- Транспортный конвейер с рычагами

Содержание
- 2. Цепной конвейер Цепной конвейер, задействованный гидроцилиндрами, транспортирует слои проката с рольганга в зону снятия задних концов,
- 3. Условие работы транспортерного конвейера с рычагами Гидравлический привод транспортерный конвейер с рычагами работает в тяжёлых условиях
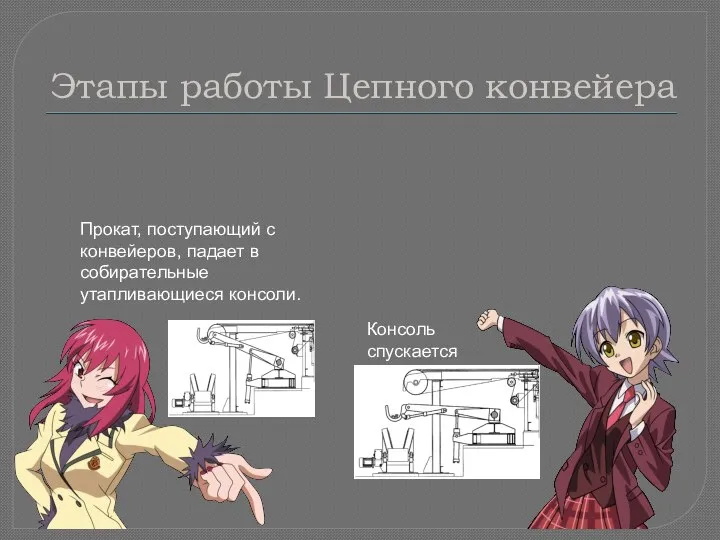
- 4. Этапы работы Цепного конвейера Прокат, поступающий с конвейеров, падает в собирательные утапливающиеся консоли. Консоль спускается
- 5. Консоли спускаются до укладывания проката на рольганг и утапливаются под касательную роликов Консоли возвращаются вовнутрь посредством
- 6. дальше поднимаются в верхнее положение. Дальше консоли снова возвращаются наружу, готовы к приему последующей связки
- 7. ПАО «ЧМК» Прокат №1
- 8. Потребность в прокатном оборудовании продолжает расти. Это объясняется тем, что прокатка из всех способов обработки металлов
- 9. Технологический процесс получения готовой прокатной продукции - это завершающая стадия металлургического производства. В прокатные цеха металлургического
- 10. Гидравлика в транспортном конвейере с рычагами.
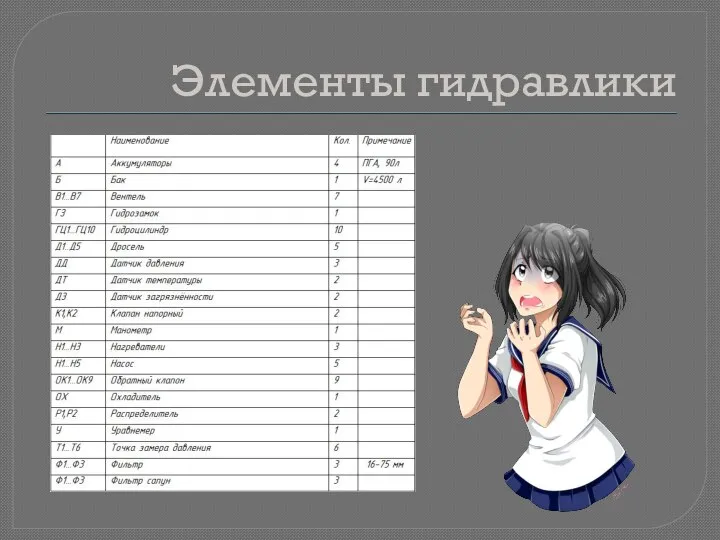
- 11. Элементы гидравлики
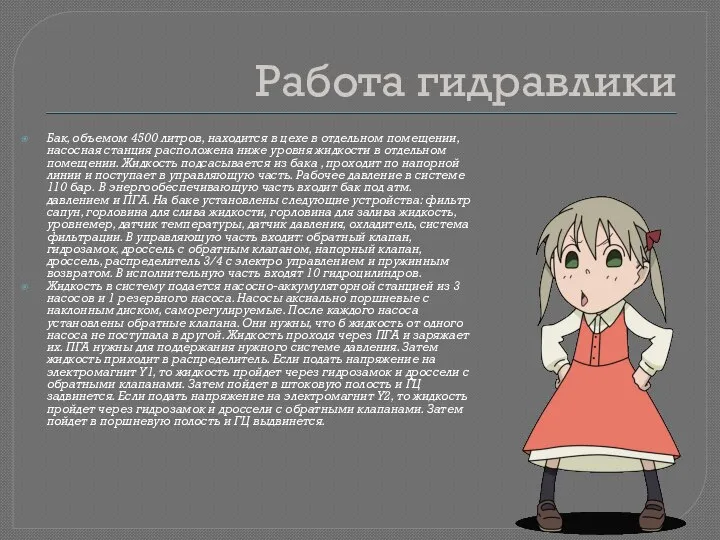
- 12. Работа гидравлики Бак, объемом 4500 литров, находится в цехе в отдельном помещении, насосная станция расположена ниже
- 14. Скачать презентацию
Слайд 2Цепной конвейер
Цепной конвейер, задействованный гидроцилиндрами, транспортирует слои проката с рольганга в зону
Цепной конвейер
Цепной конвейер, задействованный гидроцилиндрами, транспортирует слои проката с рольганга в зону

Слайд 3
Условие работы транспортерного конвейера с рычагами
Гидравлический привод транспортерный конвейер с рычагами
Условие работы транспортерного конвейера с рычагами
Гидравлический привод транспортерный конвейер с рычагами
Слайд 4Этапы работы Цепного конвейера
Прокат, поступающий с конвейеров, падает в собирательные утапливающиеся консоли.
Консоль
Этапы работы Цепного конвейера
Прокат, поступающий с конвейеров, падает в собирательные утапливающиеся консоли.
Консоль
Слайд 5Консоли спускаются до укладывания проката на рольганг и утапливаются под касательную роликов
Консоли спускаются до укладывания проката на рольганг и утапливаются под касательную роликов

Слайд 6дальше поднимаются в верхнее положение.
Дальше консоли снова возвращаются наружу, готовы к
дальше поднимаются в верхнее положение.
Дальше консоли снова возвращаются наружу, готовы к

Слайд 7ПАО «ЧМК» Прокат №1
ПАО «ЧМК» Прокат №1

Слайд 8Потребность в прокатном оборудовании продолжает расти. Это объясняется тем, что прокатка из
Потребность в прокатном оборудовании продолжает расти. Это объясняется тем, что прокатка из
Слайд 9Технологический процесс получения готовой прокатной продукции - это завершающая стадия металлургического производства.
Технологический процесс получения готовой прокатной продукции - это завершающая стадия металлургического производства.
Слайд 10Гидравлика в транспортном конвейере с рычагами.
Гидравлика в транспортном конвейере с рычагами.

Слайд 11Элементы гидравлики
Элементы гидравлики
Слайд 12Работа гидравлики
Бак, объемом 4500 литров, находится в цехе в отдельном помещении, насосная
Работа гидравлики
Бак, объемом 4500 литров, находится в цехе в отдельном помещении, насосная
 Искусство театра
Искусство театра Умножение натуральных чисел 5 класс
Умножение натуральных чисел 5 класс Обзор круглого стола «Проблемы реализации нового законодательства об обязательном страховании гражданской ответственности влад
Обзор круглого стола «Проблемы реализации нового законодательства об обязательном страховании гражданской ответственности влад Реализация проекта по персонифицированному финансированию дополнительного образования детей
Реализация проекта по персонифицированному финансированию дополнительного образования детей Интерактивные игры на уроках Литературы
Интерактивные игры на уроках Литературы Интеграция экологического образования и театрализованной деятельности дошкольников
Интеграция экологического образования и театрализованной деятельности дошкольников Вначале было слово…. День славянской письменности и культуры
Вначале было слово…. День славянской письменности и культуры Вычисление производных
Вычисление производных Сага о воробье
Сага о воробье Печатный научно-популярный журнал для широкой аудитории Кот Шрёдингера. Приглашаем к сотрудничеству
Печатный научно-популярный журнал для широкой аудитории Кот Шрёдингера. Приглашаем к сотрудничеству Искусство Междуречья
Искусство Междуречья Значение обязательности подготовки граждан к военной службе
Значение обязательности подготовки граждан к военной службе Гражданские правоотношения. Практикум
Гражданские правоотношения. Практикум Бизнес-план
Бизнес-план Взрослый возраст (с 18 до 60 лет)
Взрослый возраст (с 18 до 60 лет) Презентация на тему Родная страна 2 класс
Презентация на тему Родная страна 2 класс Матрица требований
Матрица требований Книги о войне
Книги о войне Практикум по написанию сочинения (часть С)
Практикум по написанию сочинения (часть С) Проектирование одежды для детей
Проектирование одежды для детей ПОРТФОЛИО
ПОРТФОЛИО Патофизиология коронарной недостаточности
Патофизиология коронарной недостаточности ЗАМЕСТИТЕЛЬ ДИРЕКТОРА ПО УР 1.Организация учебно- воспитательного процесса в основной и средней школе, руководство им и контроль з
ЗАМЕСТИТЕЛЬ ДИРЕКТОРА ПО УР 1.Организация учебно- воспитательного процесса в основной и средней школе, руководство им и контроль з Отчет семейного клуба «Навстречу друг другу»
Отчет семейного клуба «Навстречу друг другу» Радиация 8кл
Радиация 8кл Государственное регулирование транспортной системы в городе федерального значения Москве
Государственное регулирование транспортной системы в городе федерального значения Москве Феноменология и философия психоанализа
Феноменология и философия психоанализа Определение координат вектора
Определение координат вектора