- Способы зажигания дуги

Содержание
- 2. Способы зажигания дуги Тема урока:
- 3. Изучаемые вопросы: 1. Возникновение и разновидности способов зажигания дуги покрытыми электродами. 3. Влияние длины дуги на
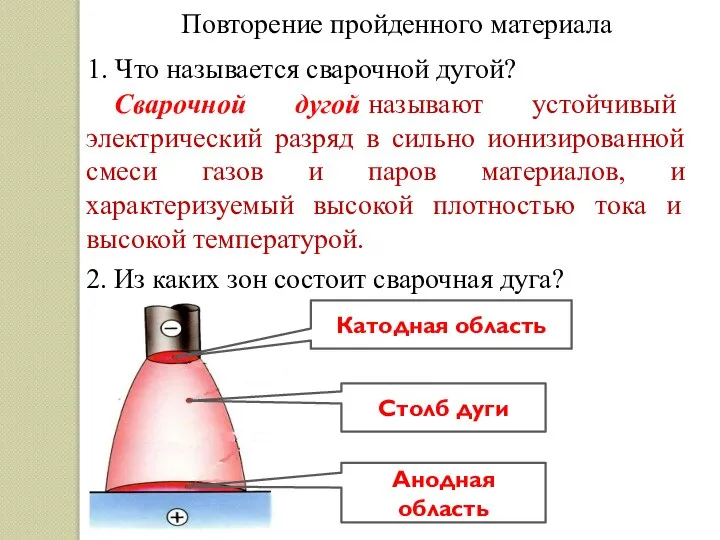
- 4. Повторение пройденного материала 1. Что называется сварочной дугой? Сварочной дугой называют устойчивый электрический разряд в сильно
- 5. 3. Чему равна температура в областях дуги? 7000ºС 3000ºС 4000ºС
- 6. ВОЗНИКНОВЕНИЕ СВАРОЧНОЙ ДУГИ
- 7. ЗАЖИГАНИЕ СВАРОЧНОЙ ДУГИ Существуют два способа зажигания сварочной дуги. Первый способ – «впритык», «тычка», «касанием» ,
- 8. Это происходит при длительном коротком замыкании (КЗ) (положение II) либо при отрыве электрода с положения II
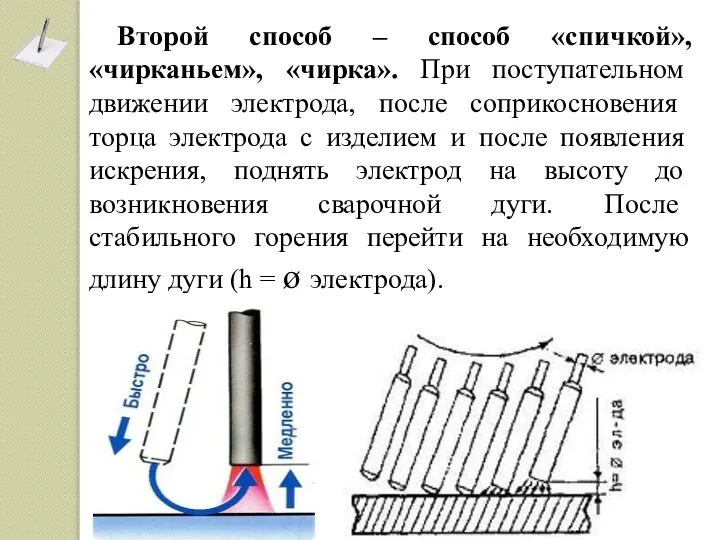
- 9. Второй способ – способ «спичкой», «чирканьем», «чирка». При поступательном движении электрода, после соприкосновения торца электрода с
- 10. В случае появления стартовых пор (видимых невооруженным глазом) или прилипания электрода к изделию при зажигании сварочной
- 11. - возобновить зажигание сварочной дуги, - быстро и аккуратно удалить незастывший шлак с торца электрода путем
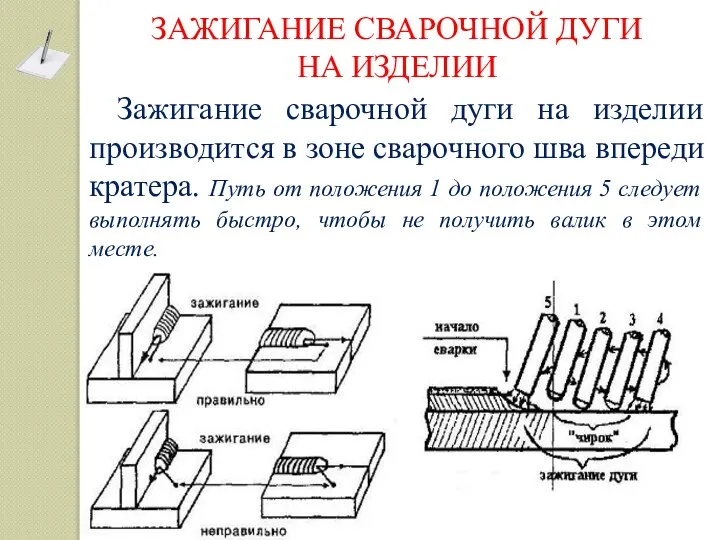
- 12. ЗАЖИГАНИЕ СВАРОЧНОЙ ДУГИ НА ИЗДЕЛИИ Зажигание сварочной дуги на изделии производится в зоне сварочного шва впереди
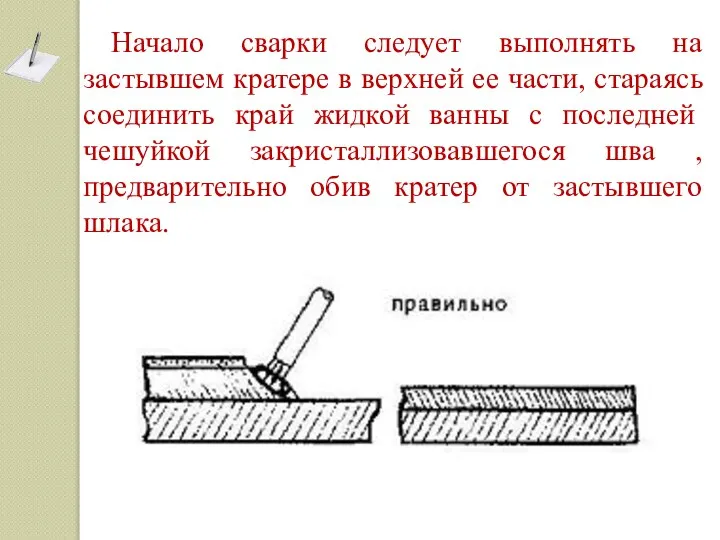
- 13. Начало сварки следует выполнять на застывшем кратере в верхней ее части, стараясь соединить край жидкой ванны
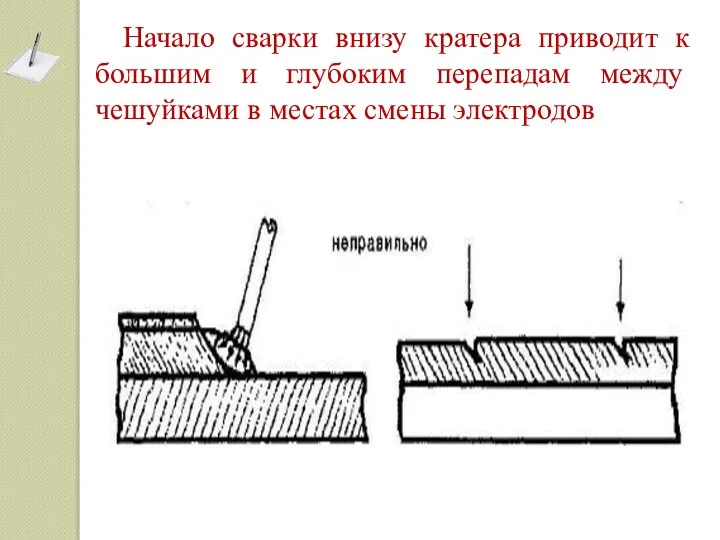
- 14. Начало сварки внизу кратера приводит к большим и глубоким перепадам между чешуйками в местах смены электродов
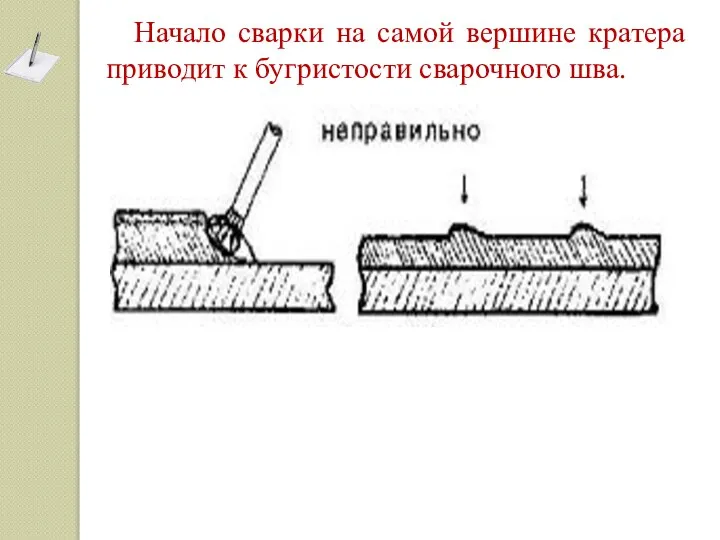
- 15. Начало сварки на самой вершине кратера приводит к бугристости сварочного шва.
- 16. ВЫБОР ДЛИНЫ ДУГИ Длина дуги – расстояние между торцом электрода и основным (свариваемым) металлом
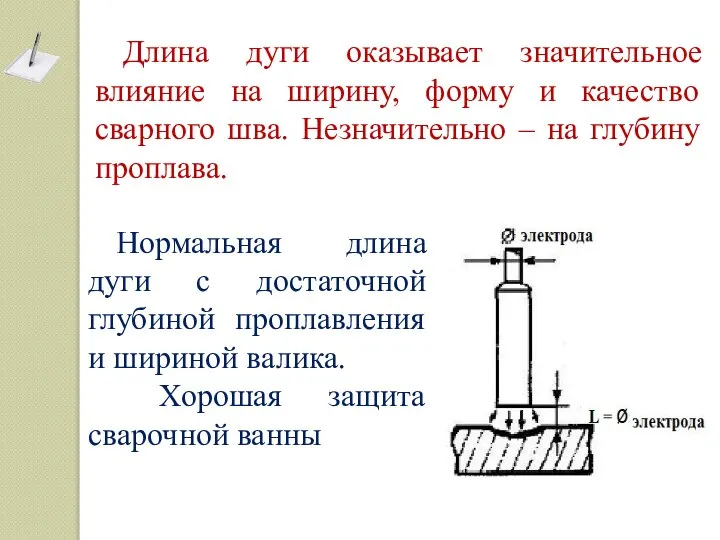
- 17. Длина дуги оказывает значительное влияние на ширину, форму и качество сварного шва. Незначительно – на глубину
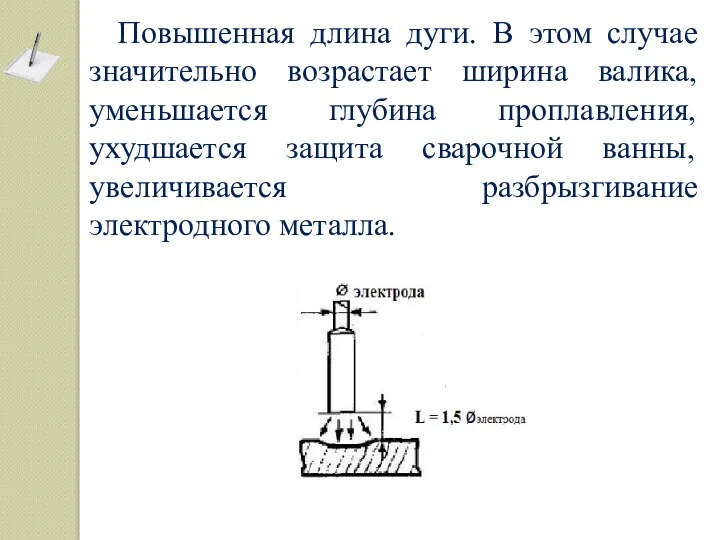
- 18. Повышенная длина дуги. В этом случае значительно возрастает ширина валика, уменьшается глубина проплавления, ухудшается защита сварочной
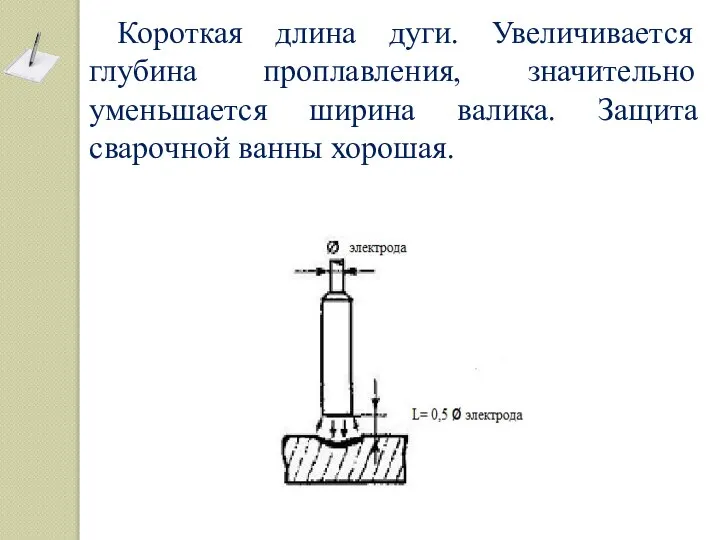
- 19. Короткая длина дуги. Увеличивается глубина проплавления, значительно уменьшается ширина валика. Защита сварочной ванны хорошая.
- 21. Скачать презентацию
Слайд 3Изучаемые вопросы:
1. Возникновение и разновидности способов зажигания дуги покрытыми электродами.
3. Влияние
Изучаемые вопросы:
1. Возникновение и разновидности способов зажигания дуги покрытыми электродами.
3. Влияние
Слайд 4Повторение пройденного материала
1. Что называется сварочной дугой?
Сварочной дугой называют устойчивый электрический разряд в
Повторение пройденного материала
1. Что называется сварочной дугой?
Сварочной дугой называют устойчивый электрический разряд в
Слайд 53. Чему равна температура в областях дуги?
7000ºС
3000ºС
4000ºС
3. Чему равна температура в областях дуги?
7000ºС
3000ºС
4000ºС

Слайд 6ВОЗНИКНОВЕНИЕ СВАРОЧНОЙ ДУГИ
ВОЗНИКНОВЕНИЕ СВАРОЧНОЙ ДУГИ

Слайд 7ЗАЖИГАНИЕ СВАРОЧНОЙ ДУГИ
Существуют два способа зажигания сварочной дуги.
Первый способ – «впритык», «тычка»,
ЗАЖИГАНИЕ СВАРОЧНОЙ ДУГИ
Существуют два способа зажигания сварочной дуги.
Первый способ – «впритык», «тычка»,

Слайд 8Это происходит при длительном коротком замыкании (КЗ) (положение II) либо при отрыве
Это происходит при длительном коротком замыкании (КЗ) (положение II) либо при отрыве
Слайд 9Второй способ – способ «спичкой», «чирканьем», «чирка». При поступательном движении электрода, после
Второй способ – способ «спичкой», «чирканьем», «чирка». При поступательном движении электрода, после
Слайд 10В случае появления стартовых пор (видимых невооруженным глазом) или прилипания электрода к
В случае появления стартовых пор (видимых невооруженным глазом) или прилипания электрода к
Слайд 11- возобновить зажигание сварочной дуги,
- быстро и аккуратно удалить незастывший шлак
- возобновить зажигание сварочной дуги,
- быстро и аккуратно удалить незастывший шлак
Слайд 12ЗАЖИГАНИЕ СВАРОЧНОЙ ДУГИ
НА ИЗДЕЛИИ
Зажигание сварочной дуги на изделии производится в зоне
ЗАЖИГАНИЕ СВАРОЧНОЙ ДУГИ
НА ИЗДЕЛИИ
Зажигание сварочной дуги на изделии производится в зоне
Слайд 13Начало сварки следует выполнять на застывшем кратере в верхней ее части, стараясь
Начало сварки следует выполнять на застывшем кратере в верхней ее части, стараясь
Слайд 14Начало сварки внизу кратера приводит к большим и глубоким перепадам между чешуйками
Начало сварки внизу кратера приводит к большим и глубоким перепадам между чешуйками
Слайд 15Начало сварки на самой вершине кратера приводит к бугристости сварочного шва.
Начало сварки на самой вершине кратера приводит к бугристости сварочного шва.
Слайд 16ВЫБОР ДЛИНЫ ДУГИ
Длина дуги – расстояние между торцом электрода и основным
ВЫБОР ДЛИНЫ ДУГИ
Длина дуги – расстояние между торцом электрода и основным

Слайд 17Длина дуги оказывает значительное влияние на ширину, форму и качество сварного шва.
Длина дуги оказывает значительное влияние на ширину, форму и качество сварного шва.
Слайд 18Повышенная длина дуги. В этом случае значительно возрастает ширина валика, уменьшается глубина
Повышенная длина дуги. В этом случае значительно возрастает ширина валика, уменьшается глубина
Слайд 19Короткая длина дуги. Увеличивается глубина проплавления, значительно уменьшается ширина валика. Защита сварочной
Короткая длина дуги. Увеличивается глубина проплавления, значительно уменьшается ширина валика. Защита сварочной
 НДФЛ – прямой федеральный налог НДФЛ – прямой федеральный налог _
НДФЛ – прямой федеральный налог НДФЛ – прямой федеральный налог _ Вещества – экорегуляторы в природе
Вещества – экорегуляторы в природе Halloween. Vocabulary
Halloween. Vocabulary Романское и дорманское искусство
Романское и дорманское искусство 20140302_yuzh.amerika
20140302_yuzh.amerika Презентация на тему Галактики
Презентация на тему Галактики К 200-летию со дня рождения Николая Васильевича Гоголя
К 200-летию со дня рождения Николая Васильевича Гоголя Экологическое воспитание дошкольников
Экологическое воспитание дошкольников Эрзянские костюмы
Эрзянские костюмы Формирование профессиональной компетентности педагога в условиях обновления содержания образования
Формирование профессиональной компетентности педагога в условиях обновления содержания образования Химия в загадках
Химия в загадках Среднее арифметическое, мода и размах ряда.
Среднее арифметическое, мода и размах ряда. The Great Patriotic War
The Great Patriotic War  Macroeconomic Models
Macroeconomic Models Атомная бомба и испытание ядерного оружия
Атомная бомба и испытание ядерного оружия Цвет в натюрморте
Цвет в натюрморте Классификация зерновых культур (1) ботаническая классификация семейство злаковых (пшеница, овес, рожь, ячмень, рис, сорго, кукуруза,
Классификация зерновых культур (1) ботаническая классификация семейство злаковых (пшеница, овес, рожь, ячмень, рис, сорго, кукуруза,  Формы и методы государственной поддержки сельского хозяйства, регулирования агропродовольственных рынков и сельского развития в
Формы и методы государственной поддержки сельского хозяйства, регулирования агропродовольственных рынков и сельского развития в Круглый стол «НАРКОМАНИЯ - ДОБРОВОЛЬНОЕ САМОУБИЙСТВО?» По модулю «Граждановедение» Я.В. Соколова
Круглый стол «НАРКОМАНИЯ - ДОБРОВОЛЬНОЕ САМОУБИЙСТВО?» По модулю «Граждановедение» Я.В. Соколова Дети - инвалиды и общество: Социально - правовой аспект
Дети - инвалиды и общество: Социально - правовой аспект И В ШУТКУ И ВСЕРЬЕЗ О МАТЕМАТИКЕБастрыкина В.В.
И В ШУТКУ И ВСЕРЬЕЗ О МАТЕМАТИКЕБастрыкина В.В. Введение в сетевые технологии для пользователей и администраторов ГРИД
Введение в сетевые технологии для пользователей и администраторов ГРИД Строительные чертежи
Строительные чертежи Основы микробиологии хлебопекарных изделий. Лекция 5
Основы микробиологии хлебопекарных изделий. Лекция 5 Вопросы к портретным колодам. Диагностические техники
Вопросы к портретным колодам. Диагностические техники Презентация на тему Локальные сети (8 класс)
Презентация на тему Локальные сети (8 класс) В 2001 году в 11 странах Европы среди лиц, страдающих расстройствами настроения, был распространен опросник. Этот опросник насчитывал
В 2001 году в 11 странах Европы среди лиц, страдающих расстройствами настроения, был распространен опросник. Этот опросник насчитывал Тарифы курса Убеждения на миллион
Тарифы курса Убеждения на миллион