- Технологическая и инструментальная оснастка для станков с ЧПУ и ГПС

Содержание
- 2. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА ДЛЯ СТАНКОВ С ЧПУ И ГПС ВОПРОСЫ: 1. БАЗИРОВАНИЕ ЗАГОТОВОК В ПРИСПОСОБЛЕНИЯХ;
- 3. При базировании заготовок типа тел вращения в качестве двойных опорных или двойных направляющих базовых поверхностей принимаются
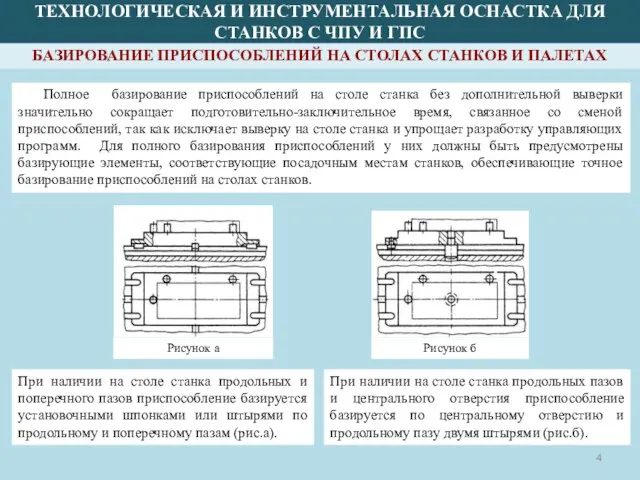
- 4. БАЗИРОВАНИЕ ПРИСПОСОБЛЕНИЙ НА СТОЛАХ СТАНКОВ И ПАЛЕТАХ Полное базирование приспособлений на столе станка без дополнительной выверки
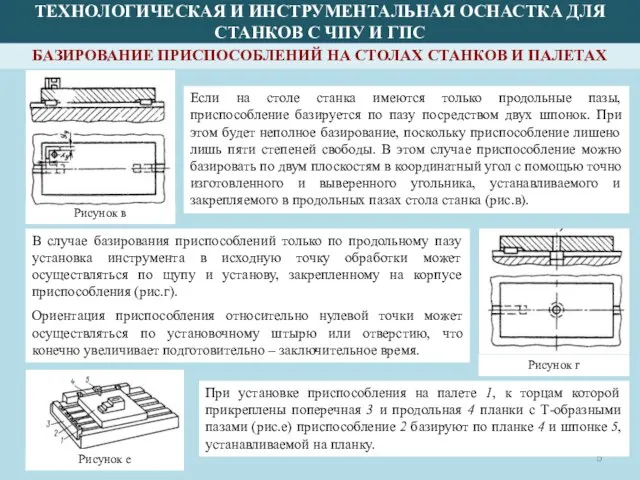
- 5. Рисунок в БАЗИРОВАНИЕ ПРИСПОСОБЛЕНИЙ НА СТОЛАХ СТАНКОВ И ПАЛЕТАХ Если на столе станка имеются только продольные
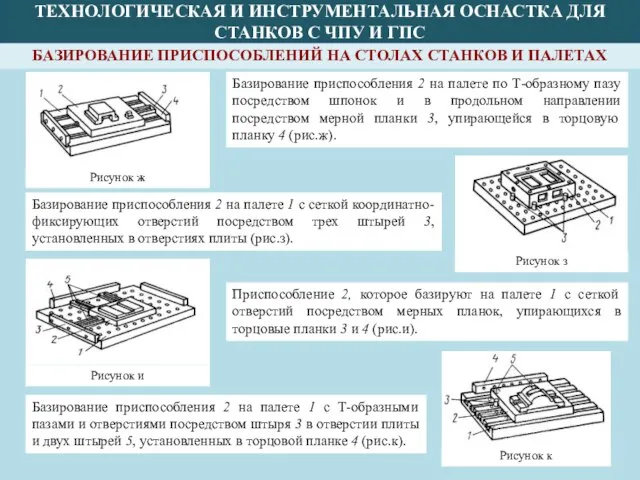
- 6. БАЗИРОВАНИЕ ПРИСПОСОБЛЕНИЙ НА СТОЛАХ СТАНКОВ И ПАЛЕТАХ Базирование приспособления 2 на палете по Т-образному пазу посредством
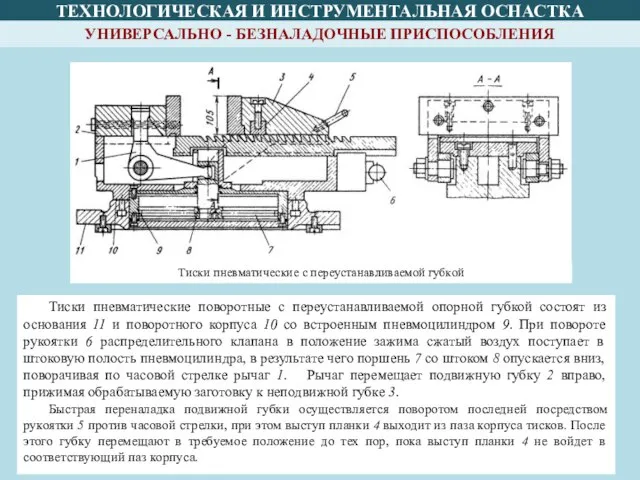
- 7. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА БАЗИРОВАНИЕ ПРИСПОСОБЛЕНИЙ НА СТОЛАХ СТАНКОВ И ПАЛЕТАХ УНИВЕРСАЛЬНО - БЕЗНАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ Тиски
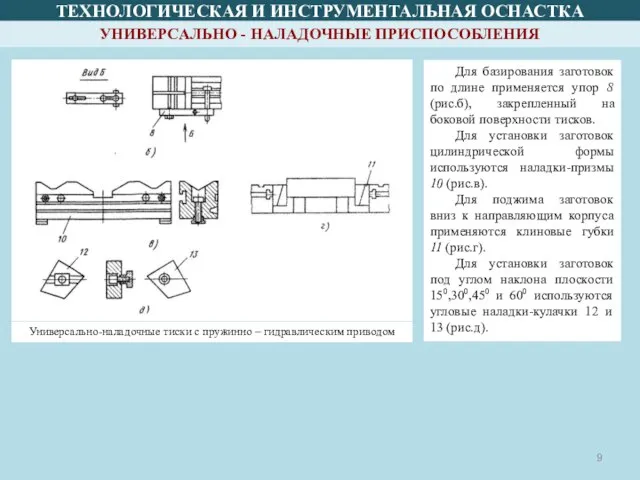
- 8. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ Универсально-наладочные тиски с пружинно – гидравлическим приводом Обрабатываемые
- 9. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ Универсально-наладочные тиски с пружинно – гидравлическим приводом Для
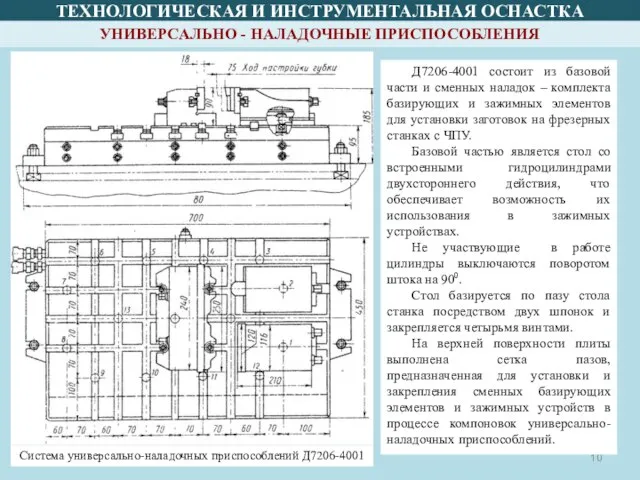
- 10. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ Система универсально-наладочных приспособлений Д7206-4001 Д7206-4001 состоит из базовой
- 11. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ Система универсально-наладочных приспособлений Д7206-4006 Система универсально-наладочных приспособлений для
- 12. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ Система универсально-наладочных приспособлений ГПТИ. Приспособления состоят из базовой
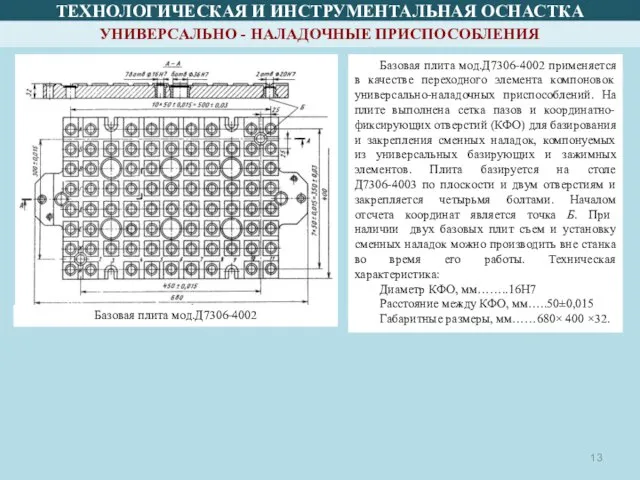
- 13. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА Базовая плита мод.Д7306-4002 Базовая плита мод.Д7306-4002 применяется в качестве переходного элемента компоновок
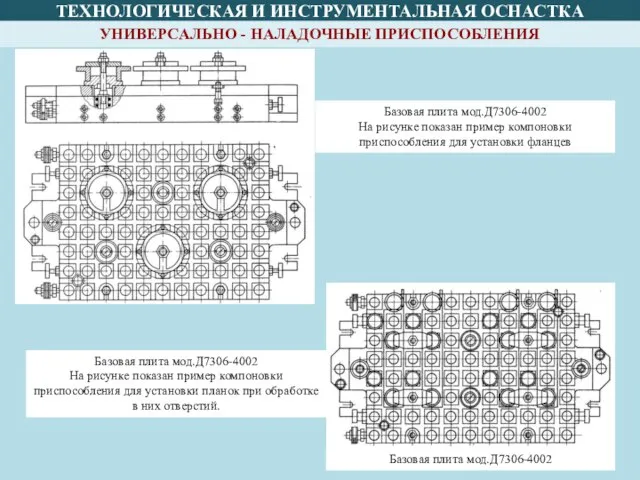
- 14. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА Базовая плита мод.Д7306-4002 На рисунке показан пример компоновки приспособления для установки фланцев
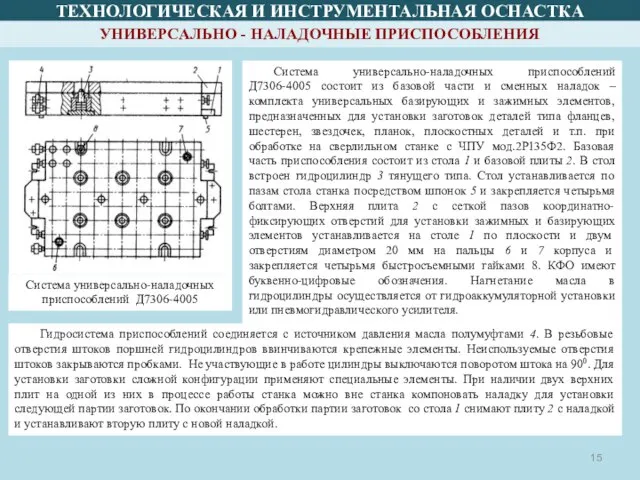
- 15. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА Система универсально-наладочных приспособлений Д7306-4005 Система универсально-наладочных приспособлений Д7306-4005 состоит из базовой части
- 16. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА Система универсально-наладочных приспособлений Д7306-4005 Система универсально-наладочных приспособлений Д7306-4005. Техническая характеристика: Размеры базовой
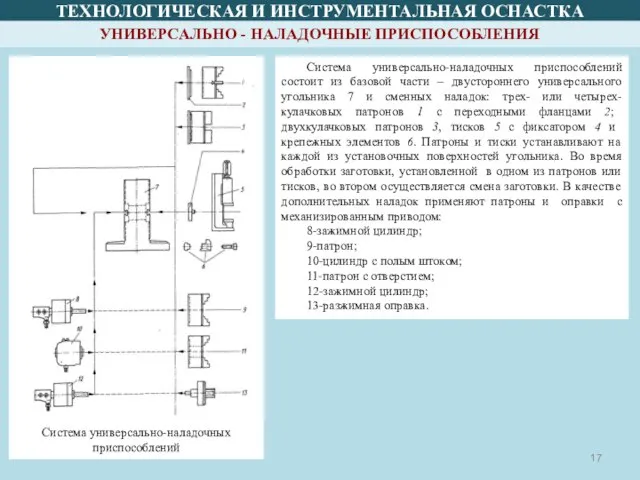
- 17. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ Система универсально-наладочных приспособлений Система универсально-наладочных приспособлений состоит из
- 18. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА СПЕЦИАЛИЗИРОВАННЫЕ НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ Специализированные наладочные приспособления предназначены для установки заготовок родственных по
- 19. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА УНИВЕРСАЛЬНО - СБОРНЫЕ ПРИСПОСОБЛЕНИЯ Система механизированных универсально-сборных приспособлений (УСПМ-ЧПУ) выпускается двух видов:
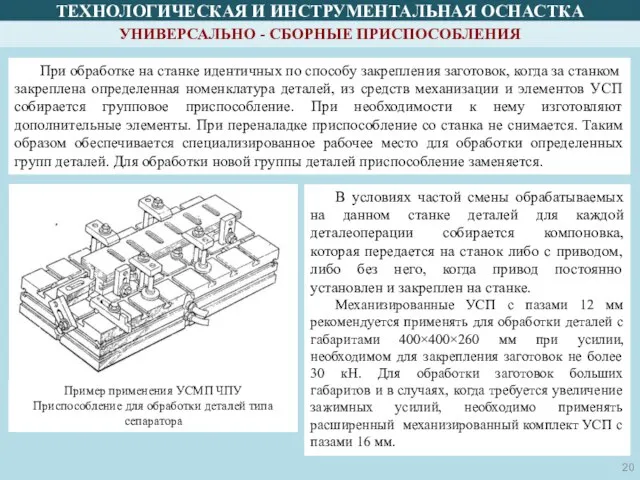
- 20. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА УНИВЕРСАЛЬНО - СБОРНЫЕ ПРИСПОСОБЛЕНИЯ При обработке на станке идентичных по способу закрепления
- 21. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА УНИВЕРСАЛЬНО - СБОРНЫЕ ПРИСПОСОБЛЕНИЯ По конструктивным данным и назначению детали и сборочные
- 22. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА Установочные детали и сборочные единицы (упоры регулируемые, угольники, установы, переходные шпонки, вкладыши)
- 23. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА СБОРНО-РАЗБОРНЫЕ ПРИСПОСОБЛЕНИЯ Система СРП-ЧПУ предназначена для установки различных по конфигурации заготовок при
- 24. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА СБОРНО-РАЗБОРНЫЕ ПРИСПОСОБЛЕНИЯ Комплект элементов СРП-ЧПУ обеспечивает механизированное закрепление заготовок. Для этого служат
- 25. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА СБОРНО-РАЗБОРНЫЕ ПРИСПОСОБЛЕНИЯ Гидрофицированные зажимные элементы работают при давлении масла 10 МПа. В
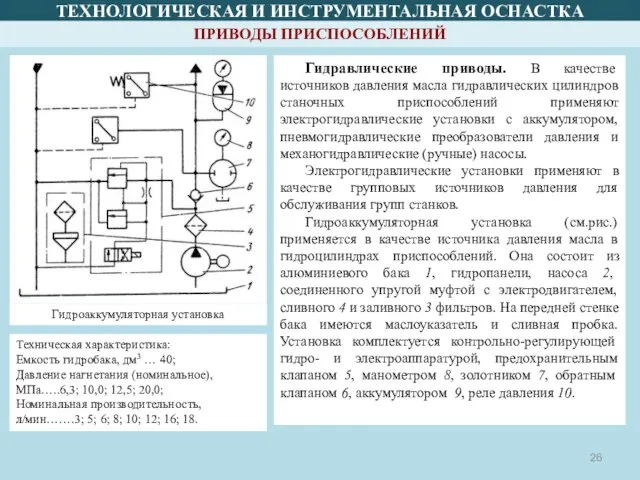
- 26. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА ПРИВОДЫ ПРИСПОСОБЛЕНИЙ Гидроаккумуляторная установка Гидравлические приводы. В качестве источников давления масла гидравлических
- 27. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА ПРИВОДЫ ПРИСПОСОБЛЕНИЙ Пневмогидравлические преобразователи давления применяют в качестве источников давления масла цилиндров
- 28. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА ПРИВОДЫ ПРИСПОСОБЛЕНИЙ Пневмогидравлический преобразователь давления Под действием давления сжатого воздуха масло из
- 29. ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА ПРИВОДЫ ПРИСПОСОБЛЕНИЙ Пневмогидравлический преобразователь давления При переключении кранового пневмоаппарата в положение «Окончательный
- 31. Скачать презентацию
Слайд 3При базировании заготовок типа тел вращения в качестве двойных опорных или двойных
При базировании заготовок типа тел вращения в качестве двойных опорных или двойных
Слайд 4БАЗИРОВАНИЕ ПРИСПОСОБЛЕНИЙ НА СТОЛАХ СТАНКОВ И ПАЛЕТАХ
Полное базирование приспособлений на столе станка
БАЗИРОВАНИЕ ПРИСПОСОБЛЕНИЙ НА СТОЛАХ СТАНКОВ И ПАЛЕТАХ
Полное базирование приспособлений на столе станка
Слайд 5Рисунок в
БАЗИРОВАНИЕ ПРИСПОСОБЛЕНИЙ НА СТОЛАХ СТАНКОВ И ПАЛЕТАХ
Если на столе станка имеются
Рисунок в
БАЗИРОВАНИЕ ПРИСПОСОБЛЕНИЙ НА СТОЛАХ СТАНКОВ И ПАЛЕТАХ
Если на столе станка имеются
Слайд 6БАЗИРОВАНИЕ ПРИСПОСОБЛЕНИЙ НА СТОЛАХ СТАНКОВ И ПАЛЕТАХ
Базирование приспособления 2 на палете по
БАЗИРОВАНИЕ ПРИСПОСОБЛЕНИЙ НА СТОЛАХ СТАНКОВ И ПАЛЕТАХ
Базирование приспособления 2 на палете по
Слайд 7ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
БАЗИРОВАНИЕ ПРИСПОСОБЛЕНИЙ НА СТОЛАХ СТАНКОВ И ПАЛЕТАХ
УНИВЕРСАЛЬНО - БЕЗНАЛАДОЧНЫЕ
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
БАЗИРОВАНИЕ ПРИСПОСОБЛЕНИЙ НА СТОЛАХ СТАНКОВ И ПАЛЕТАХ
УНИВЕРСАЛЬНО - БЕЗНАЛАДОЧНЫЕ
Слайд 8ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Универсально-наладочные тиски с пружинно –
гидравлическим приводом
Обрабатываемые
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Универсально-наладочные тиски с пружинно –
гидравлическим приводом
Обрабатываемые

Слайд 9ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Универсально-наладочные тиски с пружинно – гидравлическим
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Универсально-наладочные тиски с пружинно – гидравлическим
Слайд 10ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Система универсально-наладочных приспособлений Д7206-4001
Д7206-4001 состоит
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Система универсально-наладочных приспособлений Д7206-4001
Д7206-4001 состоит
Слайд 11ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Система универсально-наладочных приспособлений Д7206-4006
Система универсально-наладочных
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Система универсально-наладочных приспособлений Д7206-4006
Система универсально-наладочных

Слайд 12ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Система универсально-наладочных приспособлений ГПТИ. Приспособления состоят
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Система универсально-наладочных приспособлений ГПТИ. Приспособления состоят

Слайд 13ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
Базовая плита мод.Д7306-4002
Базовая плита мод.Д7306-4002 применяется в качестве переходного
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
Базовая плита мод.Д7306-4002
Базовая плита мод.Д7306-4002 применяется в качестве переходного
Слайд 14ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
Базовая плита мод.Д7306-4002
На рисунке показан пример компоновки приспособления для
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
Базовая плита мод.Д7306-4002
На рисунке показан пример компоновки приспособления для
Слайд 15ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
Система универсально-наладочных приспособлений Д7306-4005
Система универсально-наладочных приспособлений Д7306-4005 состоит из
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
Система универсально-наладочных приспособлений Д7306-4005
Система универсально-наладочных приспособлений Д7306-4005 состоит из
Слайд 16ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
Система универсально-наладочных приспособлений Д7306-4005
Система универсально-наладочных приспособлений Д7306-4005. Техническая характеристика:
Размеры
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
Система универсально-наладочных приспособлений Д7306-4005
Система универсально-наладочных приспособлений Д7306-4005. Техническая характеристика:
Размеры

Слайд 17ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Система универсально-наладочных приспособлений
Система универсально-наладочных приспособлений
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Система универсально-наладочных приспособлений
Система универсально-наладочных приспособлений
Слайд 18ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
СПЕЦИАЛИЗИРОВАННЫЕ НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Специализированные наладочные приспособления предназначены для установки заготовок
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
СПЕЦИАЛИЗИРОВАННЫЕ НАЛАДОЧНЫЕ ПРИСПОСОБЛЕНИЯ
Специализированные наладочные приспособления предназначены для установки заготовок
Слайд 19ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - СБОРНЫЕ ПРИСПОСОБЛЕНИЯ
Система механизированных универсально-сборных приспособлений (УСПМ-ЧПУ) выпускается
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - СБОРНЫЕ ПРИСПОСОБЛЕНИЯ
Система механизированных универсально-сборных приспособлений (УСПМ-ЧПУ) выпускается

Слайд 20ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - СБОРНЫЕ ПРИСПОСОБЛЕНИЯ
При обработке на станке идентичных по
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - СБОРНЫЕ ПРИСПОСОБЛЕНИЯ
При обработке на станке идентичных по
Слайд 21ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - СБОРНЫЕ ПРИСПОСОБЛЕНИЯ
По конструктивным данным и назначению детали
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
УНИВЕРСАЛЬНО - СБОРНЫЕ ПРИСПОСОБЛЕНИЯ
По конструктивным данным и назначению детали
Слайд 22ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
Установочные детали и сборочные единицы (упоры регулируемые, угольники, установы,
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
Установочные детали и сборочные единицы (упоры регулируемые, угольники, установы,
Слайд 23ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
СБОРНО-РАЗБОРНЫЕ ПРИСПОСОБЛЕНИЯ
Система СРП-ЧПУ предназначена для установки различных по конфигурации
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
СБОРНО-РАЗБОРНЫЕ ПРИСПОСОБЛЕНИЯ
Система СРП-ЧПУ предназначена для установки различных по конфигурации
Слайд 24ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
СБОРНО-РАЗБОРНЫЕ ПРИСПОСОБЛЕНИЯ
Комплект элементов СРП-ЧПУ обеспечивает механизированное закрепление заготовок. Для
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
СБОРНО-РАЗБОРНЫЕ ПРИСПОСОБЛЕНИЯ
Комплект элементов СРП-ЧПУ обеспечивает механизированное закрепление заготовок. Для
Слайд 25ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
СБОРНО-РАЗБОРНЫЕ ПРИСПОСОБЛЕНИЯ
Гидрофицированные зажимные элементы работают при давлении масла 10
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
СБОРНО-РАЗБОРНЫЕ ПРИСПОСОБЛЕНИЯ
Гидрофицированные зажимные элементы работают при давлении масла 10

Слайд 26ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
ПРИВОДЫ ПРИСПОСОБЛЕНИЙ
Гидроаккумуляторная установка
Гидравлические приводы. В качестве источников давления масла
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
ПРИВОДЫ ПРИСПОСОБЛЕНИЙ
Гидроаккумуляторная установка
Гидравлические приводы. В качестве источников давления масла
Слайд 27ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
ПРИВОДЫ ПРИСПОСОБЛЕНИЙ
Пневмогидравлические преобразователи давления применяют в качестве источников давления
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
ПРИВОДЫ ПРИСПОСОБЛЕНИЙ
Пневмогидравлические преобразователи давления применяют в качестве источников давления

Слайд 28ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
ПРИВОДЫ ПРИСПОСОБЛЕНИЙ
Пневмогидравлический преобразователь давления
Под действием давления сжатого воздуха
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
ПРИВОДЫ ПРИСПОСОБЛЕНИЙ
Пневмогидравлический преобразователь давления
Под действием давления сжатого воздуха

Слайд 29ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
ПРИВОДЫ ПРИСПОСОБЛЕНИЙ
Пневмогидравлический преобразователь давления
При переключении кранового пневмоаппарата в
ТЕХНОЛОГИЧЕСКАЯ И ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА
ПРИВОДЫ ПРИСПОСОБЛЕНИЙ
Пневмогидравлический преобразователь давления
При переключении кранового пневмоаппарата в

 Чатная жизнь
Чатная жизнь Презентация на тему У истоков цивилизации
Презентация на тему У истоков цивилизации  Презентация на тему Урок внеклассного чтения по рассказу Германа Гёссе «Европеец»
Презентация на тему Урок внеклассного чтения по рассказу Германа Гёссе «Европеец»  Развивающие задания №2
Развивающие задания №2 История российского флага
История российского флага Кругозорро - программа для учащихся 8-11 классов
Кругозорро - программа для учащихся 8-11 классов Новогодние персонажи со всего света. Зюзя
Новогодние персонажи со всего света. Зюзя Администрирование информационных систем
Администрирование информационных систем Продукция предприятия
Продукция предприятия Презентация на тему Оборона Сталинграда
Презентация на тему Оборона Сталинграда  Итоги реформирования СПбГУ Публикационная активность. Часть II: факультеты
Итоги реформирования СПбГУ Публикационная активность. Часть II: факультеты 1.0
1.0 Арисова
Арисова Опыт развития системы технической подготовки документации ОАО «ЭЗТМ» с использованием СПРУТ-ТП
Опыт развития системы технической подготовки документации ОАО «ЭЗТМ» с использованием СПРУТ-ТП Олимпийские игры. История античная и современная
Олимпийские игры. История античная и современная Заповеди блаженств
Заповеди блаженств Георгий Пинхасов-мастер работы со светом и один из лучший мировых стрит-фотографов
Георгий Пинхасов-мастер работы со светом и один из лучший мировых стрит-фотографов Реология и гидравлика буровых растворов
Реология и гидравлика буровых растворов Разработка программного обеспечения для поддержки промышленного производства
Разработка программного обеспечения для поддержки промышленного производства Азот
Азот Природные зоны Африки
Природные зоны Африки Ходынинская городская библиотека
Ходынинская городская библиотека Символика России: герб, флаг и гимн
Символика России: герб, флаг и гимн Конкурсные механики
Конкурсные механики Проведенные в 2011 году мероприятия по модернизации объектов САФУ
Проведенные в 2011 году мероприятия по модернизации объектов САФУ 6 Памятка участнику СВО (двусторонняя А3 раскладушка)
6 Памятка участнику СВО (двусторонняя А3 раскладушка) Путь к Бриллиантовой Орхидее более прост , чем Вы думаете !
Путь к Бриллиантовой Орхидее более прост , чем Вы думаете ! Бог огня Гефест
Бог огня Гефест