- Технология сварки конструкций из легированных сталей

Содержание
- 2. Цель занятия Приобретение теоретических знаний по выполнению сварки легированных сталей для применения их в профессиональной деятельности
- 3. Сталь – это сплав ………….. с ……………… , при содержании …………………… менее ……%
- 4. ЛЕГИРОВАННЫЕ СТАЛИ Стали, в которые добавляют легирующие элементы, называются легированными. Каждый легирующий элемент обозначается буквой: Н
- 5. Свариваемость легированных сталей
- 6. Свариваемость – способность стали (металла) или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее эксплуатационным
- 7. Любые металлы при сварке плавлением могут образовывать сварные соединения удовлетворительного качества.
- 8. Физическая свариваемость
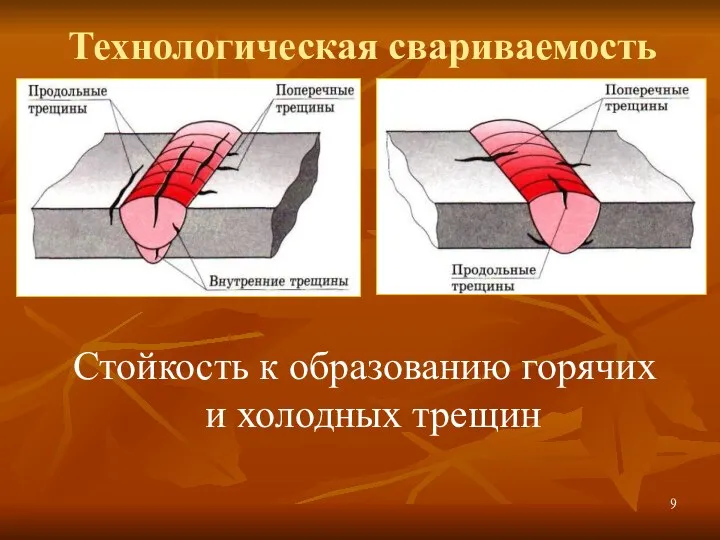
- 9. Технологическая свариваемость Стойкость к образованию горячих и холодных трещин
- 10. Технологическая свариваемость Отсутствие пор и шлаковых включений
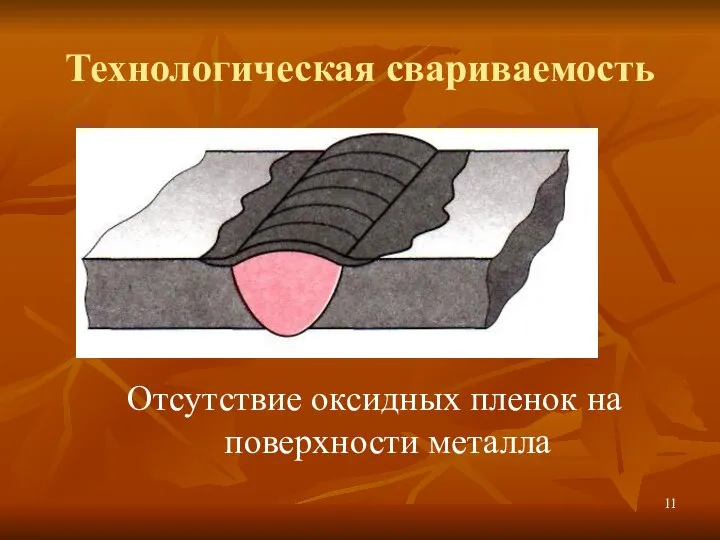
- 11. Технологическая свариваемость Отсутствие оксидных пленок на поверхности металла
- 12. Разница между металлами, обладающими хорошей и плохой свариваемостью, заключается в том, что при сварке последних необходима
- 13. Свариваемость легированной стали зависит от ее химического состава Наибольшее влияние на свариваемость стали оказывает количество содержащегося
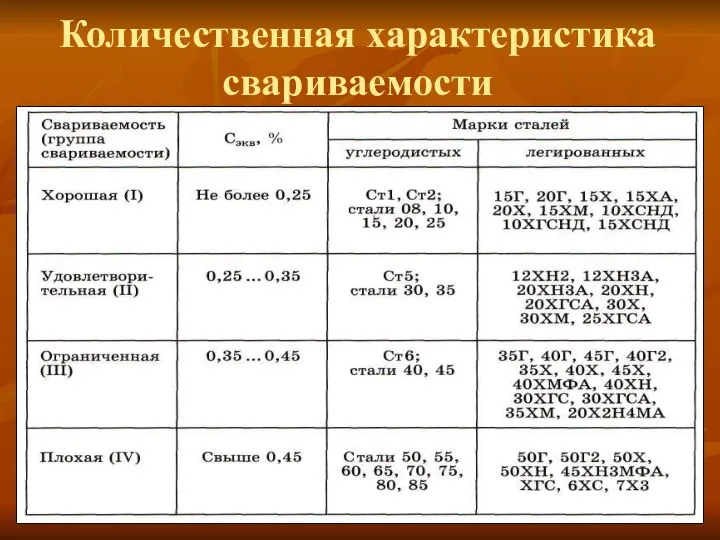
- 14. Количественная характеристика свариваемости
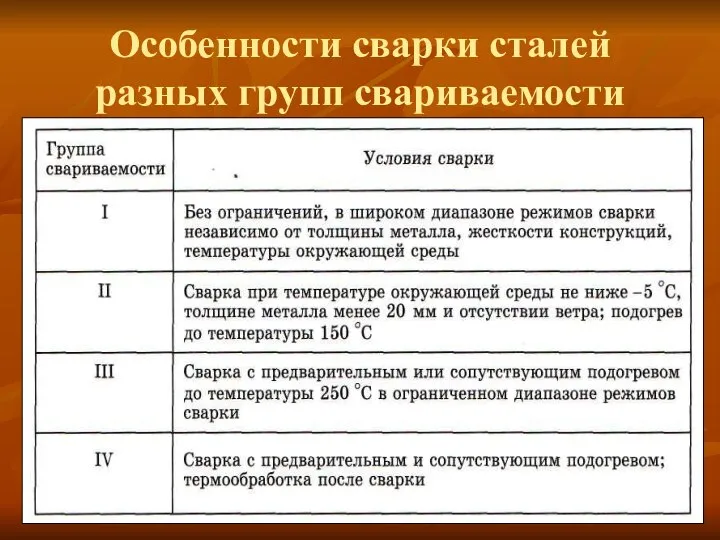
- 15. Особенности сварки сталей разных групп свариваемости
- 17. Найди ошибки допущенные в таблице ,ознакомившись с опорным конспектом
- 18. Молибден (Мо) при содержании в стали 0,15—0,2 % затрудняет сварку, служит причиной образования трещин в сварном
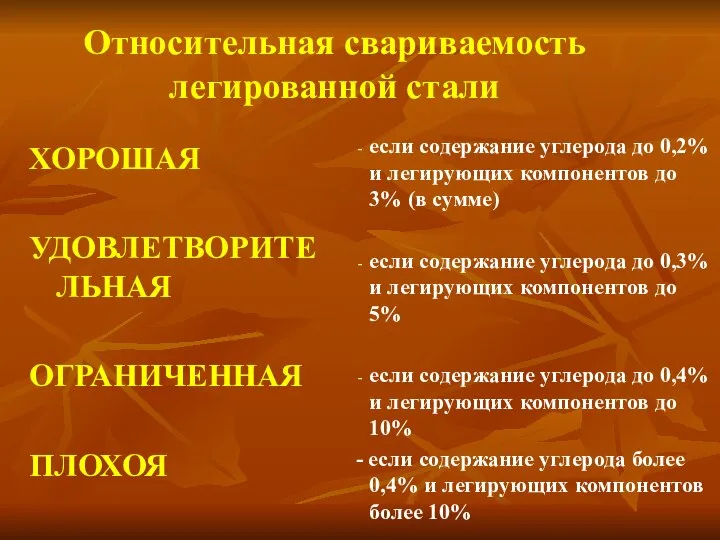
- 19. Относительная свариваемость легированной стали ХОРОШАЯ УДОВЛЕТВОРИТЕЛЬНАЯ ОГРАНИЧЕННАЯ ПЛОХОЯ если содержание углерода до 0,2% и легирующих компонентов
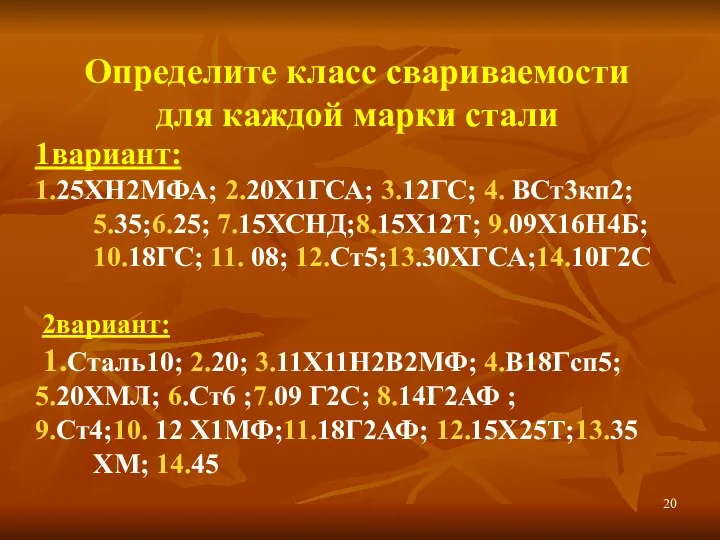
- 20. Определите класс свариваемости для каждой марки стали 1вариант: 1.25ХН2МФА; 2.20Х1ГСА; 3.12ГС; 4. ВСт3кп2; 5.35;6.25; 7.15ХСНД;8.15Х12Т; 9.09Х16Н4Б;
- 21. Эталон ответа
- 22. Подведение итогов задания Итого максимальное количество баллов: 14 7-9 баллов – удовлетворительно 10-11 баллов – хорошо
- 23. Трудности при сварке легированных сталей При сварке легированных стальных конструкций идет : - выгорание легирующих элементов,
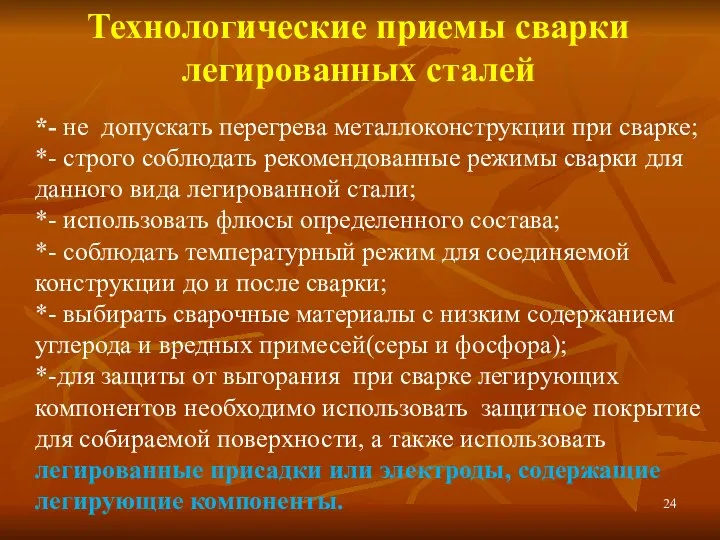
- 24. Технологические приемы сварки легированных сталей *- не допускать перегрева металлоконструкции при сварке; *- строго соблюдать рекомендованные
- 25. Общие свойства низколегированной сталей 1. Склонность к образованию закалочных структур 2. Увеличенный коэффициент линейного расширения
- 26. Особенности сварки низколегированных сталей Электроды для сварки низколегированных сталей имеют низководородное фтористо-кальциевое покрытие. Широко применяют электроды
- 27. Особенности сварки низколегированных сталей Сварочный ток выбирают в зависимости от марки и диаметра электрода, при этом
- 28. Для сварки популярных низколегированных сталей 15ХСНД и 14Г2 используют сварочные электроды Э55 и Э50АЭ50А, которые перед
- 29. Схема технологического процесса изготовления конструкций из низкоуглеродистых сталей
- 30. Схема технологического процесса 1.Подготовке материалов и деталей к сварке 2. Сборка 3. Режим сварки 4. Техника
- 31. Особенности технологии сварки среднелегированных сталей Свариваемость таких сталей зависит от содержания углерода и легирующих компонентов и
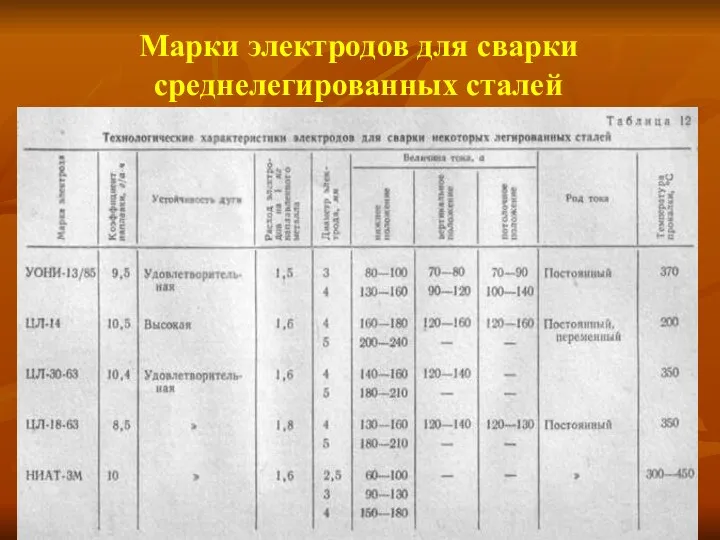
- 32. Марки электродов для сварки среднелегированных сталей
- 33. Общие свойства высоколегированной сталей 1. Склонность к образованию закалочных структур 2. Пониженный коэффициент теплопроводности 3. Увеличенный
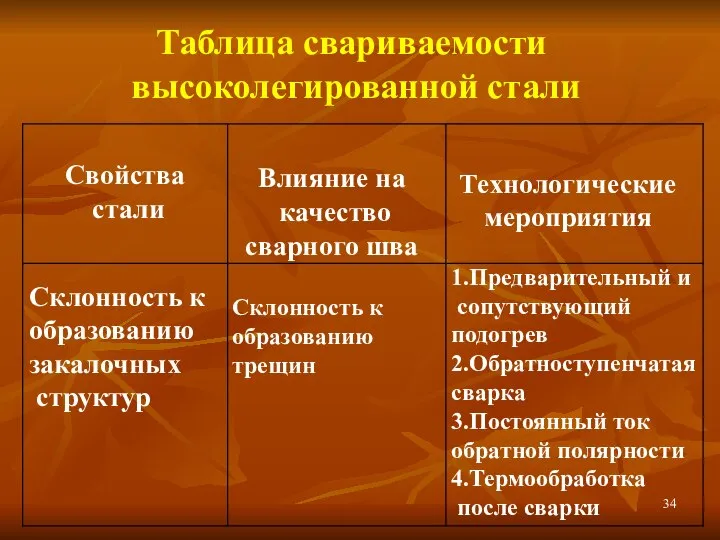
- 34. Таблица свариваемости высоколегированной стали Влияние на качество сварного шва Технологические мероприятия Склонность к образованию закалочных структур
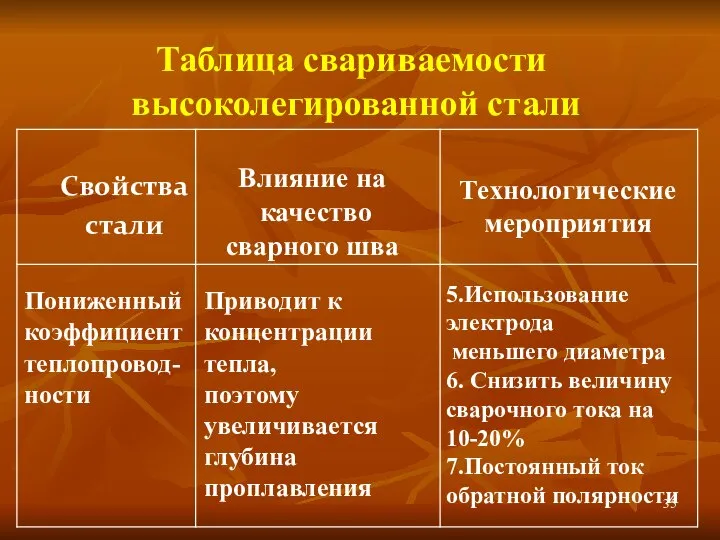
- 35. Таблица свариваемости высоколегированной стали Влияние на качество сварного шва Технологические мероприятия Пониженный коэффициент теплопровод- ности Приводит
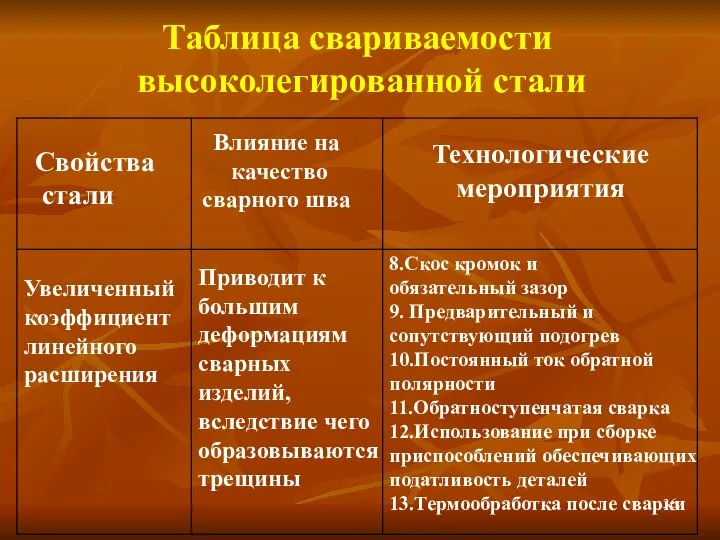
- 36. Таблица свариваемости высоколегированной стали Свойства стали Влияние на качество сварного шва Технологические мероприятия Увеличенный коэффициент линейного
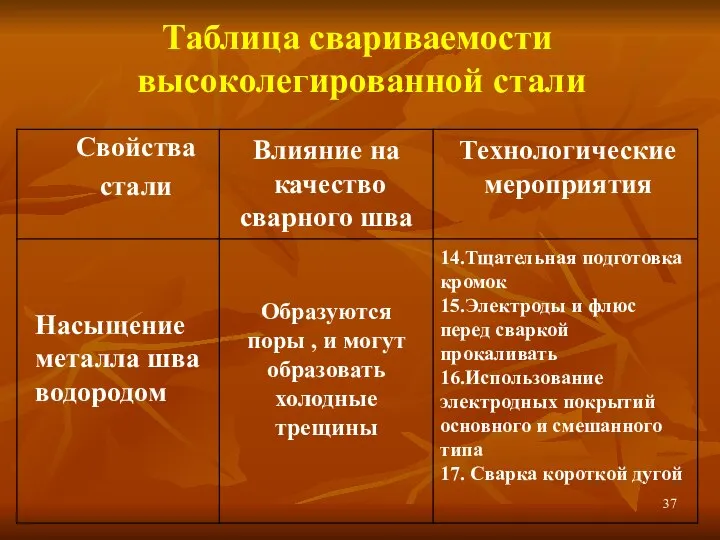
- 37. Таблица свариваемости высоколегированной стали Влияние на качество сварного шва Технологические мероприятия Насыщение металла шва водородом 14.Тщательная
- 39. Скачать презентацию
Слайд 2Цель занятия
Приобретение теоретических знаний по выполнению сварки легированных сталей для применения их
Цель занятия
Приобретение теоретических знаний по выполнению сварки легированных сталей для применения их

Слайд 3Сталь – это сплав ………….. с ……………… , при содержании …………………… менее
Сталь – это сплав ………….. с ……………… , при содержании …………………… менее
Слайд 4ЛЕГИРОВАННЫЕ СТАЛИ
Стали, в которые добавляют легирующие элементы, называются легированными.
Каждый легирующий элемент обозначается
ЛЕГИРОВАННЫЕ СТАЛИ
Стали, в которые добавляют легирующие элементы, называются легированными.
Каждый легирующий элемент обозначается
Слайд 5Свариваемость
легированных сталей
Свариваемость
легированных сталей

Слайд 6 Свариваемость – способность стали (металла) или сочетания металлов образовывать при установленной
Свариваемость – способность стали (металла) или сочетания металлов образовывать при установленной
Слайд 7Любые металлы при сварке плавлением могут образовывать сварные соединения удовлетворительного качества.
Слайд 8Физическая свариваемость
Физическая свариваемость

Слайд 9Технологическая свариваемость
Стойкость к образованию горячих и холодных трещин
Технологическая свариваемость
Стойкость к образованию горячих и холодных трещин
Слайд 10Технологическая свариваемость
Отсутствие пор и шлаковых включений
Технологическая свариваемость
Отсутствие пор и шлаковых включений

Слайд 11Технологическая свариваемость
Отсутствие оксидных пленок на поверхности металла
Технологическая свариваемость
Отсутствие оксидных пленок на поверхности металла
Слайд 12Разница между металлами, обладающими хорошей и плохой свариваемостью, заключается в том, что
Разница между металлами, обладающими хорошей и плохой свариваемостью, заключается в том, что
Слайд 13Свариваемость легированной стали зависит от ее химического состава
Наибольшее влияние на свариваемость стали
Свариваемость легированной стали зависит от ее химического состава
Наибольшее влияние на свариваемость стали
Слайд 14Количественная характеристика свариваемости
Количественная характеристика свариваемости
Слайд 15Особенности сварки сталей разных групп свариваемости
Особенности сварки сталей разных групп свариваемости
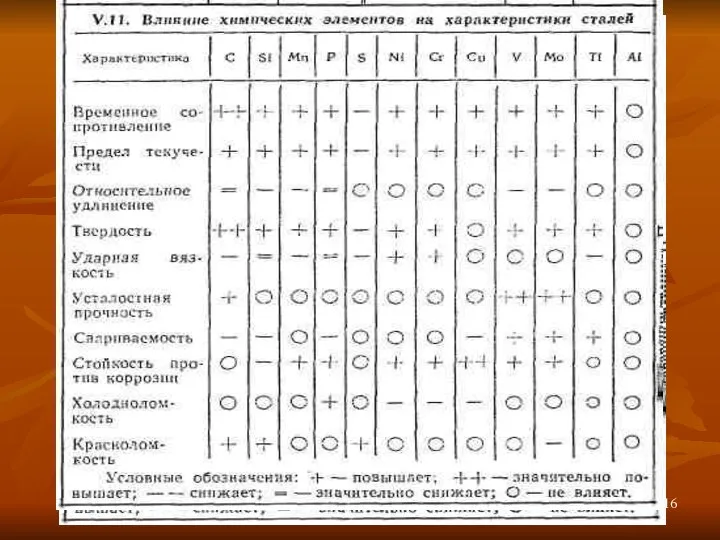
Слайд 17Найди ошибки допущенные в таблице ,ознакомившись с опорным конспектом
Найди ошибки допущенные в таблице ,ознакомившись с опорным конспектом

Слайд 18Молибден (Мо) при содержании в стали 0,15—0,2 % затрудняет сварку, служит причиной
Молибден (Мо) при содержании в стали 0,15—0,2 % затрудняет сварку, служит причиной
Слайд 19Относительная свариваемость легированной стали
ХОРОШАЯ
УДОВЛЕТВОРИТЕЛЬНАЯ
ОГРАНИЧЕННАЯ
ПЛОХОЯ
если содержание углерода до 0,2% и легирующих компонентов
Относительная свариваемость легированной стали
ХОРОШАЯ
УДОВЛЕТВОРИТЕЛЬНАЯ
ОГРАНИЧЕННАЯ
ПЛОХОЯ
если содержание углерода до 0,2% и легирующих компонентов
Слайд 20Определите класс свариваемости
для каждой марки стали
1вариант:
1.25ХН2МФА; 2.20Х1ГСА; 3.12ГС; 4. ВСт3кп2; 5.35;6.25; 7.15ХСНД;8.15Х12Т;
Определите класс свариваемости
для каждой марки стали
1вариант:
1.25ХН2МФА; 2.20Х1ГСА; 3.12ГС; 4. ВСт3кп2; 5.35;6.25; 7.15ХСНД;8.15Х12Т;
Слайд 21Эталон ответа
Эталон ответа

Слайд 22Подведение итогов задания
Итого максимальное количество баллов: 14
7-9 баллов – удовлетворительно
10-11 баллов –
Подведение итогов задания
Итого максимальное количество баллов: 14
7-9 баллов – удовлетворительно
10-11 баллов –
Слайд 23Трудности при сварке легированных сталей
При сварке легированных стальных конструкций идет :
-
Трудности при сварке легированных сталей
При сварке легированных стальных конструкций идет :
-

Слайд 24Технологические приемы сварки легированных сталей
*- не допускать перегрева металлоконструкции при сварке;
*- строго
Технологические приемы сварки легированных сталей
*- не допускать перегрева металлоконструкции при сварке;
*- строго
Слайд 25Общие свойства низколегированной сталей
1. Склонность к образованию закалочных структур
2. Увеличенный коэффициент линейного
Общие свойства низколегированной сталей
1. Склонность к образованию закалочных структур
2. Увеличенный коэффициент линейного

Слайд 26Особенности сварки низколегированных сталей
Электроды для сварки низколегированных сталей имеют низководородное фтористо-кальциевое покрытие. Широко
Особенности сварки низколегированных сталей
Электроды для сварки низколегированных сталей имеют низководородное фтористо-кальциевое покрытие. Широко
Слайд 27Особенности сварки низколегированных сталей
Сварочный ток выбирают в зависимости от марки и диаметра
Особенности сварки низколегированных сталей
Сварочный ток выбирают в зависимости от марки и диаметра
Слайд 28Для сварки популярных низколегированных сталей 15ХСНД и 14Г2 используют сварочные электроды Э55
Для сварки популярных низколегированных сталей 15ХСНД и 14Г2 используют сварочные электроды Э55
Слайд 29Схема технологического процесса изготовления конструкций из низкоуглеродистых сталей
Схема технологического процесса изготовления конструкций из низкоуглеродистых сталей
Слайд 30Схема технологического процесса
1.Подготовке материалов и деталей к сварке
2. Сборка
3. Режим сварки
4. Техника
Схема технологического процесса
1.Подготовке материалов и деталей к сварке
2. Сборка
3. Режим сварки
4. Техника

Слайд 31Особенности технологии сварки среднелегированных сталей
Свариваемость таких сталей зависит от содержания углерода
Особенности технологии сварки среднелегированных сталей
Свариваемость таких сталей зависит от содержания углерода
Слайд 32Марки электродов для сварки среднелегированных сталей
Марки электродов для сварки среднелегированных сталей
Слайд 33Общие свойства высоколегированной сталей
1. Склонность к образованию закалочных структур
2. Пониженный коэффициент теплопроводности
3.
Общие свойства высоколегированной сталей
1. Склонность к образованию закалочных структур
2. Пониженный коэффициент теплопроводности
3.

Слайд 34Таблица свариваемости
высоколегированной стали
Влияние на
качество
сварного шва
Технологические
мероприятия
Склонность к
образованию
закалочных
Таблица свариваемости
высоколегированной стали
Влияние на
качество
сварного шва
Технологические
мероприятия
Склонность к
образованию
закалочных
Слайд 35Таблица свариваемости
высоколегированной стали
Влияние на
качество
сварного шва
Технологические
мероприятия
Пониженный
коэффициент
теплопровод-
ности
Приводит к
Таблица свариваемости
высоколегированной стали
Влияние на
качество
сварного шва
Технологические
мероприятия
Пониженный
коэффициент
теплопровод-
ности
Приводит к
Слайд 36Таблица свариваемости
высоколегированной стали
Свойства
стали
Влияние на
качество
сварного шва
Технологические
мероприятия
Увеличенный
коэффициент
линейного
Таблица свариваемости
высоколегированной стали
Свойства
стали
Влияние на
качество
сварного шва
Технологические
мероприятия
Увеличенный
коэффициент
линейного
Слайд 37Таблица свариваемости
высоколегированной стали
Влияние на
качество
сварного шва
Технологические
мероприятия
Насыщение металла шва водородом
14.Тщательная
Таблица свариваемости
высоколегированной стали
Влияние на
качество
сварного шва
Технологические
мероприятия
Насыщение металла шва водородом
14.Тщательная
 Картина - особый мир
Картина - особый мир Строение и жизнедеятельность растительной клетки
Строение и жизнедеятельность растительной клетки Shablon_postera(Ахметшин, Иохим,Казанцева)
Shablon_postera(Ахметшин, Иохим,Казанцева) Что изучает физика. Некоторые физические термины. Наблюдения и опыты.
Что изучает физика. Некоторые физические термины. Наблюдения и опыты. Ранняя лирика Анны Ахматовой
Ранняя лирика Анны Ахматовой Создание системы непрерывного обучения
Создание системы непрерывного обучения ОБИРАЄМО ПРОФЕСІЮ (курс гурткових занять для учнів 8 кл. )Автор: Клименко В.П. – практичний психолог Б.Лу
ОБИРАЄМО ПРОФЕСІЮ (курс гурткових занять для учнів 8 кл. )Автор: Клименко В.П. – практичний психолог Б.Лу What is London famous for?
What is London famous for? Итоги социально-экономического развития Кыргызской Республики за I полугодие 2011 года
Итоги социально-экономического развития Кыргызской Республики за I полугодие 2011 года Темы итоговой работы. Компетенции в маркетинге
Темы итоговой работы. Компетенции в маркетинге Презентация на тему Гайморит
Презентация на тему Гайморит  Ваши права, дети!
Ваши права, дети! Как я оденусь на свою свадьбу
Как я оденусь на свою свадьбу IJSC Ingosstrakh
IJSC Ingosstrakh Уйти или остаться?
Уйти или остаться? Индивидуальный проект на тему: Продвижение ВФСК ГТО среди сверстников
Индивидуальный проект на тему: Продвижение ВФСК ГТО среди сверстников Подготовила Клеутина С.А. Группа МЭ-092 _
Подготовила Клеутина С.А. Группа МЭ-092 _ Николай Алексеевич НекрасовЛюбовная лирика и ее значение в жизни поэта
Николай Алексеевич НекрасовЛюбовная лирика и ее значение в жизни поэта История родного города
История родного города Если хочешьбыть здоровым
Если хочешьбыть здоровым Отдел по делам молодежи Администрации г. Таганрога
Отдел по делам молодежи Администрации г. Таганрога Планирование расходной части бюджета
Планирование расходной части бюджета КИНО БЕЗ ГРАНИЦ
КИНО БЕЗ ГРАНИЦ Празднование Пасхи в Европе
Празднование Пасхи в Европе Презентация2 (1)
Презентация2 (1) Праздник и карнавал в изобразительном искусстве
Праздник и карнавал в изобразительном искусстве Микроэкономика
Микроэкономика Взаимодействие ответственных за работу касс
Взаимодействие ответственных за работу касс