
Работа выхода электрона вольфрама – 4,54 эВ (у железа –
Слайд 6Folie
Оборудование
Оборудование в целом
аналогично РДС:
Падающая ВАХ
Трназисторы MOSFET,
IGBT
- ШИМ
Нюансы:
Осциллятор для поджига дуги
(система LiftARC)
Система
Folie
Оборудование
Оборудование в целом
аналогично РДС:
Падающая ВАХ
Трназисторы MOSFET,
IGBT
- ШИМ
Нюансы:
Осциллятор для поджига дуги
(система LiftARC)
Система

Слайд 7Folie
Защитный газ
Folie
Защитный газ
Слайд 8Folie
Защитный газ
Folie
Защитный газ
 Теории происхождения хордовых животных
Теории происхождения хордовых животных Литература Бурятии
Литература Бурятии Организация обороны Российской Федерации
Организация обороны Российской Федерации Порядок технической поддержки пользователей Единой информационно-аналитической системы сбора и свода отчетности Минфина России
Порядок технической поддержки пользователей Единой информационно-аналитической системы сбора и свода отчетности Минфина России Близорукость. Профилактика близорукости
Близорукость. Профилактика близорукости Слово. Камень. И бумага. Реклама в традиционном обществе
Слово. Камень. И бумага. Реклама в традиционном обществе Истина и ее критерии
Истина и ее критерии Культура Норвегии
Культура Норвегии The syllabic structure in English
The syllabic structure in English  Докладчик: Г.А. Белозёров
Докладчик: Г.А. Белозёров Материально-производственная деятельность человека
Материально-производственная деятельность человека Статистическое обеспечение разработки бизнес-проектов
Статистическое обеспечение разработки бизнес-проектов Casual Friday
Casual Friday Презентация на тему РАБОТА И МОЩНОСТЬ ЭЛЕКТРИЧЕСКОГО ТОКА
Презентация на тему РАБОТА И МОЩНОСТЬ ЭЛЕКТРИЧЕСКОГО ТОКА  История развития школьного самоуправления
История развития школьного самоуправления Презентация на тему Ортология
Презентация на тему Ортология Участие третьей стороны в урегулировании конфликтов
Участие третьей стороны в урегулировании конфликтов Метод проектов в детском саду
Метод проектов в детском саду Признание самовольной постройки законной
Признание самовольной постройки законной Тема №11
Тема №11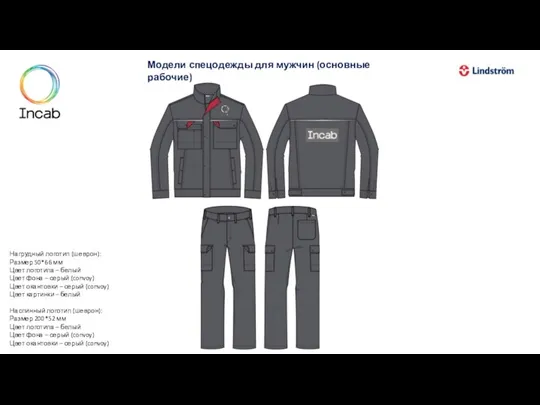 Модели спецодежды для мужчин (основные рабочие)
Модели спецодежды для мужчин (основные рабочие) Белгородская киностудия учебных фильмов БелКУФ
Белгородская киностудия учебных фильмов БелКУФ Ростовская финифть
Ростовская финифть Общее и особенное народов России. Языки, религия, разность традиций, обычаев
Общее и особенное народов России. Языки, религия, разность традиций, обычаев ПИОНЕРЫ Выполнил: Егоров Сергей, учащийся 7 класса МОУ СОШ №5 Научный руководитель: Гостева Надежда Владимировна, учитель МО
ПИОНЕРЫ Выполнил: Егоров Сергей, учащийся 7 класса МОУ СОШ №5 Научный руководитель: Гостева Надежда Владимировна, учитель МО ИНСТРУКЦИИ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ НА УРОКАХ ТЕХНОЛОГИИ 5 и 6 классов
ИНСТРУКЦИИ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ НА УРОКАХ ТЕХНОЛОГИИ 5 и 6 классов Новая биология
Новая биология Как два года делать проект с заказчиком, который не хочет с тобой разговаривать. 4 канала коммуникации
Как два года делать проект с заказчиком, который не хочет с тобой разговаривать. 4 канала коммуникации