Слайд 2КРУГЛОЕ ШЛИФОВАНИЕ
Круглое шлифование – это наиболее популярный метод. Оно бывает не только наружное, но и внутреннее. Круглый метод осуществляется за
счет синхронного вращения круга и металлической детали. Наружное шлифование обеспечивает режущий эффект, а внутреннее – равномерную работу.
Слайд 3ОСОБЕННОСТИ НАРУЖНОГО КРУГЛОГО ШЛИФОВАНИЯ
Круглое наружное шлифование подходит для обработки цилиндрических и конических
деталей, которые могут быть гладкими или ступенчатыми. Обрабатываемая заготовка ставится в центрах.
Достичь продольной подачи можно при помощи стола, делая возвратно-поступательное движение. Поперечная подача возможна по окончании каждого или двойного хода стола. Абразивный круг необходимо подбирать, исходя из типа и состояния материала обрабатываемой поверхности, а размеры – исходя из формы.
При продольной подаче припуск снимается за несколько проходов при минимальной глубине резания. При глубинной работе припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об.
Основной срез металла осуществляется передней частью круга. Остальной участок инструмента обеспечивает чистовую обработку. При снятии больших припусков часть круга заправляют ступеньками. Производительность при глубинном шлифовании выше метода с продольной подачей на 30%, однако точность работы при этом ниже.
Слайд 4Для повышения точности рекомендуется после съема припуска сделать несколько шагов с продольной
подачей для зачистки поверхности. Глубинное шлифование подходит для обработки жестких деталей.
Врезное шлифование позволяет обработать поверхность по всей ее длине. Такой способ может применяться, когда ширина шлифуемой поверхности не превышает 200 мм.
Шлифование с поперечной подачей – довольно производительный способ. Здесь зерно абразива срезает свежий слой металла, а обработка происходит при наиболее коротком пути перемещения круга. Помимо шлифования цилиндрических и конических поверхностей мастер может взять в работу и фасонные поверхности.
Комбинированное шлифование – это работа с поперечной и продольной подачами, можно обработать жесткие заготовки большой длины.
Наружное круглое шлифование может быть обдирочное, точное и тонкое.
Слайд 5Обдирочное шлифование производится с большими припусками – от 3 до 5 мм,
может использоваться для предварительной обработки лезвийным инструментом.
Популярным является точное шлифование, с помощью которого можно достичь точности обработки 2-3 класса. Снимаемый припуск определяется в зависимости от диаметра детали и состояния поверхности (до 0,5 мм).
Тонким шлифованием легко добиться 1-2 класса точности. Производится оно мелкозернистым кругом при скорости свыше 40 м/с, скорости вращения детали до 10 м/мин и глубине врезания до 50 мкм.
Круглое наружное шлифование применяется в основном для окончательной и чистовой обработки деталей на универсальных и специальных круглошлифовальных станках. Таким способом можно шлифовать одну заготовку или работать в условиях серийного и массового производства.
Операции круглого наружного шлифования легче поддаются автоматизации.
Слайд 7ОСОБЕННОСТИ ВНУТРЕННЕГО КРУГЛОГО ШЛИФОВАНИЯ
Круглое внутреннее шлифование предназначено для обработки внутренних поверхностей цилиндрической или конической
формы. На шлифстанках используют такие способы шлифования отверстий: с продольной подачей, врезное с поперечной подачей или с дополнительным движением круга, с планетарным движением шлифкруга.
Шлифование с продольной подачей очень точное и оставляет минимум шероховатости. Врезной вариант используется для обработки глухих, а также коротких отверстий. Внутреннюю коническую поверхность отверстия шлифуют, повернув бабку с деталью. Для работы с отверстием и торцом детали с одной установки на передней бабке ставят качающееся приспособление с торцовым кругом. При внутреннем шлифовании диаметр шлифкруга всегда меньше диаметра отверстия детали. Из-за маленького диаметра круги быстро изнашиваются.
Внутреннее шлифование можно осуществить при помощи продольной подачи инструмента (или непосредственно) детали. Также можно использовать метод врезания. Действия все те же, что применяются при наружной обработке с продольной подачей. Для внутреннего круглого точения подходят врезной и бесцентровой методы обработки.
Слайд 8Проход внутренних отверстий требует правильного подбора оснастки. Чтобы минимизировать вибрации, от которых
ухудшается качество обработки, а также ускоряется износ инструмента, необходим небольшой вылет шпинделя.
Чтобы не допустить конусности сквозных отверстий, инструмент должен выходить на одинаковую длину с двух сторон. Глухие отверстия шлифуются в момент минимального выдвижения шлифинструмента.
Внутренняя обработка характеризуется сильным нагревом детали, а это требует ее охлаждения (принудительного).
Круглое внутреннее шлифование подходит для точной обработки отверстий с закаленной поверхностью или для работы с деталями из особо твердых материалов. Также метод круглого шлифования используется для прохода выточек, шлицевых, шпоночных пазов.
Чтобы повысить качество обработки поверхностей, следует производить шлифование на максимальных скоростях вращения.

 Уже в продаже
Уже в продаже Презентация на тему Житие Сергия Радонежского
Презентация на тему Житие Сергия Радонежского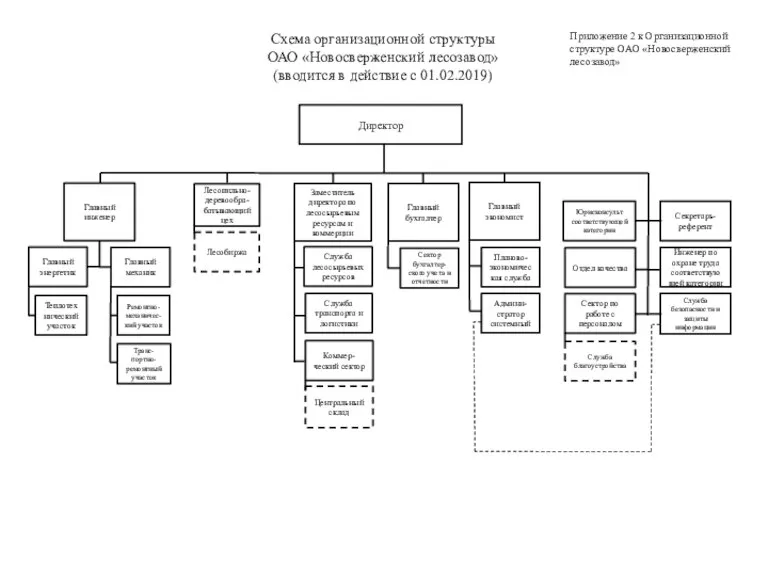 Схема организационной структуры ОАО Новосверженский лесозавод (вводится в действие с 01.02.2019)
Схема организационной структуры ОАО Новосверженский лесозавод (вводится в действие с 01.02.2019) Как избежать конфликта
Как избежать конфликта Бюро Оценки Достоверности Информации ПРЕЗЕНТАЦИЯ
Бюро Оценки Достоверности Информации ПРЕЗЕНТАЦИЯ О формировании Единого таможенного тарифа и мерах нетарифного регулирования в рамках Таможенного союза
О формировании Единого таможенного тарифа и мерах нетарифного регулирования в рамках Таможенного союза Социальное партнерство: понятие, принципы, условия и компоненты
Социальное партнерство: понятие, принципы, условия и компоненты Управление коммуникациями в проекте
Управление коммуникациями в проекте Презентация на тему Гражданское общество
Презентация на тему Гражданское общество EcoBirds
EcoBirds Презентация на тему Героическая оборона Смоленска 1609-1611 годов
Презентация на тему Героическая оборона Смоленска 1609-1611 годов  IL Decameron
IL Decameron Программа внеаудиторной занятости методического объединения учителей естественно-научного цикла
Программа внеаудиторной занятости методического объединения учителей естественно-научного цикла Самые опасные животные
Самые опасные животные Lektsia_po_stipendiam
Lektsia_po_stipendiam Тарас Бульба
Тарас Бульба МИТРОФАНОВА ТАТЬЯНА ПАВЛОВНА МОУ гимназия №35 Научный руководитель к.п.н. Пивнева С.В. к.п.н. Витк
МИТРОФАНОВА ТАТЬЯНА ПАВЛОВНА МОУ гимназия №35 Научный руководитель к.п.н. Пивнева С.В. к.п.н. Витк Защита от проникновения. ЧОП Талион
Защита от проникновения. ЧОП Талион Презентация на тему: Писатель из Солнечного города
Презентация на тему: Писатель из Солнечного города Основные понятия в управлении материально-техническими ресурсами
Основные понятия в управлении материально-техническими ресурсами Семейный кодекс
Семейный кодекс Omar Khayyam
Omar Khayyam Arenta. Смарт-офис
Arenta. Смарт-офис Обследование звукопроизношения
Обследование звукопроизношения Экологическая опасность атомной энергетики
Экологическая опасность атомной энергетики В мире кислот
В мире кислот Об утверждении порядка проведения профилактического медицинского осмотра и диспансеризации определённых групп
Об утверждении порядка проведения профилактического медицинского осмотра и диспансеризации определённых групп Использование компьютера как инструмента образовательного процесса
Использование компьютера как инструмента образовательного процесса