- Склеивание пакетов шпона

Содержание
- 2. Цель занятия: изучить процесс склеивания пакетов шпона. Задачи: Изучить способы склеивания; Изучить режимы склеивания шпона; Изучить
- 3. Склеивание Склеивание – процесс соединения при помощи клея двух поверхностей материалов или более в систему, работающую
- 4. Склеивание Для склеивания необходимо: Наличие клеевого слоя между склеиваемыми поверхностями; Создание контакта этих поверхностей с клеем
- 5. Классификация склеивания Способы: 1 . Сухой холодный (собранные пакеты шпона склеивают без нагревания, при температуре 15-25⁰С).
- 6. Горячее склеивание Виды: Сухой горячий с подсушкой намазанных слоев (влажность пакетов не превышает 12 %). Сухой
- 7. Работа с раздаточным материалом Справочник по производству фанеры, стр.189-193. Тема: «Основные факторы режима склеивания пакетов шпона»
- 8. Основные факторы режима склеивания. Температура плит пресса. Сухой горячий способ. Пакеты шпона нагреваются в гидравлических прессах
- 9. Основные факторы режима склеивания. Температура плит пресса. Нагревание пакетов ускоряет физико-химические процессы, обеспечивающие образование клеевых соединений.
- 10. Основные факторы режима склеивания. Температура плит пресса. Длительная выдержка при температуре выше допустимой приводит к разрушению
- 11. Основные факторы режима склеивания. Нагревание пакета. С увеличением влажности склеиваемого пакета увеличивается количество парогазовой смеси внутри
- 12. Основные факторы режима склеивания. Нагревание пакета. Излишне высокая температура опасна. Если наружные слои изготовлены из тонкого
- 13. Основные факторы режима склеивания. Нагревание пакета. Температуру нагрева выбирают в зависимости от: Свойств используемого клея Породы
- 14. Основные факторы режима склеивания. Нагревание пакета. Слои наиболее удаленные от поверхности плит, нагреваются медленнее, чем периферийные.
- 15. Основные факторы режима склеивания. Время склеивания. Цикл склеивания включает: 1. Технологические операции 1.1 Выдержка пакетов под
- 16. Основные факторы режима склеивания. Время склеивания. Время, необходимое для создания прочного клеевого соединения, зависит от скорости
- 17. Основные факторы режима склеивания. Время склеивания. Скорость протекающих в склеиваемом пакете физико-механических процессов зависит от: Применяемого
- 18. Основные факторы режима склеивания. Время склеивания. Время вспомогательных операций. Определяется скоростью работы отдельных механизмов (загрузки/выгрузки). У
- 20. Скачать презентацию
Слайд 2Цель занятия: изучить процесс склеивания пакетов шпона.
Задачи:
Изучить способы склеивания;
Изучить режимы склеивания
Цель занятия: изучить процесс склеивания пакетов шпона.
Задачи:
Изучить способы склеивания;
Изучить режимы склеивания
Слайд 3Склеивание
Склеивание – процесс соединения при помощи клея двух поверхностей материалов или более
Склеивание
Склеивание – процесс соединения при помощи клея двух поверхностей материалов или более
Слайд 4Склеивание
Для склеивания необходимо:
Наличие клеевого слоя между склеиваемыми поверхностями;
Создание контакта этих поверхностей с
Склеивание
Для склеивания необходимо:
Наличие клеевого слоя между склеиваемыми поверхностями;
Создание контакта этих поверхностей с
Слайд 5Классификация склеивания
Способы:
1 . Сухой холодный (собранные пакеты шпона склеивают без нагревания, при
Классификация склеивания
Способы:
1 . Сухой холодный (собранные пакеты шпона склеивают без нагревания, при

Слайд 6Горячее склеивание
Виды:
Сухой горячий с подсушкой намазанных слоев (влажность пакетов не превышает 12
Горячее склеивание
Виды:
Сухой горячий с подсушкой намазанных слоев (влажность пакетов не превышает 12
Слайд 7Работа с раздаточным материалом
Справочник по производству фанеры, стр.189-193.
Тема: «Основные факторы режима склеивания
Работа с раздаточным материалом
Справочник по производству фанеры, стр.189-193.
Тема: «Основные факторы режима склеивания
Слайд 8Основные факторы режима склеивания.
Температура плит пресса.
Сухой горячий способ. Пакеты шпона нагреваются в
Основные факторы режима склеивания.
Температура плит пресса.
Сухой горячий способ. Пакеты шпона нагреваются в
Слайд 9Основные факторы режима склеивания.
Температура плит пресса.
Нагревание пакетов ускоряет физико-химические процессы, обеспечивающие образование
Основные факторы режима склеивания.
Температура плит пресса.
Нагревание пакетов ускоряет физико-химические процессы, обеспечивающие образование
Слайд 10Основные факторы режима склеивания.
Температура плит пресса.
Длительная выдержка при температуре выше допустимой приводит
Основные факторы режима склеивания.
Температура плит пресса.
Длительная выдержка при температуре выше допустимой приводит
Слайд 11Основные факторы режима склеивания.
Нагревание пакета.
С увеличением влажности склеиваемого пакета увеличивается количество парогазовой
Основные факторы режима склеивания.
Нагревание пакета.
С увеличением влажности склеиваемого пакета увеличивается количество парогазовой
Слайд 12Основные факторы режима склеивания.
Нагревание пакета.
Излишне высокая температура опасна. Если наружные слои изготовлены
Основные факторы режима склеивания.
Нагревание пакета.
Излишне высокая температура опасна. Если наружные слои изготовлены
Слайд 13Основные факторы режима склеивания.
Нагревание пакета.
Температуру нагрева выбирают в зависимости от:
Свойств используемого клея
Породы
Основные факторы режима склеивания.
Нагревание пакета.
Температуру нагрева выбирают в зависимости от:
Свойств используемого клея
Породы
Слайд 14Основные факторы режима склеивания.
Нагревание пакета.
Слои наиболее удаленные от поверхности плит, нагреваются медленнее,
Основные факторы режима склеивания.
Нагревание пакета.
Слои наиболее удаленные от поверхности плит, нагреваются медленнее,
Слайд 15Основные факторы режима склеивания.
Время склеивания.
Цикл склеивания включает:
1. Технологические операции
1.1 Выдержка пакетов под
Основные факторы режима склеивания.
Время склеивания.
Цикл склеивания включает:
1. Технологические операции
1.1 Выдержка пакетов под
Слайд 16Основные факторы режима склеивания.
Время склеивания.
Время, необходимое для создания прочного клеевого соединения, зависит
Основные факторы режима склеивания.
Время склеивания.
Время, необходимое для создания прочного клеевого соединения, зависит
Слайд 17Основные факторы режима склеивания.
Время склеивания.
Скорость протекающих в склеиваемом пакете физико-механических процессов зависит
Основные факторы режима склеивания.
Время склеивания.
Скорость протекающих в склеиваемом пакете физико-механических процессов зависит
Слайд 18Основные факторы режима склеивания.
Время склеивания.
Время вспомогательных операций. Определяется скоростью работы отдельных механизмов
Основные факторы режима склеивания.
Время склеивания.
Время вспомогательных операций. Определяется скоростью работы отдельных механизмов
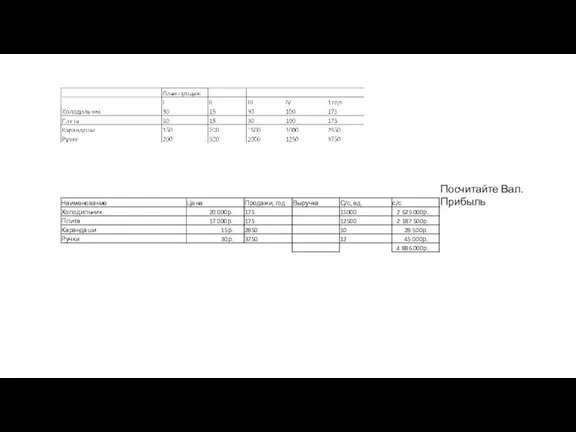 Срок окупаемости
Срок окупаемости Ветеринарна фармакологія. Препарати важких металів і арсену. Лікарські барвники
Ветеринарна фармакологія. Препарати важких металів і арсену. Лікарські барвники Романтизм в искусстве
Романтизм в искусстве Конституционное право РФ как наука и отрасль права
Конституционное право РФ как наука и отрасль права Эзопов язык
Эзопов язык Умножение и деление на однозначное число
Умножение и деление на однозначное число Фиксация и описание термических поражений материалов и конструкций
Фиксация и описание термических поражений материалов и конструкций КЛАССИФИКАЦИЯ РЕАКЦИЙ И РЕАГЕНТОВ В ОРГАНИЧЕСКОЙ ХИМИИ
КЛАССИФИКАЦИЯ РЕАКЦИЙ И РЕАГЕНТОВ В ОРГАНИЧЕСКОЙ ХИМИИ Их именами названы улицы. Шаблоны
Их именами названы улицы. Шаблоны Презентация на тему: Паровая турбина
Презентация на тему: Паровая турбина Правила варки заправочных супов
Правила варки заправочных супов Физические основы работы ЭВМ
Физические основы работы ЭВМ Координационный центр реабилитации и социальной адаптации несовершеннолетних выпускников пенитенциарных учреждений
Координационный центр реабилитации и социальной адаптации несовершеннолетних выпускников пенитенциарных учреждений Дидактика информационного и индустриального обществ
Дидактика информационного и индустриального обществ Храмы 12-13 в
Храмы 12-13 в Институт точных наук и информационных технологий. Магистерские программы
Институт точных наук и информационных технологий. Магистерские программы Презентация на тему Методика работы социального педагогам с семьей
Презентация на тему Методика работы социального педагогам с семьей Специализированное отделение оздоровительного, социально-медицинского обслуживания на дому
Специализированное отделение оздоровительного, социально-медицинского обслуживания на дому Здоровье детей в наших руках
Здоровье детей в наших руках Основы алгоритмизации
Основы алгоритмизации Арт-терапия
Арт-терапия Виды излучений
Виды излучений Виртуальные книжные выставки: особенность технологии создания
Виртуальные книжные выставки: особенность технологии создания СОНЕТ
СОНЕТ Хэлоуин
Хэлоуин Внедрения
Внедрения Строение клетки(урок 2)
Строение клетки(урок 2) Агабекян Каринэ Владимировна, учитель русского языка и литературы МБОУ «Южно-Российский лицей казачества и народов Кавказа» г
Агабекян Каринэ Владимировна, учитель русского языка и литературы МБОУ «Южно-Российский лицей казачества и народов Кавказа» г