- Сварочные деформации

Содержание
- 2. Изменение формы и размеров твердого тела под влиянием внешнего усилия называется деформацией Если форма тела восстанавливается
- 3. Размеры деформации определяются величиной приложенного усилия. Чем больше усилие, тем больше вызываемая им деформация. О величине
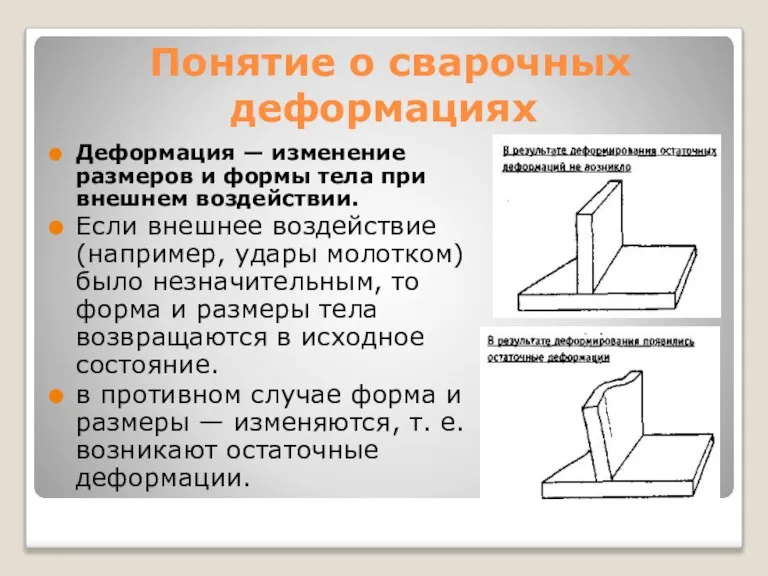
- 4. Понятие о сварочных деформациях Деформация — изменение размеров и формы тела при внешнем воздействии. Если внешнее
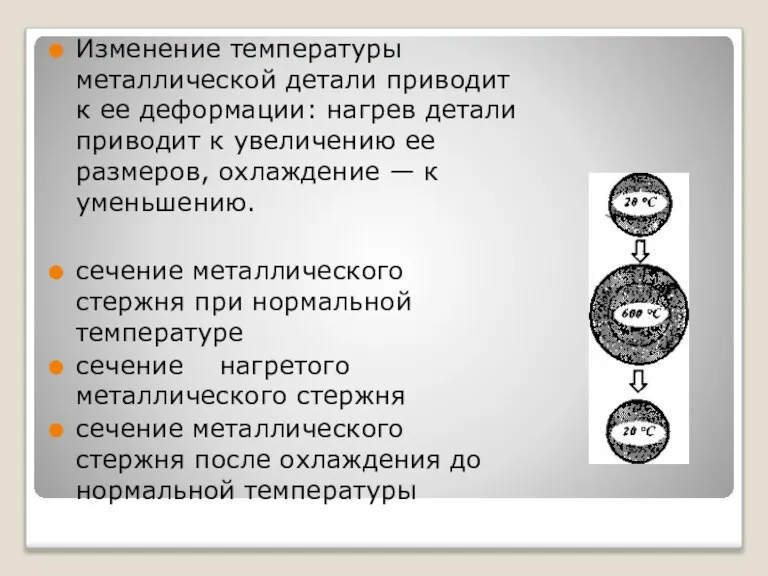
- 5. Изменение температуры металлической детали приводит к ее деформации: нагрев детали приводит к увеличению ее размеров, охлаждение
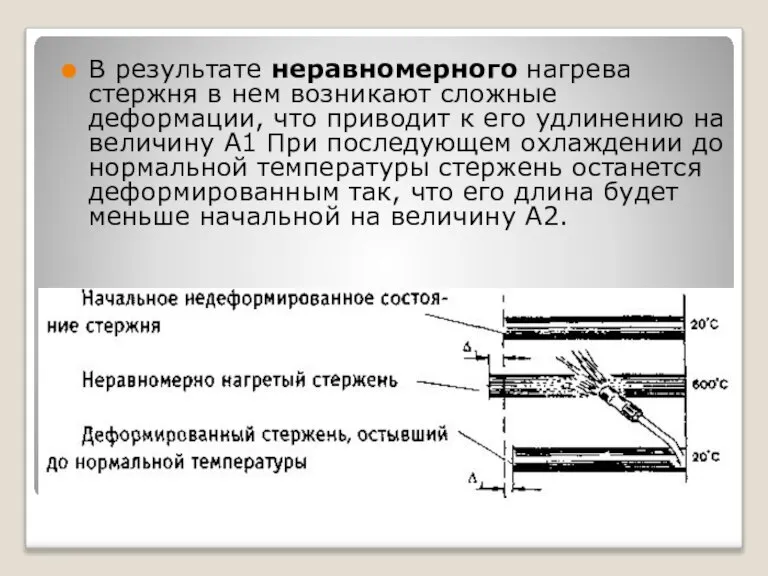
- 6. В результате неравномерного нагрева стержня в нем возникают сложные деформации, что приводит к его удлинению на
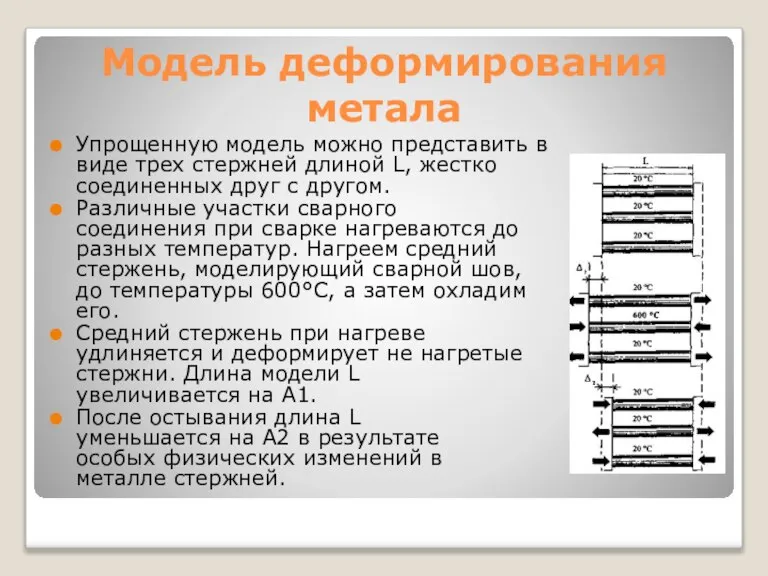
- 7. Модель деформирования метала Упрощенную модель можно представить в виде трех стержней длиной L, жестко соединенных друг
- 8. Металл сварного шва и околошовной зоны в процессе сварки и после остывания до нормальной температуры деформируется
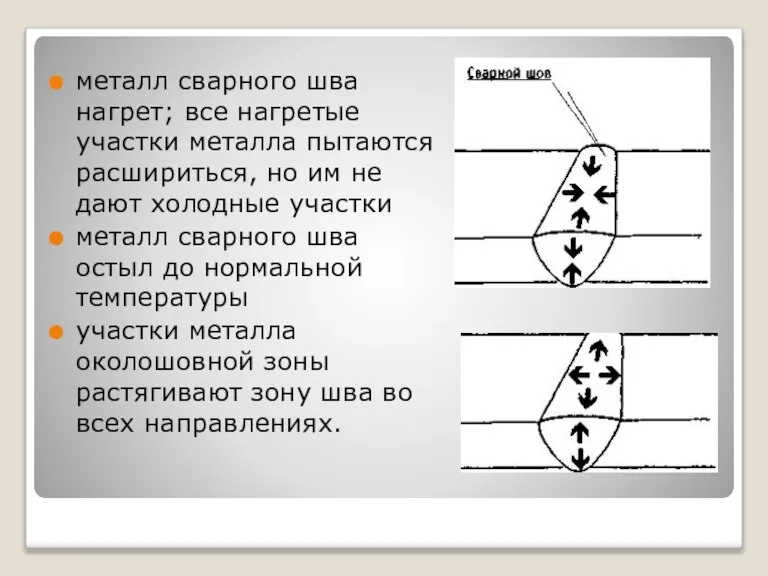
- 9. металл сварного шва нагрет; все нагретые участки металла пытаются расшириться, но им не дают холодные участки
- 10. Деформации сварных конструкции в процессе и по окончании сварки В процессе и по окончании сварки всегда
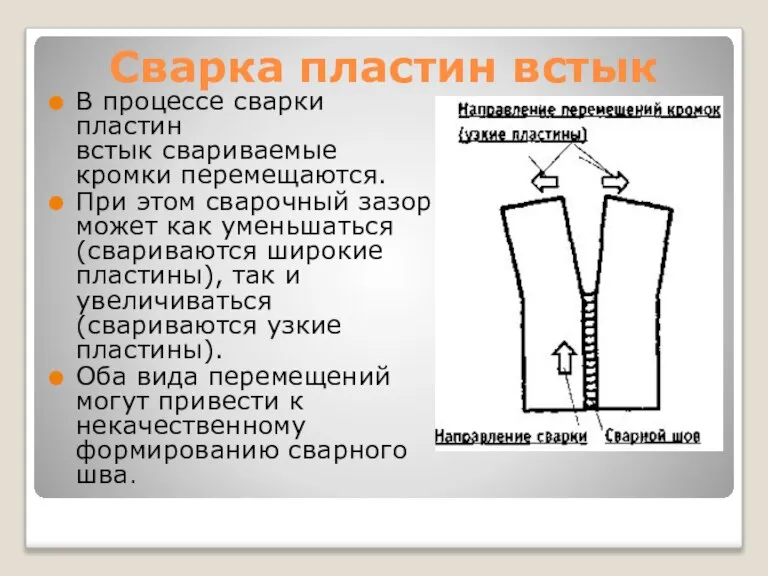
- 11. Сварка пластин встык В процессе сварки пластин встык свариваемые кромки перемещаются. При этом сварочный зазор может
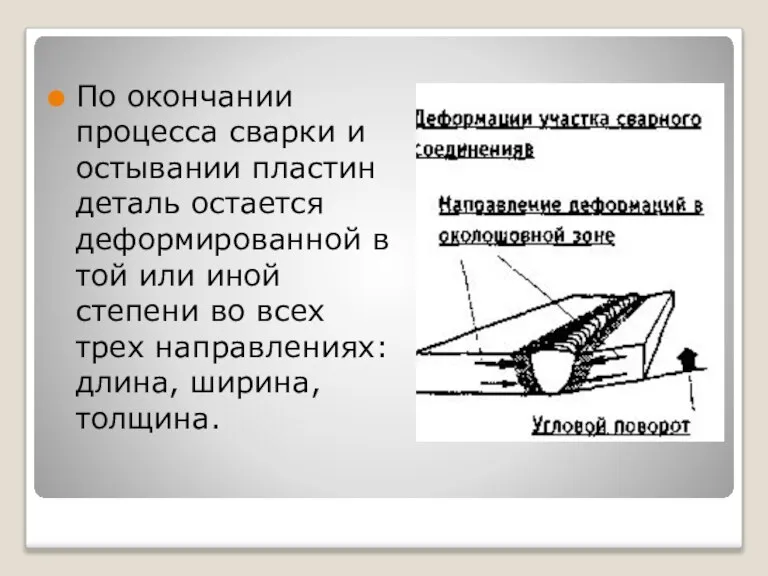
- 12. По окончании процесса сварки и остывании пластин деталь остается деформированной в той или иной степени во
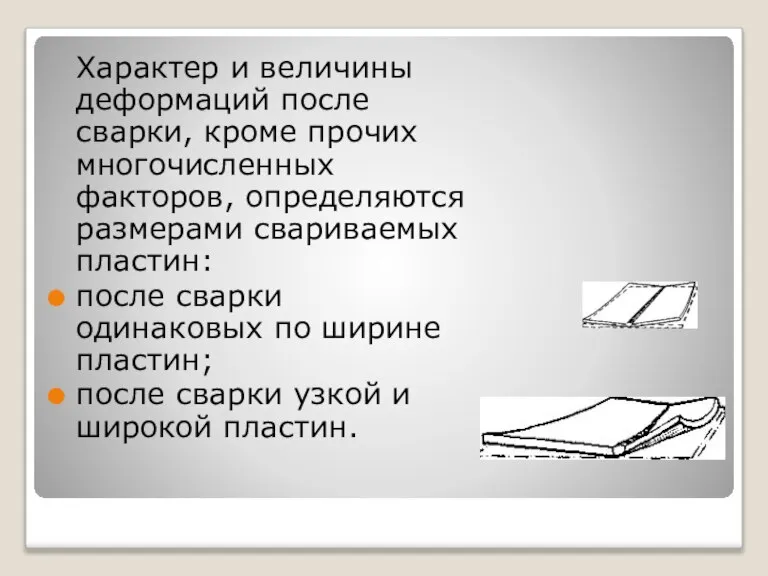
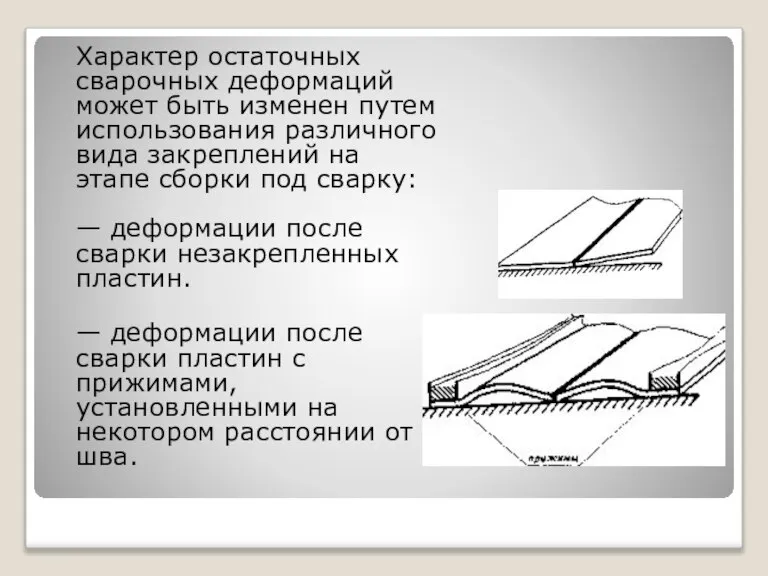
- 13. Характер и величины деформаций после сварки, кроме прочих многочисленных факторов, определяются размерами свариваемых пластин: после сварки
- 14. Характер остаточных сварочных деформаций может быть изменен путем использования различного вида закреплений на этапе сборки под
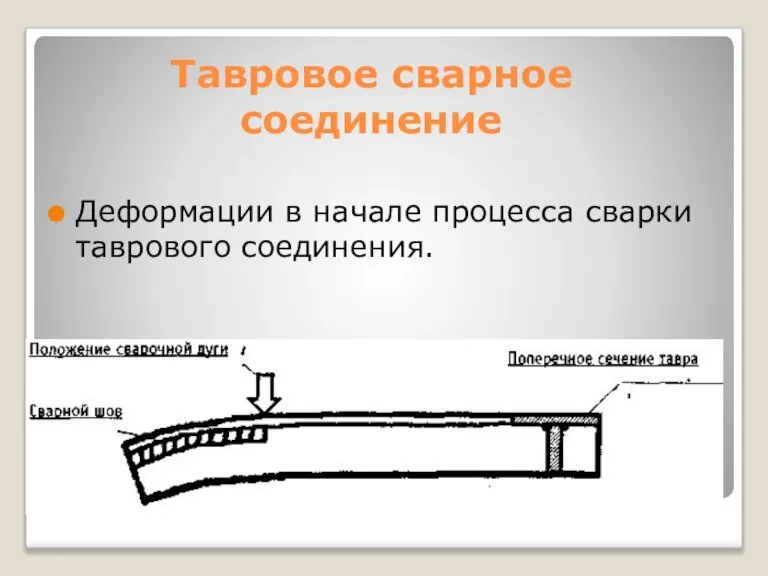
- 15. Тавровое сварное соединение Деформации в начале процесса сварки таврового соединения.
- 16. Деформации в конце процесса сварки таврового соединения.
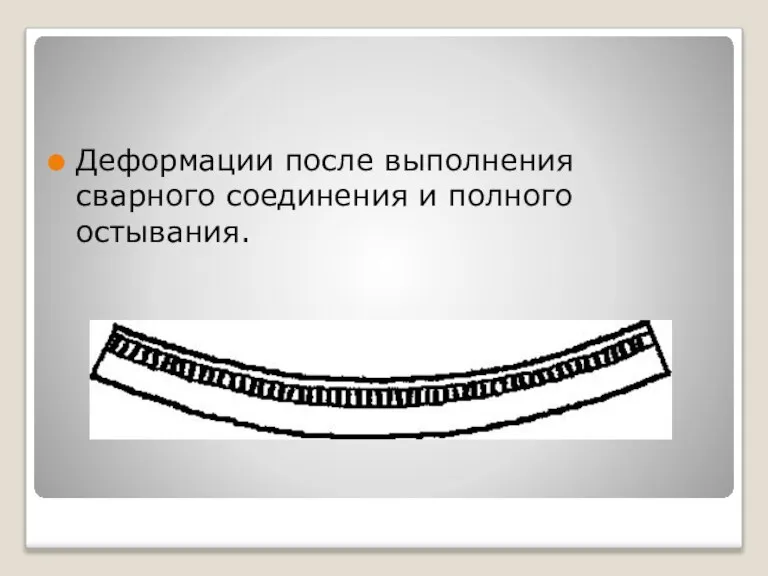
- 17. Деформации после выполнения сварного соединения и полного остывания.
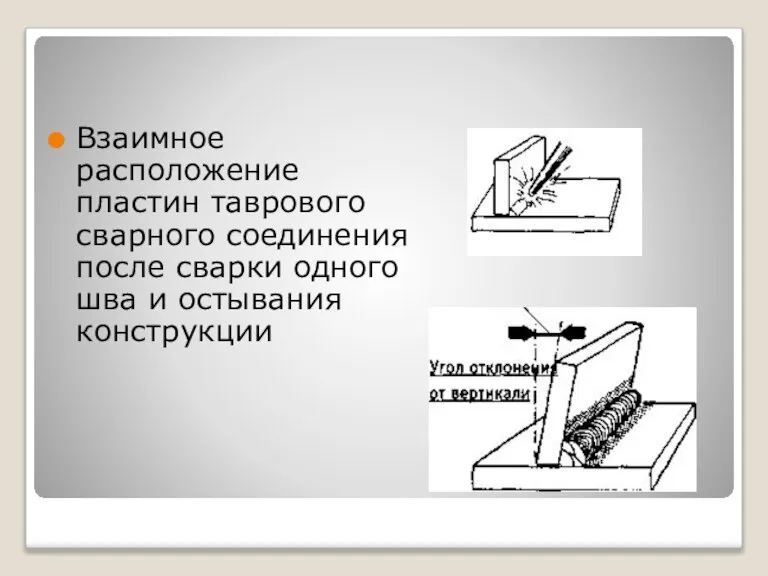
- 18. Взаимное расположение пластин таврового сварного соединения после сварки одного шва и остывания конструкции
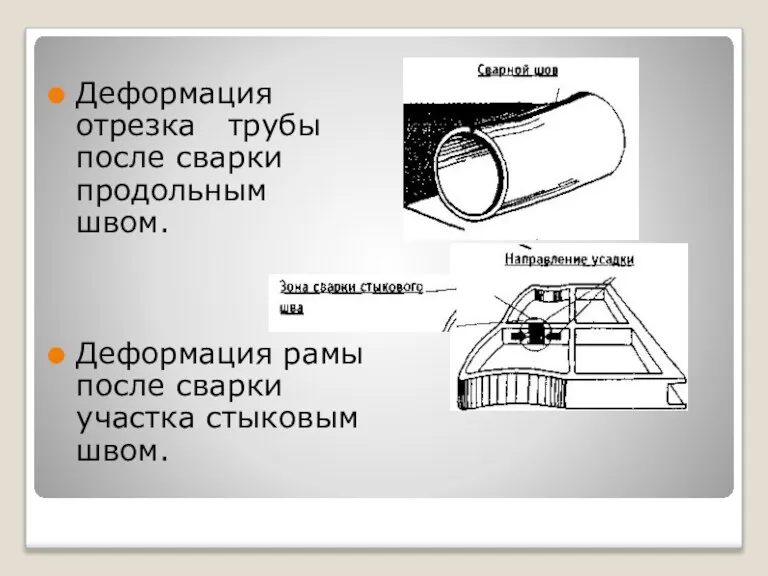
- 19. Деформация отрезка трубы после сварки продольным швом. Деформация рамы после сварки участка стыковым швом.
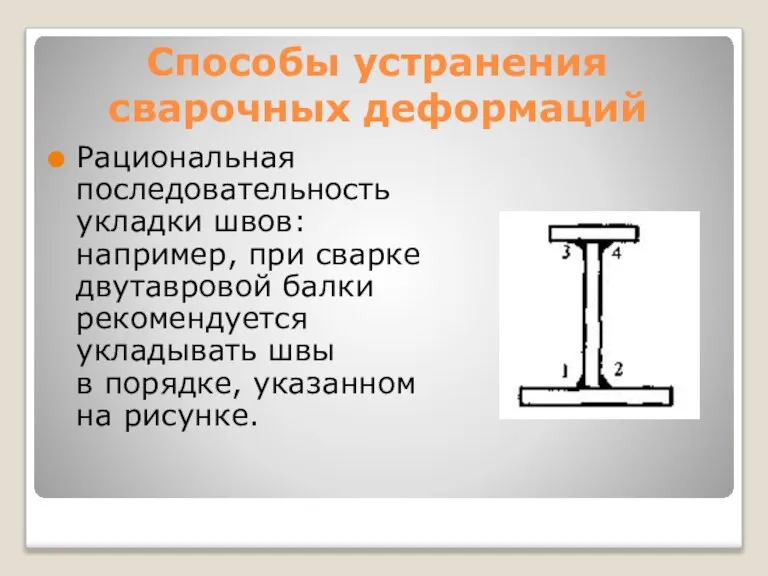
- 20. Способы устранения сварочных деформаций Рациональная последовательность укладки швов: например, при сварке двутавровой балки рекомендуется укладывать швы
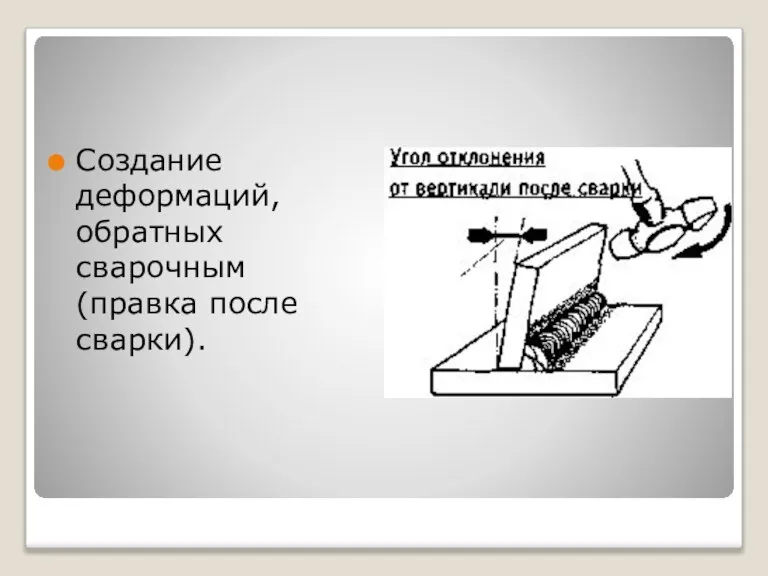
- 21. Создание деформаций, обратных сварочным (правка после сварки).
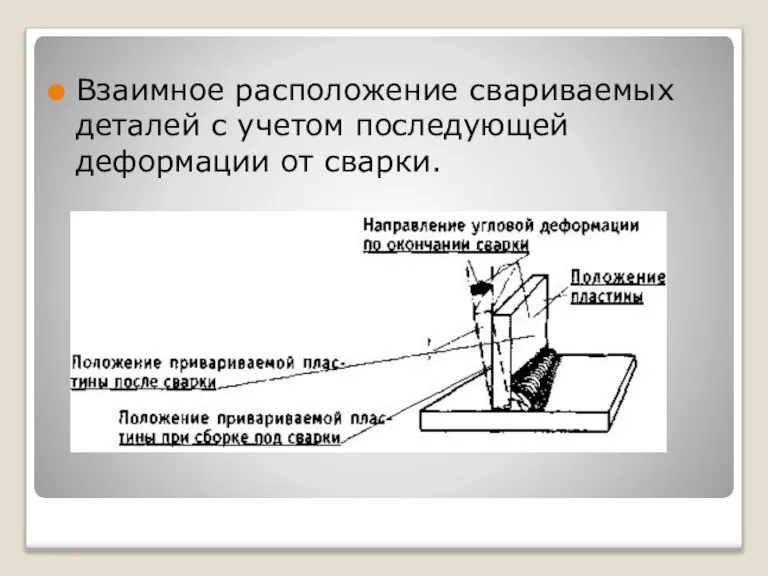
- 22. Взаимное расположение свариваемых деталей с учетом последующей деформации от сварки.
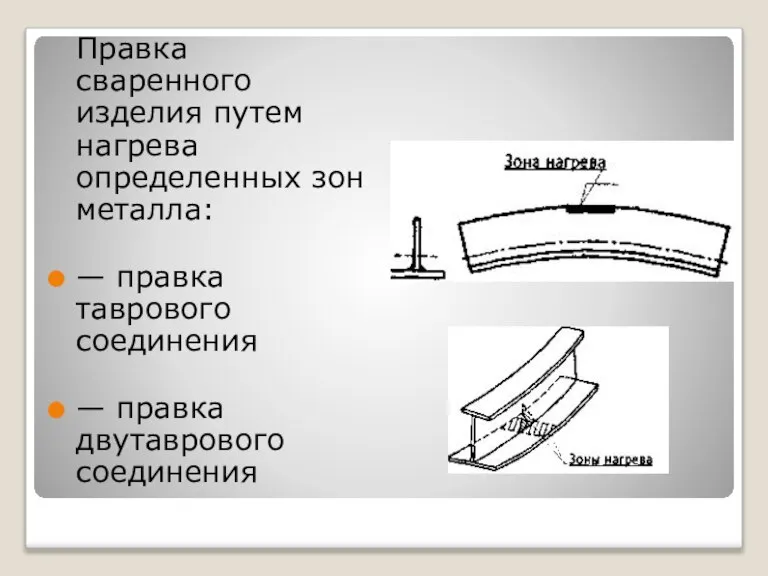
- 23. Правка сваренного изделия путем нагрева определенных зон металла: — правка таврового соединения — правка двутаврового соединения
- 24. Контрольные вопросы 1. Деформация — это: а) изменение размеров и формы тела при внешнем воздействии; б)
- 25. 2.Как изменяются размеры детали при нагреве? а) Размеры детали увеличиваются. б) Размеры детали уменьшаются. в) Размеры
- 26. 4. В каком состоянии находится металл сварного шва после сварки и полного остывания? а) Металл сварного
- 27. 6. Как изменяется величина сварочного зазора при сварке широких пластин встык? а) Зазор увеличивается. б) Зазор
- 28. 8. Каким способом можно уменьшить сварочные деформации при сварке пластин встык? а) Путем правильного выбора взаимного
- 30. Скачать презентацию
Слайд 3Размеры деформации определяются величиной приложенного усилия. Чем больше усилие, тем больше вызываемая
Размеры деформации определяются величиной приложенного усилия. Чем больше усилие, тем больше вызываемая
Слайд 4
Понятие о сварочных деформациях
Деформация — изменение размеров и формы тела при
Понятие о сварочных деформациях
Деформация — изменение размеров и формы тела при
Слайд 5Изменение температуры металлической детали приводит к ее деформации: нагрев детали приводит к
Изменение температуры металлической детали приводит к ее деформации: нагрев детали приводит к
Слайд 6В результате неравномерного нагрева стержня в нем возникают сложные деформации, что приводит
В результате неравномерного нагрева стержня в нем возникают сложные деформации, что приводит
Слайд 7Модель деформирования метала
Упрощенную модель можно представить в виде трех стержней длиной L,
Модель деформирования метала
Упрощенную модель можно представить в виде трех стержней длиной L,
Слайд 8Металл сварного шва и околошовной зоны в процессе сварки и после остывания
Металл сварного шва и околошовной зоны в процессе сварки и после остывания
Слайд 9металл сварного шва нагрет; все нагретые участки металла пытаются расшириться, но им
металл сварного шва нагрет; все нагретые участки металла пытаются расшириться, но им
Слайд 10Деформации сварных конструкции в процессе
и по окончании сварки
В процессе и по окончании
Деформации сварных конструкции в процессе
и по окончании сварки
В процессе и по окончании
Слайд 11Сварка пластин встык
В процессе сварки пластин
встык свариваемые кромки перемещаются.
При этом сварочный зазор
Сварка пластин встык
В процессе сварки пластин
встык свариваемые кромки перемещаются.
При этом сварочный зазор
Слайд 12По окончании процесса сварки и остывании пластин деталь остается деформированной в той
По окончании процесса сварки и остывании пластин деталь остается деформированной в той
Слайд 13 Характер и величины деформаций после сварки, кроме прочих многочисленных факторов, определяются размерами
Характер и величины деформаций после сварки, кроме прочих многочисленных факторов, определяются размерами
Слайд 14 Характер остаточных сварочных деформаций может быть изменен путем использования различного вида закреплений
Характер остаточных сварочных деформаций может быть изменен путем использования различного вида закреплений
Слайд 15Тавровое сварное соединение
Деформации в начале процесса сварки таврового соединения.
Тавровое сварное соединение
Деформации в начале процесса сварки таврового соединения.
Слайд 16Деформации в конце процесса сварки таврового соединения.
Деформации в конце процесса сварки таврового соединения.

Слайд 17Деформации после выполнения сварного соединения и полного остывания.
Деформации после выполнения сварного соединения и полного остывания.
Слайд 18Взаимное расположение
пластин таврового сварного соединения после сварки одного
шва и остывания конструкции
Взаимное расположение
пластин таврового сварного соединения после сварки одного
шва и остывания конструкции
Слайд 19Деформация отрезка трубы
после сварки продольным швом.
Деформация рамы после сварки участка стыковым швом.
Деформация отрезка трубы
после сварки продольным швом.
Деформация рамы после сварки участка стыковым швом.
Слайд 20Способы устранения сварочных деформаций
Рациональная последовательность укладки швов: например, при сварке двутавровой балки
Способы устранения сварочных деформаций
Рациональная последовательность укладки швов: например, при сварке двутавровой балки
Слайд 21Создание деформаций, обратных сварочным (правка после сварки).
Создание деформаций, обратных сварочным (правка после сварки).
Слайд 22Взаимное расположение свариваемых деталей с учетом последующей деформации от сварки.
Взаимное расположение свариваемых деталей с учетом последующей деформации от сварки.
Слайд 23 Правка сваренного изделия путем нагрева определенных зон металла:
— правка таврового соединения
— правка
Правка сваренного изделия путем нагрева определенных зон металла:
— правка таврового соединения
— правка
Слайд 24Контрольные вопросы
1. Деформация — это:
а) изменение размеров и формы тела при внешнем воздействии;
б) изменение
Контрольные вопросы
1. Деформация — это:
а) изменение размеров и формы тела при внешнем воздействии;
б) изменение
Слайд 25 2.Как изменяются размеры детали при нагреве?
а) Размеры детали увеличиваются.
б) Размеры детали уменьшаются.
в) Размеры детали не
2.Как изменяются размеры детали при нагреве?
а) Размеры детали увеличиваются.
б) Размеры детали уменьшаются.
в) Размеры детали не
Слайд 26 4. В каком состоянии находится металл сварного шва
после сварки и полного остывания?
а) Металл сварного
4. В каком состоянии находится металл сварного шва
после сварки и полного остывания?
а) Металл сварного
Слайд 27 6. Как изменяется величина сварочного зазора при сварке широких пластин встык?
а) Зазор увеличивается.
б) Зазор уменьшается.
в) Зазор
6. Как изменяется величина сварочного зазора при сварке широких пластин встык?
а) Зазор увеличивается.
б) Зазор уменьшается.
в) Зазор
Слайд 28 8. Каким способом можно уменьшить сварочные деформации при сварке пластин встык?
а) Путем правильного выбора
8. Каким способом можно уменьшить сварочные деформации при сварке пластин встык?
а) Путем правильного выбора
 Презентация на тему Менингит
Презентация на тему Менингит  Степные растения
Степные растения «Маркетинг Революшен»
«Маркетинг Революшен» Техника: гармонизация образа мира и себя
Техника: гармонизация образа мира и себя ИНФЕКЦИОННЫЙ ЭНДОКАРДИТ: ЭхоКГ-диагностика
ИНФЕКЦИОННЫЙ ЭНДОКАРДИТ: ЭхоКГ-диагностика Правила, которые следует помнить студенту
Правила, которые следует помнить студенту Black dream. Сервис привлечения клиентов и увеличения продаж в социальных сетях
Black dream. Сервис привлечения клиентов и увеличения продаж в социальных сетях Общая классификация сталей
Общая классификация сталей Презентация "Учимся рисовать пейзаж"
Презентация "Учимся рисовать пейзаж" Новогодний квиз
Новогодний квиз Исследовательская работа на уроках математики
Исследовательская работа на уроках математики Гимнастика. Виды
Гимнастика. Виды 5 class
5 class День здоровья
День здоровья Первые киевские князья
Первые киевские князья Тайны Аркаима
Тайны Аркаима 3-4
3-4 Психодидактиктический подход при организации внеурочной деятельности через виртуальную творческую лабораторию
Психодидактиктический подход при организации внеурочной деятельности через виртуальную творческую лабораторию Христианская философия: общие идеи
Христианская философия: общие идеи Практика1-введение (2)
Практика1-введение (2) Презентация на тему Отряд Насекомоядные
Презентация на тему Отряд Насекомоядные Баймаханов_О_Д_3_Лекция,_Расчет_режимов
Баймаханов_О_Д_3_Лекция,_Расчет_режимов Русские народные свадебные костюмы
Русские народные свадебные костюмы Отчет о прохождении производственной педагогической практики на базе МБУДО Краснотурьинская ДХШ
Отчет о прохождении производственной педагогической практики на базе МБУДО Краснотурьинская ДХШ Аббос Нурлаев07.06.1993-18.05.2012
Аббос Нурлаев07.06.1993-18.05.2012 Азбука живой материи Белки
Азбука живой материи Белки МУНИЦИПАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕУЧРЕЖДЕНИЕ ДОПОЛНИТЕЛЬНОГО ОБРАЗОВАНИЯ ДЕТЕЙ СТАНЦИЯ ДЕТСКОГО И ЮНОШЕСКОГО ТУРИЗМА И ЭКСКУРСИЙ «
МУНИЦИПАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕУЧРЕЖДЕНИЕ ДОПОЛНИТЕЛЬНОГО ОБРАЗОВАНИЯ ДЕТЕЙ СТАНЦИЯ ДЕТСКОГО И ЮНОШЕСКОГО ТУРИЗМА И ЭКСКУРСИЙ « Православный приход храма во имя святого праведного Иова многострадального
Православный приход храма во имя святого праведного Иова многострадального