- Технологии заготовительного производства в машиностроении

Содержание
- 2. ОБРАБОТКА МЕТАЛЛА Основными способами обработки металла являются: Прокатка Волочение Прессование Ковка Штамповка
- 3. ПРЕССОВАНИЕ Прессование - полуфабрикаты и готовые изделия получают выдавливанием из замкнутой полости через отверстие. Прессование широко
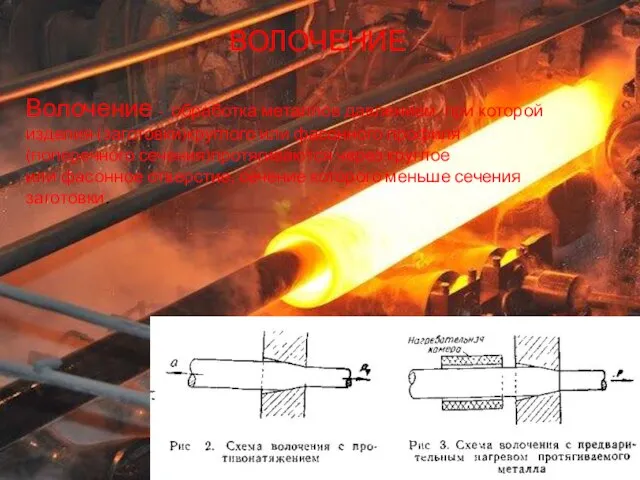
- 4. ВОЛОЧЕНИЕ Волочение - обработка металлов давлением, при которой изделия (заготовки)круглого или фасонного профиля (поперечного сечения)протягиваются через
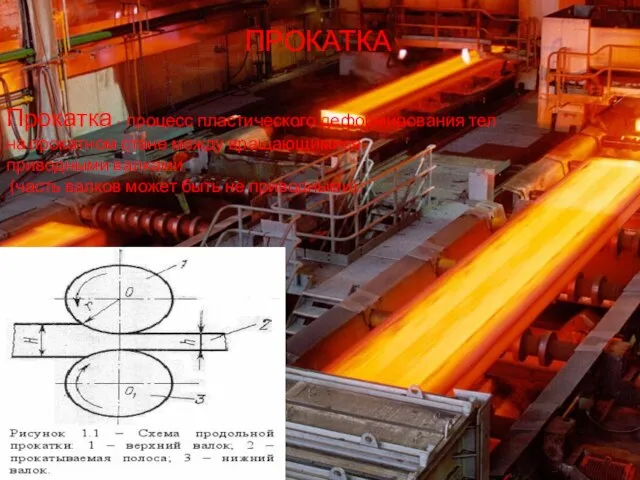
- 5. ПРОКАТКА Прокатка - процесс пластического деформирования тел на прокатном стане между вращающимися приводными валками (часть валков
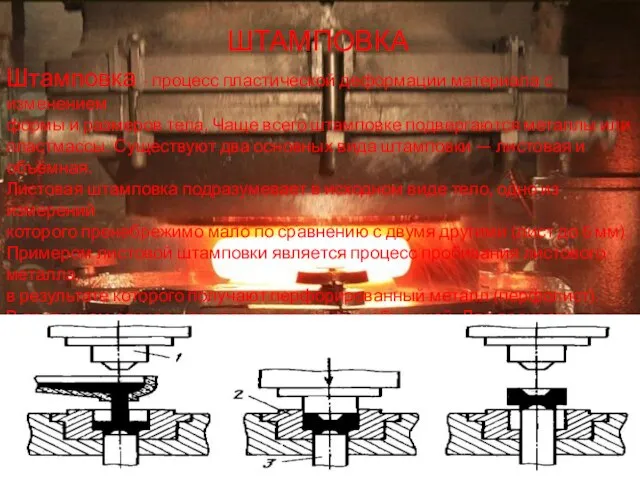
- 6. ШТАМПОВКА Штамповка - процесс пластической деформации материала с изменением формы и размеров тела. Чаще всего штамповке
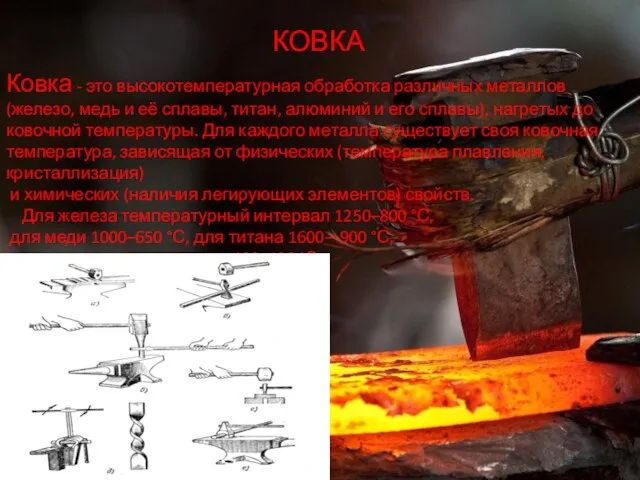
- 7. КОВКА Ковка - это высокотемпературная обработка различных металлов (железо, медь и её сплавы, титан, алюминий и
- 8. ЛИТЬЕ Литье - В наиболее распространённом понимании — типовой процесс-операция получения изделий, заключающийся в заполнении специальной
- 9. РЕКОМЕНДАЦИИ ПО ВЫБОРУ МЕТОДА И СПОСОБА ПОЛУЧЕНИЯ ЗАГОТОВОК. 1. Тип производства Для единичного производства характерно использование
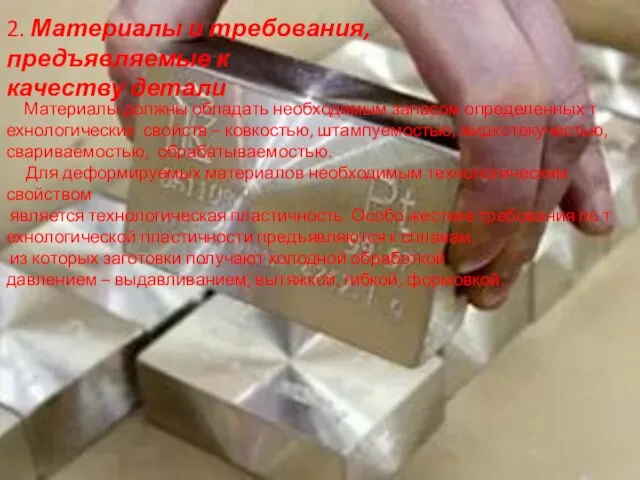
- 10. 2. Материалы и требования, предъявляемые к качеству детали Материалы должны обладать необходимым запасом определенных т ехнологических
- 11. 3. Качество поверхности заготовок, обеспечение заданной точности Использование точных способов обеспечивает достаточную чистоту поверхности и высокую
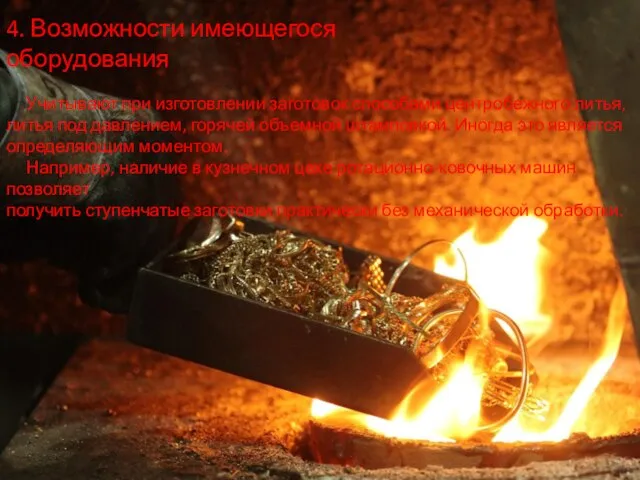
- 12. 4. Возможности имеющегося оборудования Учитывают при изготовлении заготовок способами центробежного литья, литья под давлением, горячей объемной
- 14. Скачать презентацию
Слайд 2ОБРАБОТКА МЕТАЛЛА
Основными способами обработки металла являются:
Прокатка
Волочение
Прессование
Ковка
Штамповка
ОБРАБОТКА МЕТАЛЛА
Основными способами обработки металла являются:
Прокатка
Волочение
Прессование
Ковка
Штамповка
Слайд 3ПРЕССОВАНИЕ
Прессование - полуфабрикаты и готовые изделия
получают выдавливанием из замкнутой полости через
ПРЕССОВАНИЕ
Прессование - полуфабрикаты и готовые изделия
получают выдавливанием из замкнутой полости через

Слайд 4ВОЛОЧЕНИЕ
Волочение - обработка металлов давлением, при которой
изделия (заготовки)круглого или фасонного профиля
ВОЛОЧЕНИЕ
Волочение - обработка металлов давлением, при которой
изделия (заготовки)круглого или фасонного профиля
Слайд 5ПРОКАТКА
Прокатка - процесс пластического деформирования тел
на прокатном стане между вращающимися приводными валками
(часть
ПРОКАТКА
Прокатка - процесс пластического деформирования тел
на прокатном стане между вращающимися приводными валками
(часть
Слайд 6ШТАМПОВКА
Штамповка - процесс пластической деформации материала с изменением
формы и размеров тела. Чаще
ШТАМПОВКА
Штамповка - процесс пластической деформации материала с изменением
формы и размеров тела. Чаще
Слайд 7КОВКА
Ковка - это высокотемпературная обработка различных металлов
(железо, медь и её сплавы, титан, алюминий и
КОВКА
Ковка - это высокотемпературная обработка различных металлов
(железо, медь и её сплавы, титан, алюминий и
Слайд 8ЛИТЬЕ
Литье - В наиболее распространённом понимании — типовой процесс-операция
получения изделий, заключающийся в
ЛИТЬЕ
Литье - В наиболее распространённом понимании — типовой процесс-операция
получения изделий, заключающийся в

Слайд 9РЕКОМЕНДАЦИИ ПО ВЫБОРУ МЕТОДА И СПОСОБА ПОЛУЧЕНИЯ ЗАГОТОВОК.
1. Тип производства
Для единичного
РЕКОМЕНДАЦИИ ПО ВЫБОРУ МЕТОДА И СПОСОБА ПОЛУЧЕНИЯ ЗАГОТОВОК.
1. Тип производства
Для единичного

Слайд 102. Материалы и требования, предъявляемые к
качеству детали
Материалы должны обладать необходимым
2. Материалы и требования, предъявляемые к
качеству детали
Материалы должны обладать необходимым
Слайд 113. Качество поверхности заготовок, обеспечение
заданной точности
Использование точных способов обеспечивает
3. Качество поверхности заготовок, обеспечение
заданной точности
Использование точных способов обеспечивает

Слайд 124. Возможности имеющегося оборудования
Учитывают при изготовлении заготовок способами центробежного литья,
литья
4. Возможности имеющегося оборудования
Учитывают при изготовлении заготовок способами центробежного литья,
литья
 ПРАЗДНИК СЛАВЯНСКОЙ ПИСЬМЕННОСТИ
ПРАЗДНИК СЛАВЯНСКОЙ ПИСЬМЕННОСТИ Сертификация
Сертификация Трезвое село – 2021
Трезвое село – 2021 Сказка о Колобке
Сказка о Колобке Роллеты от
Роллеты от Направление совершенствования КИМ для ЕГЭ 2009 г. по биологии
Направление совершенствования КИМ для ЕГЭ 2009 г. по биологии Система мотивации и стимулирования персонала
Система мотивации и стимулирования персонала  яблоки от 0 до 10
яблоки от 0 до 10 экологический лагерь «Живая природа»
экологический лагерь «Живая природа» Страхование строительно-монтажных рисков
Страхование строительно-монтажных рисков Проектдетского кафе «Мадагаскар»
Проектдетского кафе «Мадагаскар» «Лизинг как инструмент развития бизнеса в современных условиях»
«Лизинг как инструмент развития бизнеса в современных условиях» Электроснабжение жилого микрорайона г. Керчь
Электроснабжение жилого микрорайона г. Керчь Россия
Россия Презентация на тему Сложение и вычитание трёхзначных чисел в столбик
Презентация на тему Сложение и вычитание трёхзначных чисел в столбик Факты о Санкт-Петербурге
Факты о Санкт-Петербурге Текстовые функции
Текстовые функции  Почувствуй себя исследователем!
Почувствуй себя исследователем! Всемирный день шоколада
Всемирный день шоколада Цифровая передача
Цифровая передача Ребёнок учится тому, Что видит у себя в дому, Родители пример тому!
Ребёнок учится тому, Что видит у себя в дому, Родители пример тому! Неолит с производящим хозяйством
Неолит с производящим хозяйством  1
1 Федеральный закон
Федеральный закон Существующая ситуация в сфере обращения с отходами на территории Кировской области и обоснование необходимости реализации пило
Существующая ситуация в сфере обращения с отходами на территории Кировской области и обоснование необходимости реализации пило House vocabulary
House vocabulary Дизайн одежды и аксессуаров. Онлайн-обучение
Дизайн одежды и аксессуаров. Онлайн-обучение Adverbs
Adverbs