- Термическая обработка углеродистых сталей

Содержание
- 2. ПРЕЗЕНТАЦИЯ ПОСОБИЯ ДЛЯ ПРЕПОДАВАТЕЛЕЙ ПО ДИСЦИПЛИНЕ МАТЕРИАЛОВЕДЕНИЕ МОДУЛИ 5,6. КАФЕДРА «МАТЕРИАЛОВЕДЕНИЕ И МЕХАНИКА МАТЕРИАЛОВ» Л.И. Попова,
- 3. МОДУЛЬ 5 ТЕРМИЧЕСКАЯ ОБРАБОТКА УГЛЕРОДИСТЫХ СТАЛЕЙ. Теоретические основы термической обработки. Практика термической обработки. Химико-термическая обработка.
- 4. ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ Термической обработкой называется технологический процесс, состоящий из совокупности операций нагрева, выдержки и
- 5. Основными технологическими параметрами термической обработки являются: -скорость нагрева (vн ) -температура нагрева (Т°C) -время выдержки (τ)
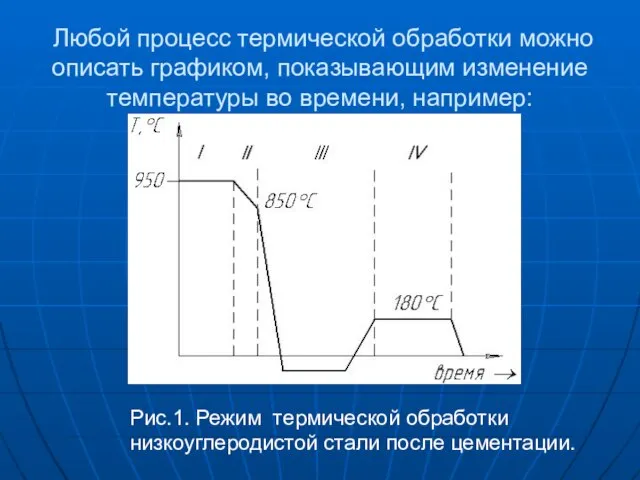
- 6. Любой процесс термической обработки можно описать графиком, показывающим изменение температуры во времени, например: Рис.1. Режим термической
- 7. Классификация видов ТО по назначению. Закалка - термическая обработка, целью которой является получение неравновесных структур. Отпуск
- 8. Отжиг I рода – совокупность термических обработок, при которых процессы, приводящие сплав в состояние близкое к
- 9. Отжиг II рода- совокупность термических обработок, при которых процессы, приводящие сплав в состояние близкое к равновесному
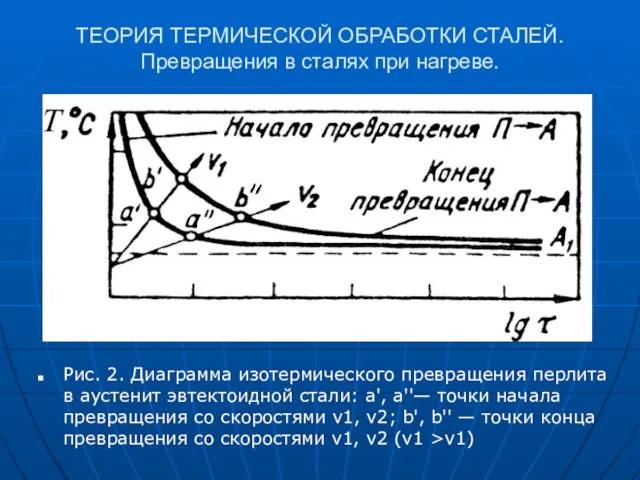
- 10. ТЕОРИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ. Превращения в сталях при нагреве. Рис. 2. Диаграмма изотермического превращения перлита в
- 11. Размер аустенитного зерна Размер аустенитного зерна – важнейшая структурная характеристика нагретой стали. От размера зерна аустенита
- 12. Склонность к росту зерна стали зависит: от содержания в ней легирующих элементов — почти все легирующие
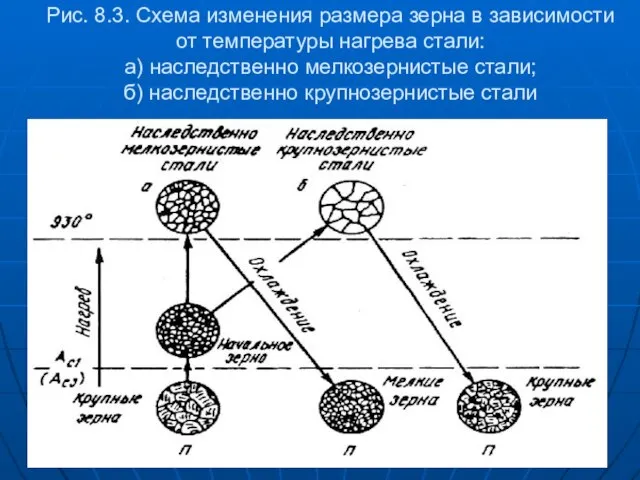
- 13. Рис. 8.3. Схема изменения размера зерна в зависимости от температуры нагрева стали: а) наследственно мелкозернистые стали;
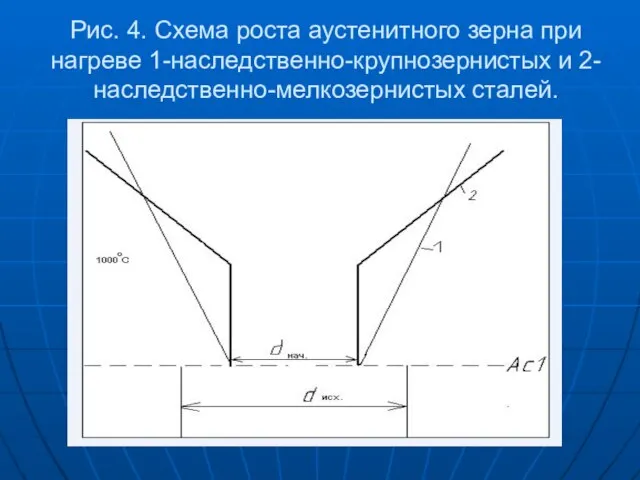
- 14. Рис. 4. Схема роста аустенитного зерна при нагреве 1-наследственно-крупнозернистых и 2-наследственно-мелкозернистых сталей.
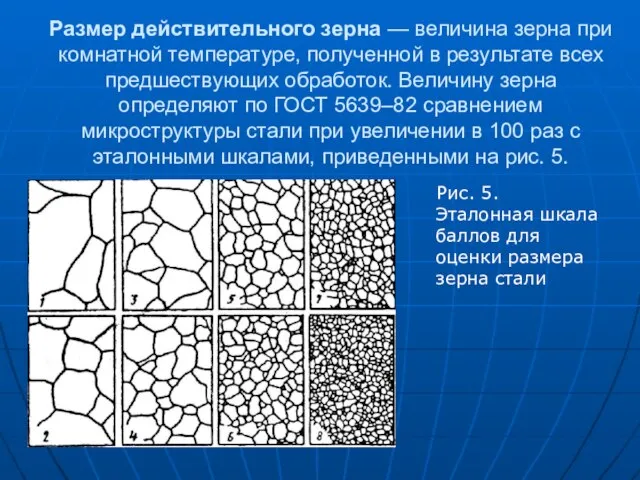
- 15. Размер действительного зерна — величина зерна при комнатной температуре, полученной в результате всех предшествующих обработок. Величину
- 16. Размер зерна оценивается баллами. Балл зерна прямо пропорционален числу зерен, помещающихся на 1 мм2 шлифа, и
- 17. Превращения в сталях при охлаждении. Основное превращение, протекающее во время охлаждения эвтектоидной стали, — это распад
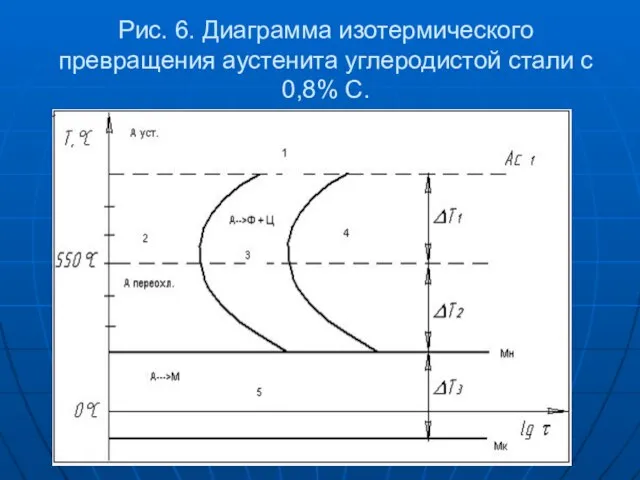
- 18. Рис. 6. Диаграмма изотермического превращения аустенита углеродистой стали с 0,8% С.
- 19. На диаграмме можно выделить следующие области: 1) область существования устойчивого аустенита (для стали, содержащей 0,8 %
- 20. В зависимости от степени переохлаждения аустенита различают три температурные области превращения: ΔТ1- область перлитного (диффузионного) превращения
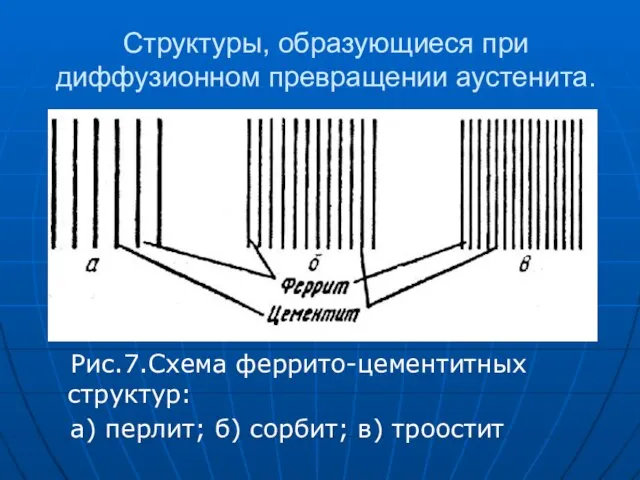
- 21. Cтруктуры, образующиеся при диффузионном превращении аустенита. Рис.7.Схема феррито-цементитных структур: а) перлит; б) сорбит; в) троостит
- 22. Рис. 8. Схемы диаграммы изотермического превращения переохлажденного аустенита: а) доэвтектоидная сталь; б) эвтектоидная сталь; в) заэвтектоидная
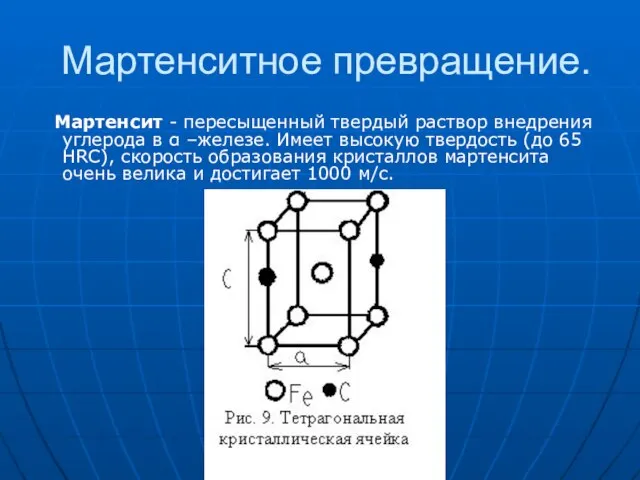
- 23. Мартенситное превращение. Мартенсит - пересыщенный твердый раствор внедрения углерода в α –железе. Имеет высокую твердость (до
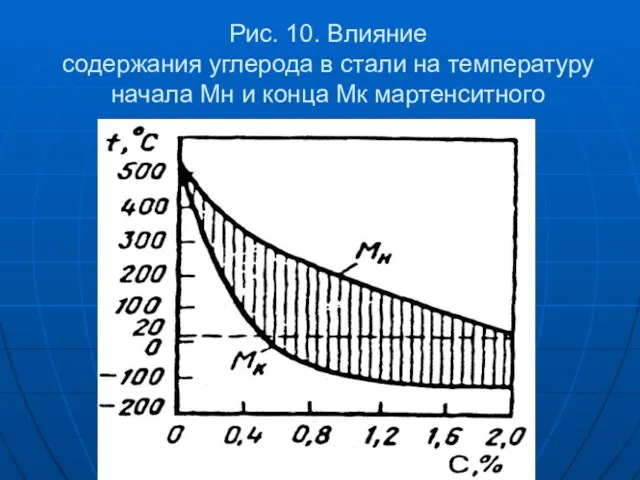
- 24. Рис. 10. Влияние содержания углерода в стали на температуру начала Мн и конца Mк мартенситного превращения
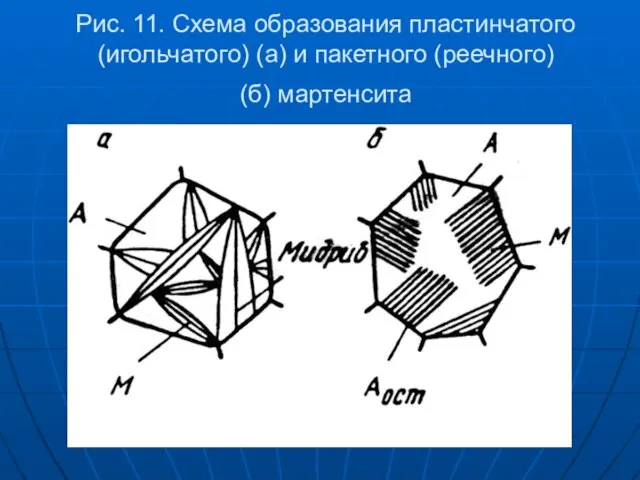
- 25. Рис. 11. Схема образования пластинчатого (игольчатого) (а) и пакетного (реечного) (б) мартенсита
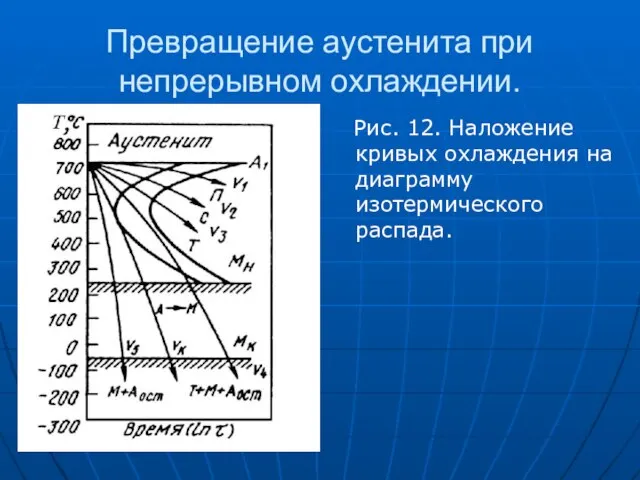
- 26. Превращение аустенита при непрерывном охлаждении. Рис. 12. Наложение кривых охлаждения на диаграмму изотермического распада.
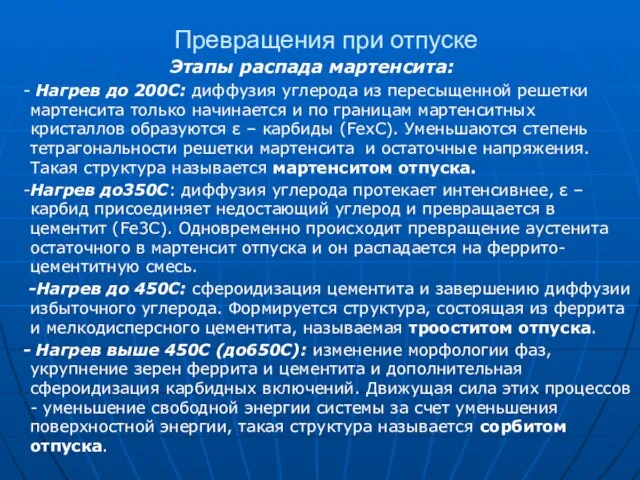
- 27. Превращения при отпуске Этапы распада мартенсита: - Нагрев до 200С: диффузия углерода из пересыщенной решетки мартенсита
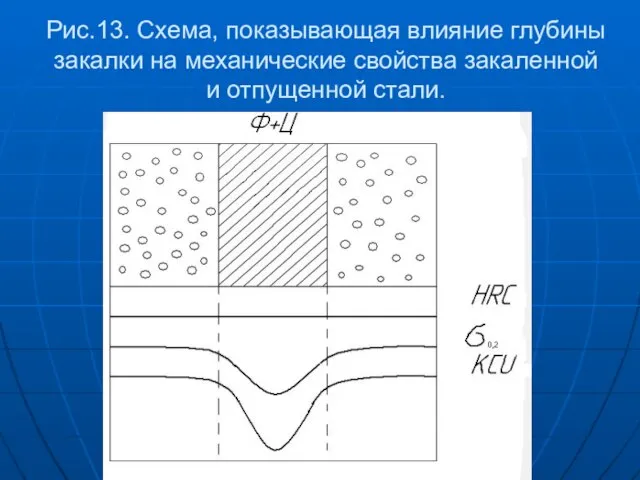
- 28. Рис.13. Схема, показывающая влияние глубины закалки на механические свойства закаленной и отпущенной стали.
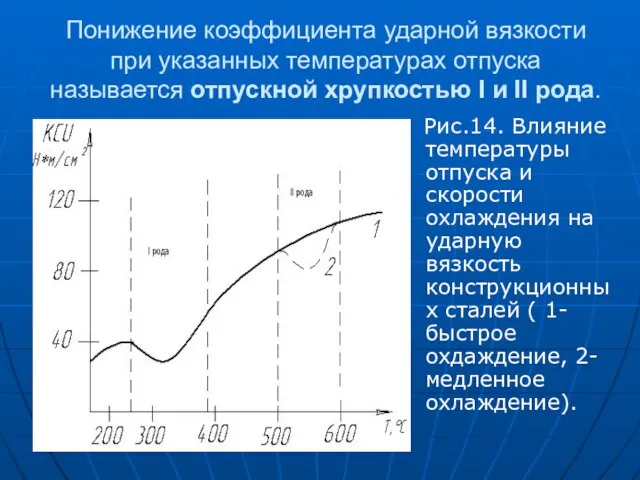
- 29. Понижение коэффициента ударной вязкости при указанных температурах отпуска называется отпускной хрупкостью I и II рода. Рис.14.
- 30. Отпускная хрупкость I рода (необратимая) не устраняется повторным отпуском, поэтому следует избегать проведения отпуска при температурах
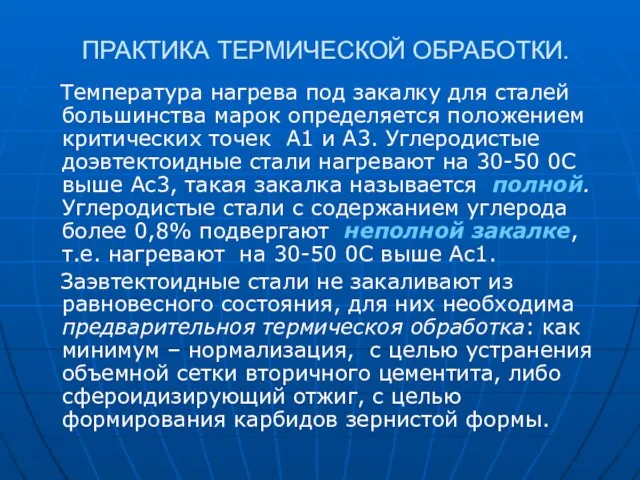
- 31. ПРАКТИКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ. Температура нагрева под закалку для сталей большинства марок определяется положением критических точек А1
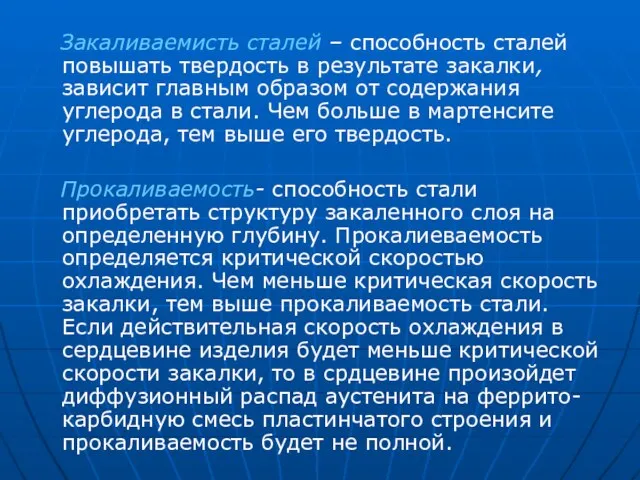
- 32. Закаливаемисть сталей – способность сталей повышать твердость в результате закалки, зависит главным образом от содержания углерода
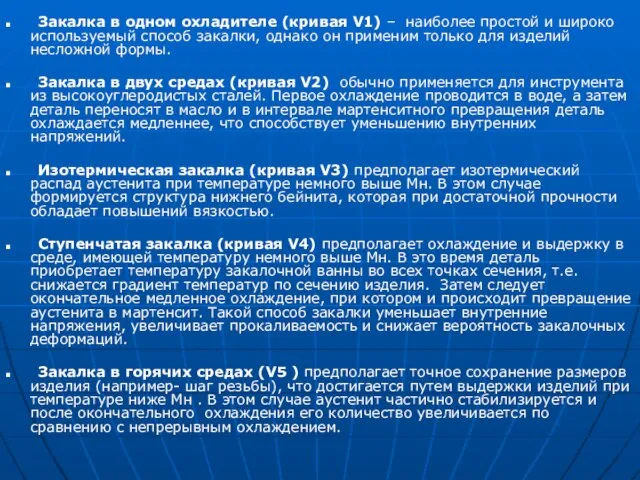
- 33. Способы закалки сталей. Рис. 15. Кривые охлаждения для различных способов закалки.
- 34. Закалка в одном охладителе (кривая V1) – наиболее простой и широко используемый способ закалки, однако он
- 35. Особенности термической обработки легированных сталей. ЛЭ группы Ni - Mn,Co,C,N понижают критические точки Ас1 и Ас3.
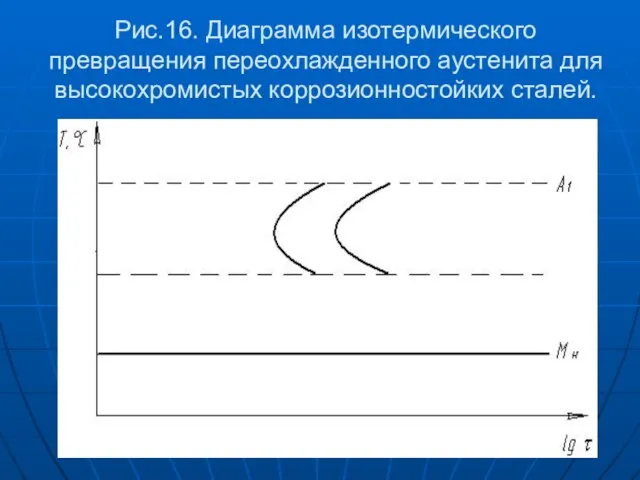
- 36. Рис.16. Диаграмма изотермического превращения переохлажденного аустенита для высокохромистых коррозионностойких сталей.
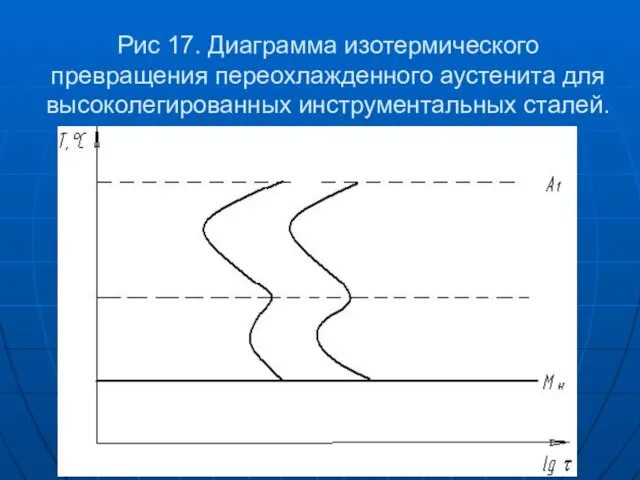
- 37. Рис 17. Диаграмма изотермического превращения переохлажденного аустенита для высоколегированных инструментальных сталей.
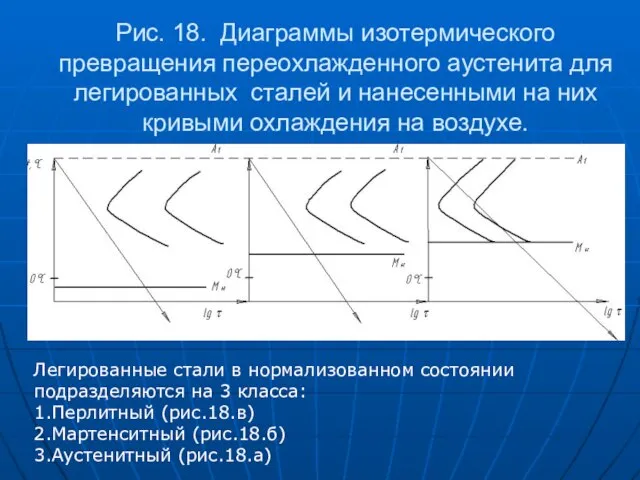
- 38. Рис. 18. Диаграммы изотермического превращения переохлажденного аустенита для легированных сталей и нанесенными на них кривыми охлаждения
- 39. МОДУЛЬ 6 СПЕЦИАЛЬНЫЕ СТАЛИ. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ.
- 40. КОРРОЗИОННОСТОЙКИЕ СТАЛИ Коррозия – разрушение метала под воздействием окружающей среды. В зависимости от характера физико-химического воздействия
- 41. Химическая коррозия Химическая коррозия – это чаще всего окисление металлов в газовой среде, усиливающееся при повышении
- 42. Электрохимическая коррозия Электрохимическая коррозия – наиболее распостранённый вид коррозии. Разнородные металлы (или участки различных фаз в
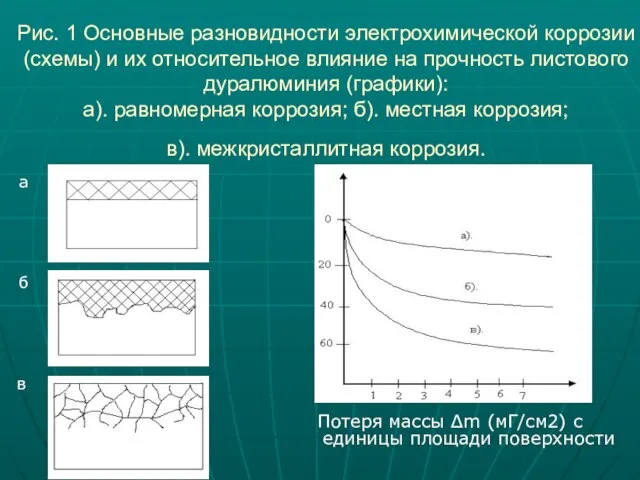
- 43. Рис. 1 Основные разновидности электрохимической коррозии (схемы) и их относительное влияние на прочность листового дуралюминия (графики):
- 44. ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ СТАЛИ. Способность материала сопротивляться химической коррозии при высоких температурах называется жаростойкостью. Способность материала
- 45. Инструментальные стали Общим для всех инструментальных сталей является повышенное содержание углерода, обеспечивающее их прочность, твердость, износостойкость.
- 46. Стали для режущего инструмента Стали для режущего инструмента различают по теплостойкости – способности сохранять твердость при
- 47. Стали для штампового инструмента Стали для штампового инструмента делят на стали: - для холодного деформирования (отличаются
- 48. Стали для измерительного инструмента Стали для измерительного инструмента должны обладать высокой твердостью, износостойкостью, стабильностью формы и
- 49. МЕДНЫЕ СПЛАВЫ. Медь – металл с ГЦК решеткой, высоким удельным весом (8,95 г/см3), температурой плавления 10830С.
- 50. Латунь – двойной или многокомпонентный сплав меди, где основным легирующим элементом является цинк. Латуни подразделят на
- 51. АЛЮМИНИЙ И ЕГО СПЛАВЫ. Алюминий – металл с ГЦК решеткой, низким удельным весом (2,7 г/м3) и
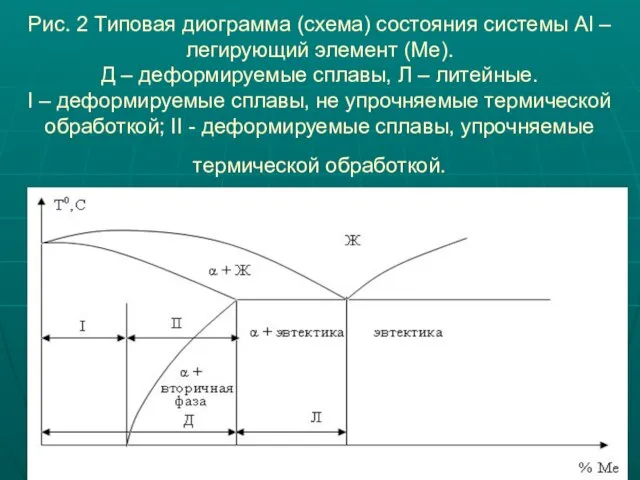
- 52. Рис. 2 Типовая диограмма (схема) состояния системы Al – легирующий элемент (Ме). Д – деформируемые сплавы,
- 53. НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ. Полимеры – высокомолекулярные химические соединения, состоящие из многочисленных низкомолекулярных звеньев (мономеров) одинакового строения. По
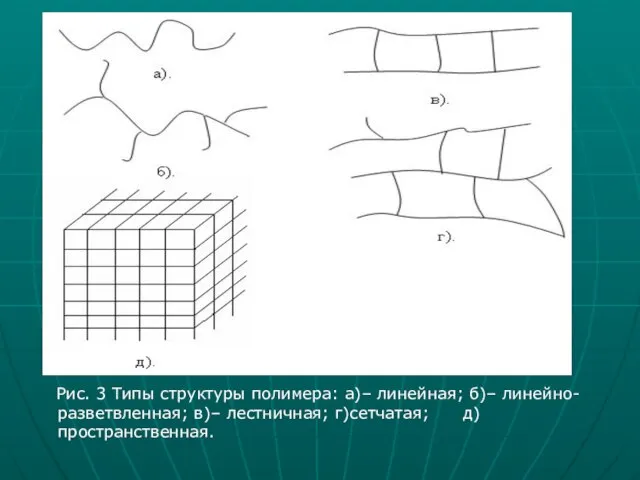
- 54. Рис. 3 Типы структуры полимера: а)– линейная; б)– линейно-разветвленная; в)– лестничная; г)сетчатая; д)пространственная.
- 55. Полимеры являются основой синтетических материалов – пластмасс. Обычно пластмассы состоят из нескольких компонентов: связующее, наполнитель, пластификатор,
- 56. Резины Резины – синтетический материал, состоящий из полимера каучука (связующее), наполнителя (сажа, оксид кремния, оксид титана,
- 57. Процесс изготовления резиновых изделий Процесс изготовления резиновых изделий состоит из ряда операций, выполняемых в строгой последовательности:
- 58. Композиционные материалы Композиционные материалы – это материалы, состоящие из двух или более компонентов, обьединенных в монолит
- 59. Стекло Стекло – однородное аморфное вещество, полученное при затвердевании расплава оксидов. В стекле могут присутствовать оксиды
- 60. Ситаллы Ситаллы – стеклокристаллические материалы, получают путем кристаллизации стекла. Обладают очень высокой прочностью (2…3 раза выше
- 62. Скачать презентацию
Слайд 2ПРЕЗЕНТАЦИЯ ПОСОБИЯ ДЛЯ ПРЕПОДАВАТЕЛЕЙ ПО ДИСЦИПЛИНЕ МАТЕРИАЛОВЕДЕНИЕ
МОДУЛИ 5,6.
КАФЕДРА «МАТЕРИАЛОВЕДЕНИЕ И
МЕХАНИКА
ПРЕЗЕНТАЦИЯ ПОСОБИЯ ДЛЯ ПРЕПОДАВАТЕЛЕЙ ПО ДИСЦИПЛИНЕ МАТЕРИАЛОВЕДЕНИЕ
МОДУЛИ 5,6.
КАФЕДРА «МАТЕРИАЛОВЕДЕНИЕ И
МЕХАНИКА
Слайд 3МОДУЛЬ 5
ТЕРМИЧЕСКАЯ ОБРАБОТКА УГЛЕРОДИСТЫХ СТАЛЕЙ.
Теоретические основы термической обработки.
Практика термической обработки.
Химико-термическая обработка.
МОДУЛЬ 5
ТЕРМИЧЕСКАЯ ОБРАБОТКА УГЛЕРОДИСТЫХ СТАЛЕЙ.
Теоретические основы термической обработки.
Практика термической обработки.
Химико-термическая обработка.
Слайд 4ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Термической обработкой называется технологический процесс, состоящий из совокупности операций
ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Термической обработкой называется технологический процесс, состоящий из совокупности операций
Слайд 5Основными технологическими параметрами термической обработки являются:
-скорость нагрева (vн )
-температура нагрева (Т°C)
-время
Основными технологическими параметрами термической обработки являются:
-скорость нагрева (vн )
-температура нагрева (Т°C)
-время
Слайд 6 Любой процесс термической обработки можно описать графиком, показывающим изменение температуры во
Любой процесс термической обработки можно описать графиком, показывающим изменение температуры во
Слайд 7Классификация видов ТО по назначению.
Закалка - термическая обработка, целью которой является получение
Классификация видов ТО по назначению.
Закалка - термическая обработка, целью которой является получение
Слайд 8Отжиг I рода – совокупность термических обработок, при которых процессы, приводящие сплав
Отжиг I рода – совокупность термических обработок, при которых процессы, приводящие сплав
Слайд 9Отжиг II рода- совокупность термических обработок, при которых процессы, приводящие сплав в
Отжиг II рода- совокупность термических обработок, при которых процессы, приводящие сплав в
Слайд 10ТЕОРИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ.
Превращения в сталях при нагреве.
Рис. 2. Диаграмма изотермического превращения
ТЕОРИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ.
Превращения в сталях при нагреве.
Рис. 2. Диаграмма изотермического превращения
Слайд 11Размер аустенитного зерна
Размер аустенитного зерна – важнейшая структурная характеристика нагретой стали.
Размер аустенитного зерна
Размер аустенитного зерна – важнейшая структурная характеристика нагретой стали.
Слайд 12Склонность к росту зерна стали зависит:
от содержания в ней легирующих элементов —
Склонность к росту зерна стали зависит:
от содержания в ней легирующих элементов —
Слайд 13Рис. 8.3. Схема изменения размера зерна в зависимости от температуры нагрева стали:
Рис. 8.3. Схема изменения размера зерна в зависимости от температуры нагрева стали:
Слайд 14Рис. 4. Схема роста аустенитного зерна при нагреве 1-наследственно-крупнозернистых и 2-наследственно-мелкозернистых сталей.
Рис. 4. Схема роста аустенитного зерна при нагреве 1-наследственно-крупнозернистых и 2-наследственно-мелкозернистых сталей.
Слайд 15Размер действительного зерна — величина зерна при комнатной температуре, полученной в результате
Размер действительного зерна — величина зерна при комнатной температуре, полученной в результате
Слайд 16Размер зерна оценивается баллами. Балл зерна прямо пропорционален числу зерен, помещающихся на
Размер зерна оценивается баллами. Балл зерна прямо пропорционален числу зерен, помещающихся на
Слайд 17Превращения в сталях при охлаждении.
Основное превращение, протекающее во время охлаждения эвтектоидной стали,
Превращения в сталях при охлаждении.
Основное превращение, протекающее во время охлаждения эвтектоидной стали,
Слайд 18Рис. 6. Диаграмма изотермического превращения аустенита углеродистой стали с 0,8% С.
Рис. 6. Диаграмма изотермического превращения аустенита углеродистой стали с 0,8% С.
Слайд 19На диаграмме можно выделить следующие области:
1) область существования устойчивого аустенита (для стали,
На диаграмме можно выделить следующие области:
1) область существования устойчивого аустенита (для стали,
Слайд 20В зависимости от степени переохлаждения аустенита различают три температурные области превращения:
ΔТ1- область
В зависимости от степени переохлаждения аустенита различают три температурные области превращения:
ΔТ1- область
Слайд 21Cтруктуры, образующиеся при диффузионном превращении аустенита.
Рис.7.Схема феррито-цементитных структур:
а) перлит;
Cтруктуры, образующиеся при диффузионном превращении аустенита.
Рис.7.Схема феррито-цементитных структур:
а) перлит;
Слайд 22Рис. 8. Схемы диаграммы изотермического превращения переохлажденного аустенита:
а) доэвтектоидная сталь; б)
Рис. 8. Схемы диаграммы изотермического превращения переохлажденного аустенита: а) доэвтектоидная сталь; б)

Слайд 23Мартенситное превращение.
Мартенсит - пересыщенный твердый раствор внедрения углерода в α –железе.
Мартенситное превращение.
Мартенсит - пересыщенный твердый раствор внедрения углерода в α –железе.
Слайд 24Рис. 10. Влияние
содержания углерода в стали на температуру начала Мн и конца
Рис. 10. Влияние содержания углерода в стали на температуру начала Мн и конца
Слайд 25Рис. 11. Схема образования пластинчатого
(игольчатого) (а) и пакетного (реечного)
(б) мартенсита
Рис. 11. Схема образования пластинчатого
(игольчатого) (а) и пакетного (реечного)
(б) мартенсита
Слайд 26Превращение аустенита при непрерывном охлаждении.
Рис. 12. Наложение кривых охлаждения на диаграмму
Превращение аустенита при непрерывном охлаждении.
Рис. 12. Наложение кривых охлаждения на диаграмму
Слайд 27Превращения при отпуске
Этапы распада мартенсита:
- Нагрев до 200С: диффузия углерода
Превращения при отпуске
Этапы распада мартенсита:
- Нагрев до 200С: диффузия углерода
Слайд 28Рис.13. Схема, показывающая влияние глубины закалки на механические свойства закаленной и отпущенной
Рис.13. Схема, показывающая влияние глубины закалки на механические свойства закаленной и отпущенной
Слайд 29Понижение коэффициента ударной вязкости при указанных температурах отпуска называется отпускной хрупкостью I
Понижение коэффициента ударной вязкости при указанных температурах отпуска называется отпускной хрупкостью I
Слайд 30 Отпускная хрупкость I рода (необратимая) не устраняется повторным отпуском, поэтому следует
Отпускная хрупкость I рода (необратимая) не устраняется повторным отпуском, поэтому следует
Слайд 31ПРАКТИКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ.
Температура нагрева под закалку для сталей большинства марок определяется
ПРАКТИКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ.
Температура нагрева под закалку для сталей большинства марок определяется
Слайд 32 Закаливаемисть сталей – способность сталей повышать твердость в результате закалки, зависит
Закаливаемисть сталей – способность сталей повышать твердость в результате закалки, зависит
Слайд 33Способы закалки сталей.
Рис. 15. Кривые охлаждения для различных способов закалки.
Способы закалки сталей.
Рис. 15. Кривые охлаждения для различных способов закалки.

Слайд 34 Закалка в одном охладителе (кривая V1) – наиболее простой и широко используемый
Закалка в одном охладителе (кривая V1) – наиболее простой и широко используемый
Слайд 35Особенности термической обработки легированных сталей.
ЛЭ группы Ni - Mn,Co,C,N понижают критические
Особенности термической обработки легированных сталей.
ЛЭ группы Ni - Mn,Co,C,N понижают критические
Слайд 36Рис.16. Диаграмма изотермического превращения переохлажденного аустенита для высокохромистых коррозионностойких сталей.
Рис.16. Диаграмма изотермического превращения переохлажденного аустенита для высокохромистых коррозионностойких сталей.
Слайд 37Рис 17. Диаграмма изотермического превращения переохлажденного аустенита для высоколегированных инструментальных сталей.
Рис 17. Диаграмма изотермического превращения переохлажденного аустенита для высоколегированных инструментальных сталей.
Слайд 38Рис. 18. Диаграммы изотермического превращения переохлажденного аустенита для легированных сталей и нанесенными
Рис. 18. Диаграммы изотермического превращения переохлажденного аустенита для легированных сталей и нанесенными
Слайд 39МОДУЛЬ 6
СПЕЦИАЛЬНЫЕ СТАЛИ. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ.
МОДУЛЬ 6
СПЕЦИАЛЬНЫЕ СТАЛИ. КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ. ПОЛИМЕРНЫЕ МАТЕРИАЛЫ.
Слайд 40КОРРОЗИОННОСТОЙКИЕ СТАЛИ
Коррозия – разрушение метала под воздействием окружающей среды. В зависимости
КОРРОЗИОННОСТОЙКИЕ СТАЛИ
Коррозия – разрушение метала под воздействием окружающей среды. В зависимости
Слайд 41Химическая коррозия
Химическая коррозия – это чаще всего окисление металлов в газовой среде,
Химическая коррозия
Химическая коррозия – это чаще всего окисление металлов в газовой среде,
Слайд 42Электрохимическая коррозия
Электрохимическая коррозия – наиболее распостранённый вид коррозии. Разнородные металлы (или
Электрохимическая коррозия
Электрохимическая коррозия – наиболее распостранённый вид коррозии. Разнородные металлы (или
Слайд 43Рис. 1 Основные разновидности электрохимической коррозии (схемы) и их относительное влияние на
Рис. 1 Основные разновидности электрохимической коррозии (схемы) и их относительное влияние на
Слайд 44ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ СТАЛИ.
Способность материала сопротивляться химической коррозии при высоких температурах
ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ СТАЛИ.
Способность материала сопротивляться химической коррозии при высоких температурах
Слайд 45Инструментальные стали
Общим для всех инструментальных сталей является повышенное содержание углерода, обеспечивающее
Инструментальные стали
Общим для всех инструментальных сталей является повышенное содержание углерода, обеспечивающее
Слайд 46Стали для режущего инструмента
Стали для режущего инструмента различают по теплостойкости
Стали для режущего инструмента
Стали для режущего инструмента различают по теплостойкости
Слайд 47Стали для штампового инструмента
Стали для штампового инструмента делят на стали:
Стали для штампового инструмента
Стали для штампового инструмента делят на стали:
Слайд 48Стали для измерительного инструмента
Стали для измерительного инструмента должны обладать высокой твердостью,
Стали для измерительного инструмента
Стали для измерительного инструмента должны обладать высокой твердостью,
Слайд 49МЕДНЫЕ СПЛАВЫ.
Медь – металл с ГЦК решеткой, высоким удельным весом (8,95
МЕДНЫЕ СПЛАВЫ.
Медь – металл с ГЦК решеткой, высоким удельным весом (8,95
Слайд 50 Латунь – двойной или многокомпонентный сплав меди, где основным легирующим элементом
Латунь – двойной или многокомпонентный сплав меди, где основным легирующим элементом
Слайд 51АЛЮМИНИЙ И ЕГО СПЛАВЫ.
Алюминий – металл с ГЦК решеткой, низким
АЛЮМИНИЙ И ЕГО СПЛАВЫ.
Алюминий – металл с ГЦК решеткой, низким
Слайд 52Рис. 2 Типовая диограмма (схема) состояния системы Al – легирующий элемент (Ме).
Д
Рис. 2 Типовая диограмма (схема) состояния системы Al – легирующий элемент (Ме). Д
Слайд 53НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ.
Полимеры – высокомолекулярные химические соединения, состоящие из многочисленных низкомолекулярных
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ.
Полимеры – высокомолекулярные химические соединения, состоящие из многочисленных низкомолекулярных
Слайд 54 Рис. 3 Типы структуры полимера: а)– линейная; б)– линейно-разветвленная; в)– лестничная;
Рис. 3 Типы структуры полимера: а)– линейная; б)– линейно-разветвленная; в)– лестничная;
Слайд 55 Полимеры являются основой синтетических материалов – пластмасс.
Обычно пластмассы состоят
Полимеры являются основой синтетических материалов – пластмасс.
Обычно пластмассы состоят
Слайд 56Резины
Резины – синтетический материал, состоящий из полимера каучука (связующее), наполнителя (сажа,
Резины
Резины – синтетический материал, состоящий из полимера каучука (связующее), наполнителя (сажа,
Слайд 57Процесс изготовления резиновых изделий
Процесс изготовления резиновых изделий состоит из ряда операций,
Процесс изготовления резиновых изделий
Процесс изготовления резиновых изделий состоит из ряда операций,
Слайд 58Композиционные материалы
Композиционные материалы – это материалы, состоящие из двух или
Композиционные материалы
Композиционные материалы – это материалы, состоящие из двух или
Слайд 59Стекло
Стекло – однородное аморфное вещество, полученное при затвердевании расплава оксидов. В
Стекло
Стекло – однородное аморфное вещество, полученное при затвердевании расплава оксидов. В
Слайд 60Ситаллы
Ситаллы – стеклокристаллические материалы, получают путем кристаллизации стекла. Обладают очень высокой
Ситаллы
Ситаллы – стеклокристаллические материалы, получают путем кристаллизации стекла. Обладают очень высокой
 Обсуждение притчи как мотивационный прием Жил-был юноша с плохим характером. Отец дал ему полный мешок гвоздей и сказал: «З
Обсуждение притчи как мотивационный прием Жил-был юноша с плохим характером. Отец дал ему полный мешок гвоздей и сказал: «З Stand design | bendix | automechanika- 2016
Stand design | bendix | automechanika- 2016 Национальная галерея искусства в Вашингтоне.
Национальная галерея искусства в Вашингтоне. Модернизация пескоразбрасывающего оборудования. Повышение сцепления абразивных частиц с поверхностью снежно-ледяных образований
Модернизация пескоразбрасывающего оборудования. Повышение сцепления абразивных частиц с поверхностью снежно-ледяных образований 111
111 Приготовление щей, борщей
Приготовление щей, борщей УСТРОЙСТВО ОРИЕНТАЦИИ БУТЫЛОК (УНИВЕРСАЛЬНОЕ)
УСТРОЙСТВО ОРИЕНТАЦИИ БУТЫЛОК (УНИВЕРСАЛЬНОЕ) Общая психология
Общая психология Бизнес-план, его назначение и структура
Бизнес-план, его назначение и структура Организация психологических служб в медицинских учреждениях
Организация психологических служб в медицинских учреждениях Организационно-правовые формы предприятия
Организационно-правовые формы предприятия Мастер света
Мастер света Кафедра физико – математических дисциплин
Кафедра физико – математических дисциплин Простые вещества - металлы и неметаллы
Простые вещества - металлы и неметаллы Мотивация оператора
Мотивация оператора Презентация на тему Гражданское право по Судебнику 1497 г
Презентация на тему Гражданское право по Судебнику 1497 г  Стенокардия
Стенокардия Сотрудники Call-центра: кто они, где их искать и чему учить.
Сотрудники Call-центра: кто они, где их искать и чему учить. Приоритетный национальный проект «Образование»
Приоритетный национальный проект «Образование» Подготовка к написанию сочинения «Описание внешности знакомого»
Подготовка к написанию сочинения «Описание внешности знакомого» Векторная графика в Word и Power Point
Векторная графика в Word и Power Point ИННОВАЦИОННЫЕ ПОДХОДЫ К КОМПЛЕКСНОЙ ТЕРАПИИ БОЛЬНЫХ ТУБЕРКУЛЕЗОМ НОВАЯ ГРУППА ЛЕКАРСТВЕННЫХ ПРЕПАРАТОВ – РЕГУЛЯТОРЫ ЗАЩИТНЫХ С
ИННОВАЦИОННЫЕ ПОДХОДЫ К КОМПЛЕКСНОЙ ТЕРАПИИ БОЛЬНЫХ ТУБЕРКУЛЕЗОМ НОВАЯ ГРУППА ЛЕКАРСТВЕННЫХ ПРЕПАРАТОВ – РЕГУЛЯТОРЫ ЗАЩИТНЫХ С «Построение маркетинговых коммуникаций с молодёжной аудиторией в соответствии с её образом жизни и моделью потребления»
«Построение маркетинговых коммуникаций с молодёжной аудиторией в соответствии с её образом жизни и моделью потребления» Презентация на тему Гималаи
Презентация на тему Гималаи Памятник Петру Великому "Медный всадник"
Памятник Петру Великому "Медный всадник" Инновационные технологии диагностики и мониторинга плоских кровель
Инновационные технологии диагностики и мониторинга плоских кровель М О Я Р О Д И Н А - Р О С С И Я
М О Я Р О Д И Н А - Р О С С И Я Родительское собрание.
Родительское собрание.