- Свариваемость разнородных металлов (сталь-медь). Лабораторная работа №1

Содержание
- 5. Сварка меди со сталью. Граница сплавления со стороны стали. Граница чётко выражена. Дефектов нет.
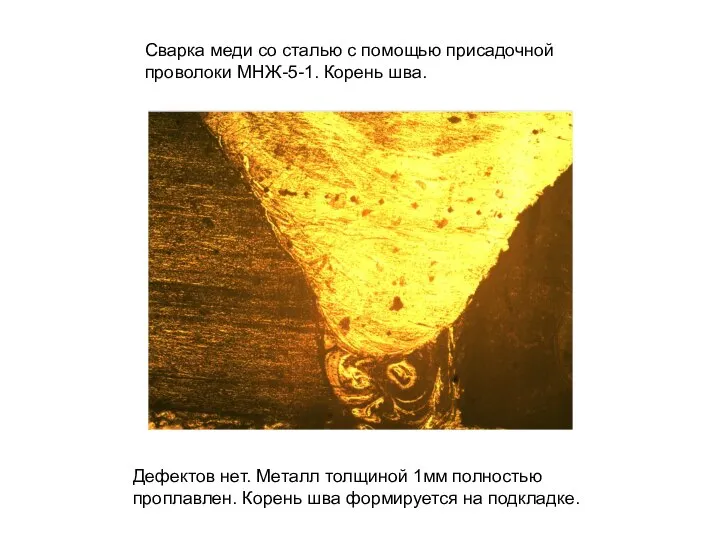
- 6. Сварка меди со сталью с помощью присадочной проволоки МНЖ-5-1. Корень шва. Дефектов нет. Металл толщиной 1мм
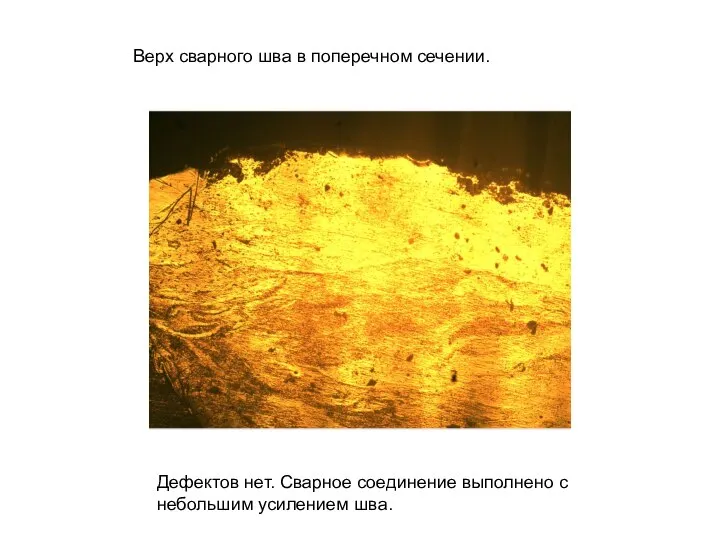
- 7. Верх сварного шва в поперечном сечении. Дефектов нет. Сварное соединение выполнено с небольшим усилением шва.
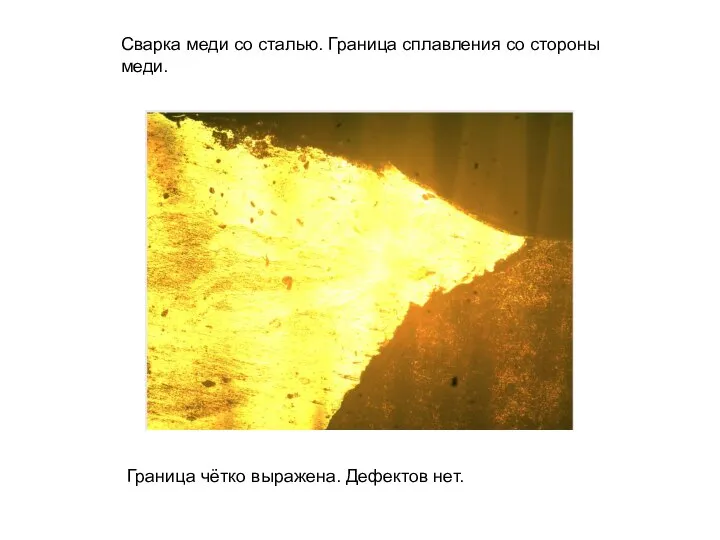
- 8. Сварка меди со сталью. Граница сплавления со стороны меди. Граница чётко выражена. Дефектов нет.
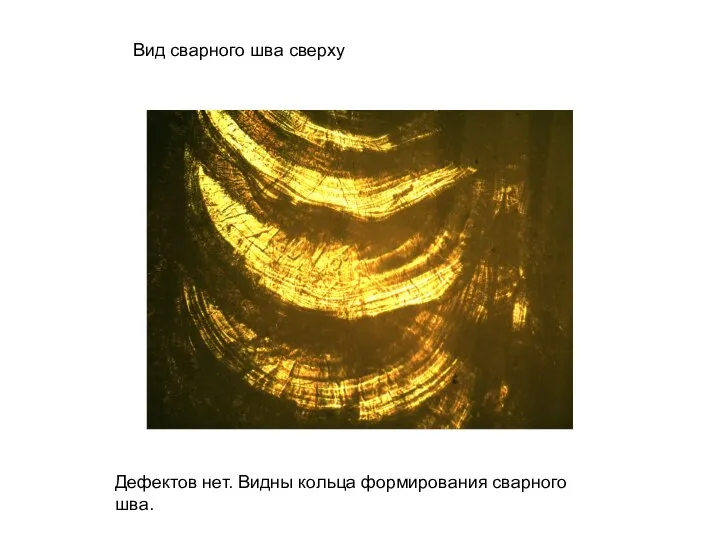
- 9. Вид сварного шва сверху Дефектов нет. Видны кольца формирования сварного шва.
- 10. Выводы: Аргонодуговая сварка Обеспечено полное проплавление металла. Сварное соединение выполнено с небольшим усилением шва. Дефектов нет.
- 11. Сварной шов меди со сталью, выполненный лазерной сваркой Обеспечено неполное проплавление металла. Сварной шов в поперечном
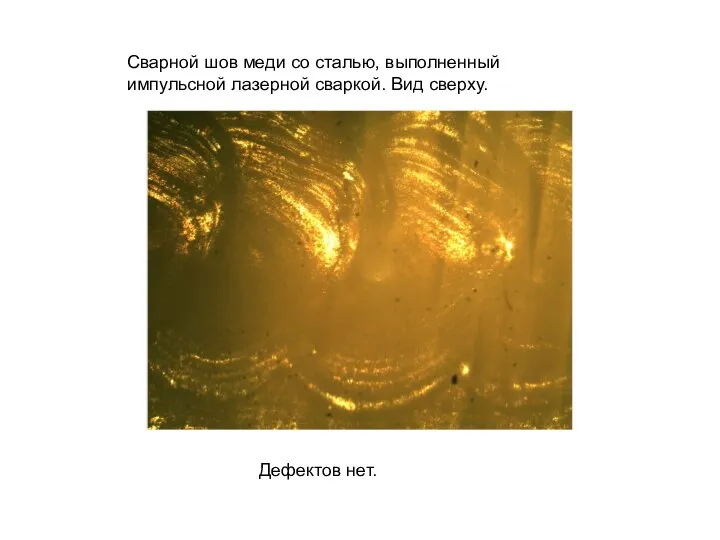
- 12. Сварной шов меди со сталью, выполненный импульсной лазерной сваркой. Вид сверху. Дефектов нет.
- 14. Скачать презентацию
Слайд 5Сварка меди со сталью. Граница сплавления со стороны стали.
Граница чётко выражена. Дефектов
Сварка меди со сталью. Граница сплавления со стороны стали.
Граница чётко выражена. Дефектов

Слайд 6Сварка меди со сталью с помощью присадочной проволоки МНЖ-5-1. Корень шва.
Дефектов нет.
Сварка меди со сталью с помощью присадочной проволоки МНЖ-5-1. Корень шва.
Дефектов нет.
Слайд 7Верх сварного шва в поперечном сечении.
Дефектов нет. Сварное соединение выполнено с небольшим
Верх сварного шва в поперечном сечении.
Дефектов нет. Сварное соединение выполнено с небольшим
Слайд 8Сварка меди со сталью. Граница сплавления со стороны меди.
Граница чётко выражена. Дефектов
Сварка меди со сталью. Граница сплавления со стороны меди.
Граница чётко выражена. Дефектов
Слайд 9Вид сварного шва сверху
Дефектов нет. Видны кольца формирования сварного шва.
Вид сварного шва сверху
Дефектов нет. Видны кольца формирования сварного шва.
Слайд 10Выводы: Аргонодуговая сварка
Обеспечено полное проплавление металла. Сварное соединение выполнено с небольшим усилением
Выводы: Аргонодуговая сварка
Обеспечено полное проплавление металла. Сварное соединение выполнено с небольшим усилением
Слайд 11Сварной шов меди со сталью, выполненный лазерной сваркой
Обеспечено неполное проплавление металла. Сварной
Сварной шов меди со сталью, выполненный лазерной сваркой
Обеспечено неполное проплавление металла. Сварной

Слайд 12Сварной шов меди со сталью, выполненный импульсной лазерной сваркой. Вид сверху.
Дефектов нет.
Сварной шов меди со сталью, выполненный импульсной лазерной сваркой. Вид сверху.
Дефектов нет.
 А. Фет Тополь
А. Фет Тополь Дистанционное обучение (ДО) Выбор технологии обучения
Дистанционное обучение (ДО) Выбор технологии обучения Рынок транспортных услуг
Рынок транспортных услуг Национальная идея: насущная реальность или утопия
Национальная идея: насущная реальность или утопия Презентация на тему Сложные таблицы 7 класс
Презентация на тему Сложные таблицы 7 класс Вакцины от ВПЧ. Конкурентная борьба и стратегия работы врача женской консультации.Нужна ли нам государственная программа вакцина
Вакцины от ВПЧ. Конкурентная борьба и стратегия работы врача женской консультации.Нужна ли нам государственная программа вакцина Прикладные модели инновационного проектирования и предпринимательства в профессиональной сфере
Прикладные модели инновационного проектирования и предпринимательства в профессиональной сфере Демонстрационное занятие «В союзе звуков, дум и чувств»
Демонстрационное занятие «В союзе звуков, дум и чувств» Задания по предмету Рисунок
Задания по предмету Рисунок Проект строительства малой ГЭС в Республике Карелия
Проект строительства малой ГЭС в Республике Карелия Исполнительная власть
Исполнительная власть Арктур – гончий пёс
Арктур – гончий пёс Освобождение города Калинина
Освобождение города Калинина Повторение обособленных согласованных определений
Повторение обособленных согласованных определений Теория фильтров А. Керкгоффа и К. Дэвиса
Теория фильтров А. Керкгоффа и К. Дэвиса Управление средой печати с помощью HP
Управление средой печати с помощью HP Муниципальное образовательное учреждение для детей дошкольного и младшего школьного возраста «Начальная школа – детский сад с.
Муниципальное образовательное учреждение для детей дошкольного и младшего школьного возраста «Начальная школа – детский сад с. Дорогие наши мамы, мы поздравляем вас с праздником!
Дорогие наши мамы, мы поздравляем вас с праздником! Юниоры
Юниоры Кот в сапогах
Кот в сапогах Application Stepsfor Students
Application Stepsfor Students Спортсмены Самарской области
Спортсмены Самарской области 1С:Бухгалтерия 8 повышение доступности новых технологий
1С:Бухгалтерия 8 повышение доступности новых технологий Олимпийский чемпион. Алина Загитова
Олимпийский чемпион. Алина Загитова Who is Maui
Who is Maui  ЭЛЕКТРОМАГНИТНАЯ СОВМЕСТИМОСТЬ
ЭЛЕКТРОМАГНИТНАЯ СОВМЕСТИМОСТЬ Mezhdunarodnoe_znachenie_russkogo_yazyka
Mezhdunarodnoe_znachenie_russkogo_yazyka Парусные лодки на реке
Парусные лодки на реке