- Технология изготовления деталей класса рычагов. Лекция 15

Содержание
- 2. К деталям класса рычагов относят рычаги, тяги, серьги, вилки, балансиры, шатуны, прихваты. Рычаги являются звеньями системы
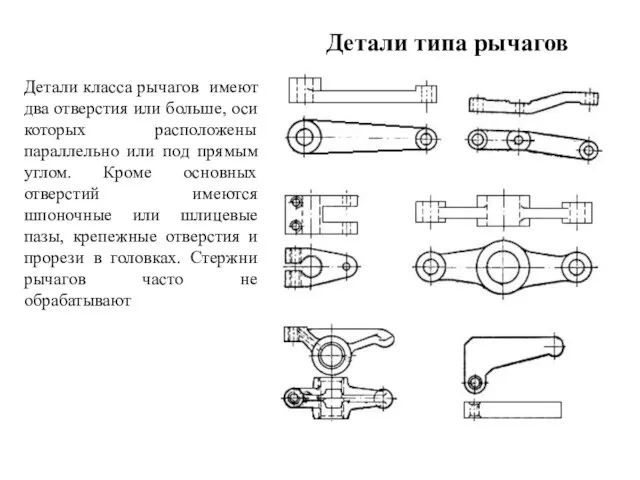
- 3. Детали типа рычагов Детали класса рычагов имеют два отверстия или больше, оси которых расположены параллельно или
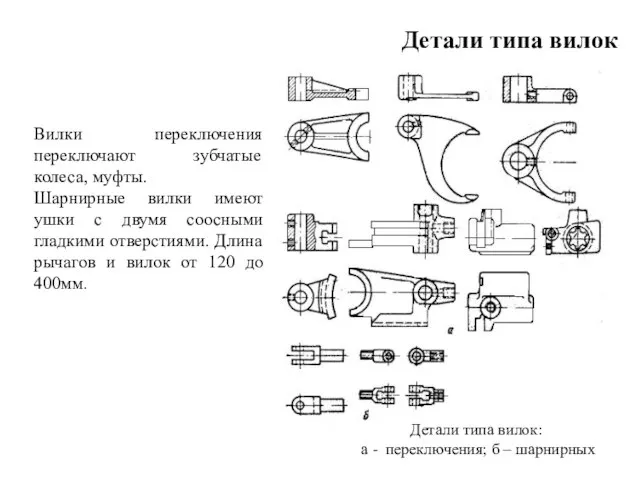
- 4. Вилки переключения переключают зубчатые колеса, муфты. Шарнирные вилки имеют ушки с двумя соосными гладкими отверстиями. Длина
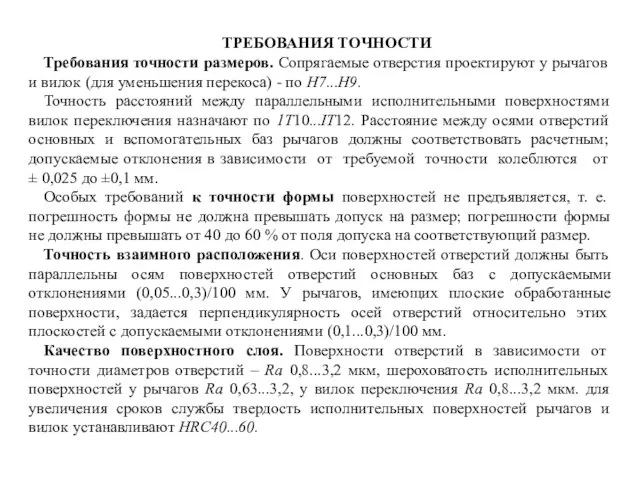
- 5. ТРЕБОВАНИЯ ТОЧНОСТИ Требования точности размеров. Сопрягаемые отверстия проектируют у рычагов и вилок (для уменьшения перекоса) -
- 6. Материалы и заготовки Материалом для изготовления рычагов служат: серый чугун, ковкий чугун и конструкционные стали. Работающие
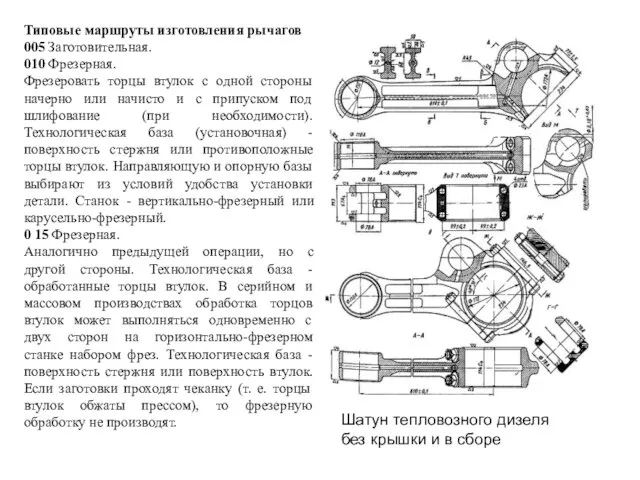
- 9. Шатун тепловозного дизеля без крышки и в сборе Типовые маршруты изготовления рычагов 005 Заготовительная. 010 Фрезерная.
- 10. 020 Обработка основных отверстий. Технологическая база - обработанные торцы втулок и их наружные поверхности, что обеспечивает
- 11. 030 Обработка шпоночных пазов или шлицевых поверхностей в основных отверстиях. 035 Обработка вспомогательных отверстий с нарезанием
- 13. Скачать презентацию
Слайд 2К деталям класса рычагов относят рычаги, тяги, серьги, вилки, балансиры, шатуны, прихваты.
Рычаги
К деталям класса рычагов относят рычаги, тяги, серьги, вилки, балансиры, шатуны, прихваты.
Рычаги

Слайд 3Детали типа рычагов
Детали класса рычагов имеют два отверстия или больше, оси
Детали типа рычагов
Детали класса рычагов имеют два отверстия или больше, оси
Слайд 4Вилки переключения переключают зубчатые колеса, муфты.
Шарнирные вилки имеют ушки с двумя
Вилки переключения переключают зубчатые колеса, муфты.
Шарнирные вилки имеют ушки с двумя
Слайд 5ТРЕБОВАНИЯ ТОЧНОСТИ
Требования точности размеров. Сопрягаемые отверстия проектируют у рычагов и вилок (для
ТРЕБОВАНИЯ ТОЧНОСТИ
Требования точности размеров. Сопрягаемые отверстия проектируют у рычагов и вилок (для
Слайд 6Материалы и заготовки
Материалом для изготовления рычагов служат: серый чугун, ковкий чугун и
Материалы и заготовки
Материалом для изготовления рычагов служат: серый чугун, ковкий чугун и

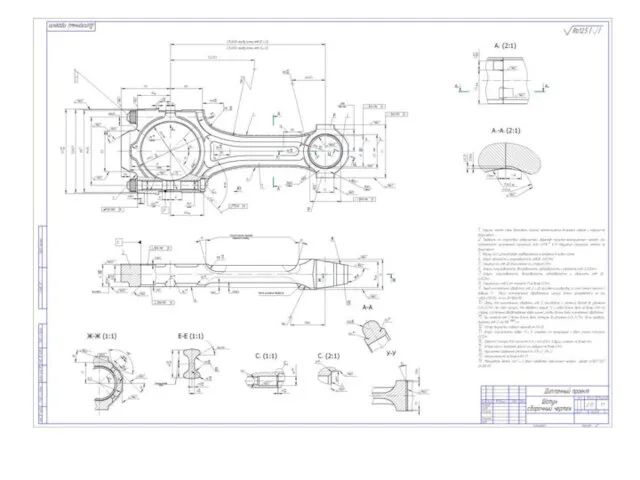
Слайд 9Шатун тепловозного дизеля
без крышки и в сборе
Типовые маршруты изготовления рычагов
005
Шатун тепловозного дизеля
без крышки и в сборе
Типовые маршруты изготовления рычагов
005
Слайд 10020 Обработка основных отверстий.
Технологическая база - обработанные торцы втулок и их наружные
020 Обработка основных отверстий.
Технологическая база - обработанные торцы втулок и их наружные
Слайд 11030 Обработка шпоночных пазов или шлицевых поверхностей в основных отверстиях.
035 Обработка вспомогательных
030 Обработка шпоночных пазов или шлицевых поверхностей в основных отверстиях.
035 Обработка вспомогательных
 Правописание суффиксов -ик-, -ек-
Правописание суффиксов -ик-, -ек- Летопись народного единения. Виртуальная выставка
Летопись народного единения. Виртуальная выставка МОУ «ООШ с.Никольское Духовницкого района Саратовской области» Теорема Пифагора
МОУ «ООШ с.Никольское Духовницкого района Саратовской области» Теорема Пифагора Суворов Дмитрий Пройдаков ЕвгенийКазаков Дмитрий Жуков Роман Баданов Сергей Картавый Павел Иконников Евгений.
Суворов Дмитрий Пройдаков ЕвгенийКазаков Дмитрий Жуков Роман Баданов Сергей Картавый Павел Иконников Евгений. Организационно-технические требования по охране труда
Организационно-технические требования по охране труда Творчество Б. Акунина
Творчество Б. Акунина Sea battle. Шаблон
Sea battle. Шаблон Тарханы: родные всё места
Тарханы: родные всё места Общие способы получения металлов
Общие способы получения металлов Презентация на тему Семейство Губоцветные
Презентация на тему Семейство Губоцветные Обучение в рамках квоты целевого приема от компании Апатит
Обучение в рамках квоты целевого приема от компании Апатит Лепка из пластилина. Резьба по кости
Лепка из пластилина. Резьба по кости Реализация общеобразовательной программы дошкольного образования в условиях семейной группы
Реализация общеобразовательной программы дошкольного образования в условиях семейной группы Корень n-ой степени
Корень n-ой степени Анализ ассортимента и качества детского питания, реализуемого в торговом предприятии
Анализ ассортимента и качества детского питания, реализуемого в торговом предприятии Задача «Угадайка». Требуется написать программу для игры «Угадайка». По условиям игры программа «загадывает» некоторое целое чис
Задача «Угадайка». Требуется написать программу для игры «Угадайка». По условиям игры программа «загадывает» некоторое целое чис Psikhologia_Avtosokhranenny
Psikhologia_Avtosokhranenny India - English Transit
India - English Transit Метод проектирования: комбинирование.Модели-аналоги.
Метод проектирования: комбинирование.Модели-аналоги. Особенности организации и технологий образовательного процесса на основе ФГОС 2 поколения. Лекция 1-2
Особенности организации и технологий образовательного процесса на основе ФГОС 2 поколения. Лекция 1-2 Русские народные костюмы
Русские народные костюмы Трудности в обучении письму и чтению по системе Брайля
Трудности в обучении письму и чтению по системе Брайля 2011 год Всероссийский конкурс имени Д.И. Менделеева
2011 год Всероссийский конкурс имени Д.И. Менделеева Круговая теория любви Рейса
Круговая теория любви Рейса Гаврила Романович Державин Жизнь и творчество поэта
Гаврила Романович Державин Жизнь и творчество поэта Херсоне́с Таври́ческий
Херсоне́с Таври́ческий Презентация на тему Банки на рынке ценных бумаг
Презентация на тему Банки на рынке ценных бумаг Лекция 1-2 ИРЛК. Презентация Microsoft Office PowerPoint
Лекция 1-2 ИРЛК. Презентация Microsoft Office PowerPoint