Современные взгляды и подходы к автоматизации технологических процессов металлургического производства
- Современные взгляды и подходы к автоматизации технологических процессов металлургического производства

Содержание
- 2. Основание для автоматизации технологических процессов Автоматизация- это применение в производстве технических средств, методов и систем управления,
- 3. Технологические процессы реализуются с помощью оборудования, которое тоже называется технологическим. Совокупность технологического оборудования, выполняющие рабочие операции
- 4. Для обеспечения высокого качества полуфабрикатов и продукции необходимо контролировать как ход самого ТП, так и работу
- 5. Протекание ТП и техническое состояние оборудования в каждый момент времени характеризуется различными физическими величинами: усилием, давлением,
- 6. контроль ТП включает в себя сбор, обработку, анализ и выдачу оператору информации о ходе ТП и
- 7. Так как автоматизация технологического процесса перекладывает участие человека в осуществлении ТП на плечи технических средств, то
- 8. Алгоритм управления, записанный на понятном машине языке, называется управляющей программой. Таким образом, автоматизация технологических процессов –
- 9. Замена человека в операциях управления называют автоматизацией управления, а технические средства, выполняющие операции управления, - автоматическими
- 10. Чаще всего управление осуществляется на принципе «по отклонению», т.е. управляющее воздействие (УВ) является функцией отклонения регулируемой
- 11. Системы автоматизации технологических процессов
- 12. Любая система представляет собой совокупность находящихся во взаимной связи частей этой системы. Мы рассматриваем системы, способные
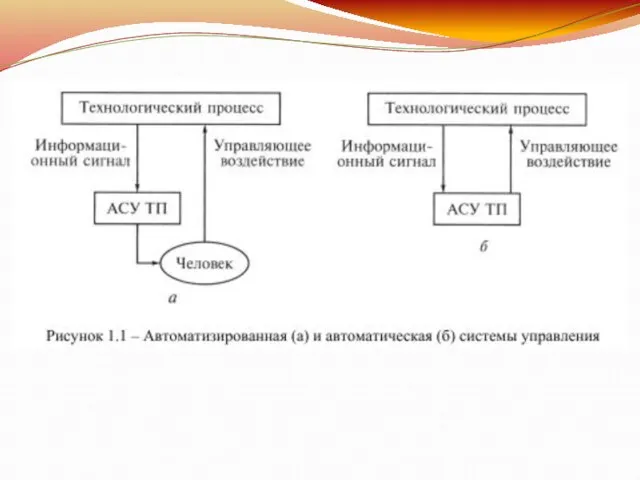
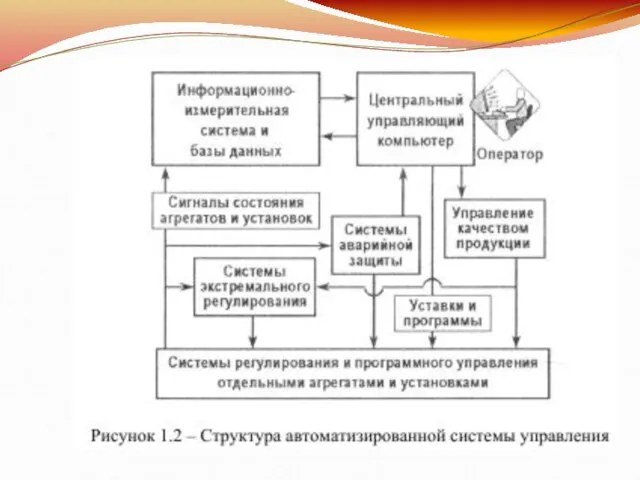
- 13. Автоматизированная (автоматическая) система управления технологическими процессами (АСУ ТП - это совокупность технических средств и методов сбора,
- 15. Если принятие и реализация решения о воздействии на ТП по результатам анализа информации о технологических параметрах
- 16. Если система управления по результатам анализа информации сама принимает и реализует решение о воздействии на ТП,
- 17. Все эти системы автоматики, как правило, связаны между собой, образуя множество контуров управления. В частности, устройства,
- 19. Задачи системы управления технологическими процессами
- 20. При создании систем управления технологическими процессами металлургии как сложными объектами управления комплексно решаются большое количество задач.
- 21. можно сформулировать общую задачу управления. Составить прогноз хода технологического процесса по полученным данным, составить и реализовать
- 22. принципы управления сложными системами: декомпозиция – разделение сложного объекта на более простые; децентрализация – выделение собственных
- 23. Задачами стабилизации СУ являются задачи поддержания ее выходных величин вблизи некоторых неизменных заданных значений, несмотря на
- 24. Задачи выполнения программы СУ возникает в случаях, когда заданные значения управляемых величин изменяются во времени заранее
- 26. Скачать презентацию
Слайд 2Основание для автоматизации технологических процессов
Автоматизация- это применение в производстве технических средств, методов
Основание для автоматизации технологических процессов
Автоматизация- это применение в производстве технических средств, методов
Слайд 3Технологические процессы реализуются с помощью оборудования, которое тоже называется технологическим.
Совокупность
Технологические процессы реализуются с помощью оборудования, которое тоже называется технологическим.
Совокупность
Слайд 4Для обеспечения высокого качества полуфабрикатов и продукции необходимо контролировать как ход самого
Для обеспечения высокого качества полуфабрикатов и продукции необходимо контролировать как ход самого
Слайд 5Протекание ТП и техническое состояние оборудования в каждый момент времени характеризуется различными
Протекание ТП и техническое состояние оборудования в каждый момент времени характеризуется различными
Слайд 6контроль ТП включает в себя сбор, обработку, анализ и выдачу оператору информации
контроль ТП включает в себя сбор, обработку, анализ и выдачу оператору информации
Слайд 7Так как автоматизация технологического процесса перекладывает участие человека в осуществлении ТП на
Так как автоматизация технологического процесса перекладывает участие человека в осуществлении ТП на
Слайд 8Алгоритм управления, записанный на понятном машине языке, называется управляющей программой.
Таким образом,
Алгоритм управления, записанный на понятном машине языке, называется управляющей программой.
Таким образом,
Слайд 9Замена человека в операциях управления называют автоматизацией управления, а технические средства, выполняющие
Замена человека в операциях управления называют автоматизацией управления, а технические средства, выполняющие
Слайд 10Чаще всего управление осуществляется на принципе «по отклонению», т.е. управляющее воздействие (УВ)
Чаще всего управление осуществляется на принципе «по отклонению», т.е. управляющее воздействие (УВ)
Слайд 11Системы автоматизации технологических процессов
Системы автоматизации технологических процессов
Слайд 12Любая система представляет собой совокупность находящихся во взаимной связи частей этой системы.
Любая система представляет собой совокупность находящихся во взаимной связи частей этой системы.
Слайд 13Автоматизированная (автоматическая) система управления технологическими процессами (АСУ ТП - это совокупность технических
Автоматизированная (автоматическая) система управления технологическими процессами (АСУ ТП - это совокупность технических
Слайд 15Если принятие и реализация решения о воздействии на ТП по результатам анализа
Если принятие и реализация решения о воздействии на ТП по результатам анализа
Слайд 16Если система управления по результатам анализа информации сама принимает и реализует решение
Если система управления по результатам анализа информации сама принимает и реализует решение
Слайд 17Все эти системы автоматики, как правило, связаны между собой, образуя множество контуров
Все эти системы автоматики, как правило, связаны между собой, образуя множество контуров
Слайд 19 Задачи системы управления технологическими процессами
Задачи системы управления технологическими процессами
Слайд 20 При создании систем управления технологическими процессами металлургии как сложными объектами управления
При создании систем управления технологическими процессами металлургии как сложными объектами управления
Слайд 21можно сформулировать общую задачу управления. Составить прогноз хода технологического процесса по полученным
можно сформулировать общую задачу управления. Составить прогноз хода технологического процесса по полученным
Слайд 22принципы управления сложными системами:
декомпозиция – разделение сложного объекта на более простые;
принципы управления сложными системами:
декомпозиция – разделение сложного объекта на более простые;
Слайд 23Задачами стабилизации СУ являются задачи поддержания ее выходных величин вблизи некоторых неизменных
Задачами стабилизации СУ являются задачи поддержания ее выходных величин вблизи некоторых неизменных
Слайд 24Задачи выполнения программы СУ возникает в случаях, когда заданные значения управляемых величин
Задачи выполнения программы СУ возникает в случаях, когда заданные значения управляемых величин
 Что такое созависимость
Что такое созависимость Презентация на тему Чехия
Презентация на тему Чехия PARTS OF BODY
PARTS OF BODY Семьи с доходами на человека от одного до двух прожиточных минимумов Семьи с доходами на человека свыше двух прожиточных минимумо
Семьи с доходами на человека от одного до двух прожиточных минимумов Семьи с доходами на человека свыше двух прожиточных минимумо Отчёт творческой группы МОУ СОШ № 4. города Искитима НСО Срок реализации – 3 года 2007-2010 гг
Отчёт творческой группы МОУ СОШ № 4. города Искитима НСО Срок реализации – 3 года 2007-2010 гг Тайна запечного сверчка
Тайна запечного сверчка Развитие коммунальной инфраструктуры городского округа города Костромы
Развитие коммунальной инфраструктуры городского округа города Костромы People and Business Environment
People and Business Environment Учебная практика ГС 2 курс
Учебная практика ГС 2 курс Волки.
Волки. Золотой павлин Екатерины Великой
Золотой павлин Екатерины Великой Нахождение контекста для гендерных проблем в рамках развития человека:
Нахождение контекста для гендерных проблем в рамках развития человека: Цветы мне нежно улыбались
Цветы мне нежно улыбались Роберт Гук
Роберт Гук Презентация_19
Презентация_19 Разработка методики организации скоростного автобусного маршрута
Разработка методики организации скоростного автобусного маршрута Новая форма МЧС России
Новая форма МЧС России Анатомия слюнных желез
Анатомия слюнных желез Значение снов Веры Павловны
Значение снов Веры Павловны Поездка в Самару
Поездка в Самару Портал Оптового клиента
Портал Оптового клиента Осип Турянский
Осип Турянский Работа с трудными детьми
Работа с трудными детьми Условия для поддержки индивидуальности и инициативы детей необходимые для создания социальной ситуации развития детей
Условия для поддержки индивидуальности и инициативы детей необходимые для создания социальной ситуации развития детей ГОРОДСКАЯ ЦЕЛЕВАЯ ПРОГРАММА «РЕСТРУКТУРИЗАЦИЯ ОБРАЗОВАТЕЛЬНОЙ СЕТИ ГОРОДСКОГО ОКРУГА ГОРОД РЫБИНСК на 2011-2013 годы»
ГОРОДСКАЯ ЦЕЛЕВАЯ ПРОГРАММА «РЕСТРУКТУРИЗАЦИЯ ОБРАЗОВАТЕЛЬНОЙ СЕТИ ГОРОДСКОГО ОКРУГА ГОРОД РЫБИНСК на 2011-2013 годы» Реализованные проекты. ОАО Племзавод Мухинский
Реализованные проекты. ОАО Племзавод Мухинский Презентация на тему Хронический гепатит
Презентация на тему Хронический гепатит В гармонии с природой
В гармонии с природой