- Участок сборки. ЗАО Кордиант - Восток

Содержание
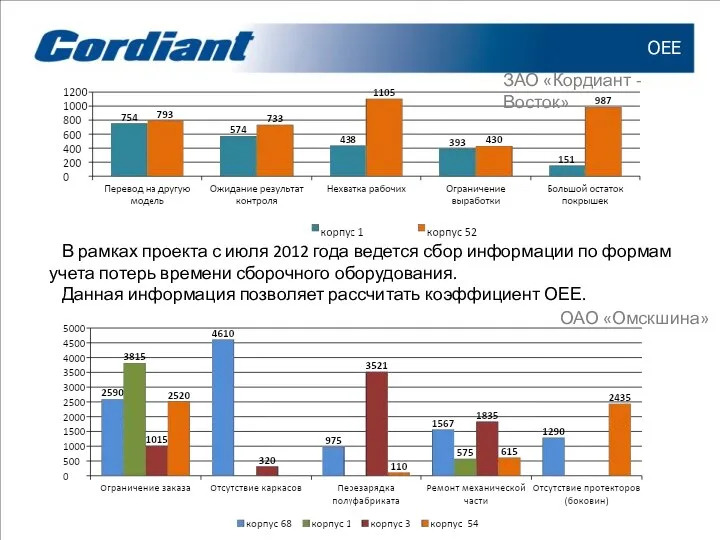
- 2. ОЕЕ В рамках проекта с июля 2012 года ведется сбор информации по формам учета потерь времени
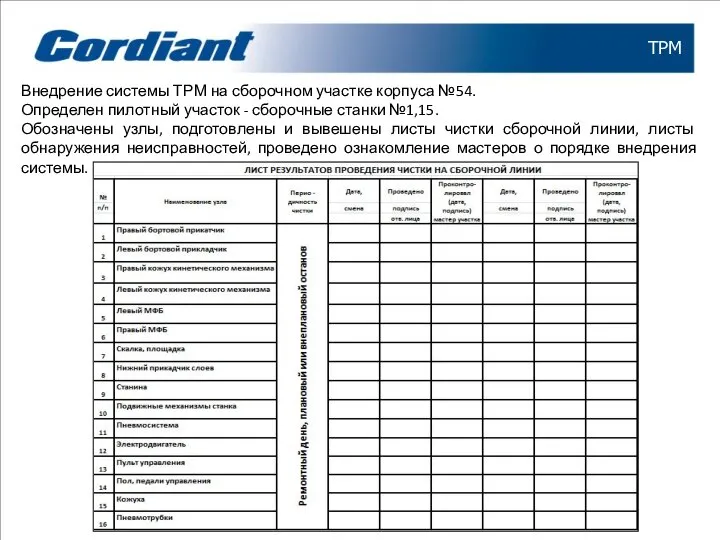
- 3. ТРМ Внедрение системы ТРМ на сборочном участке корпуса №54. Определен пилотный участок - сборочные станки №1,15.
- 4. ТРМ 28.08.2012 13.09.2012
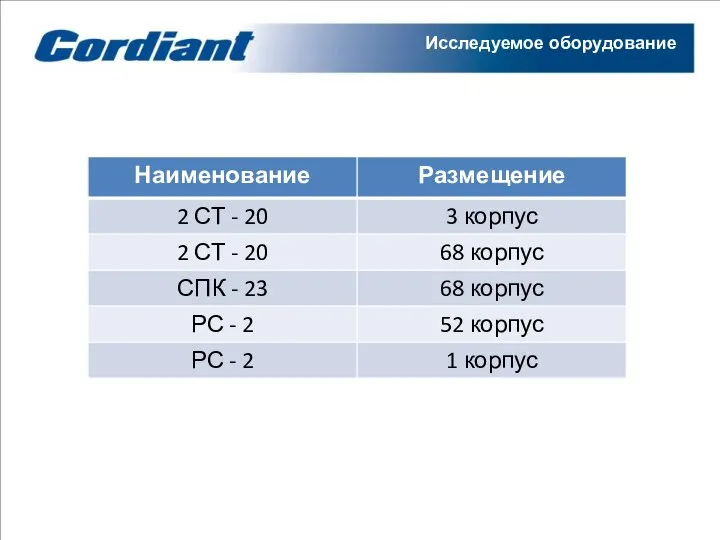
- 5. Исследуемое оборудование
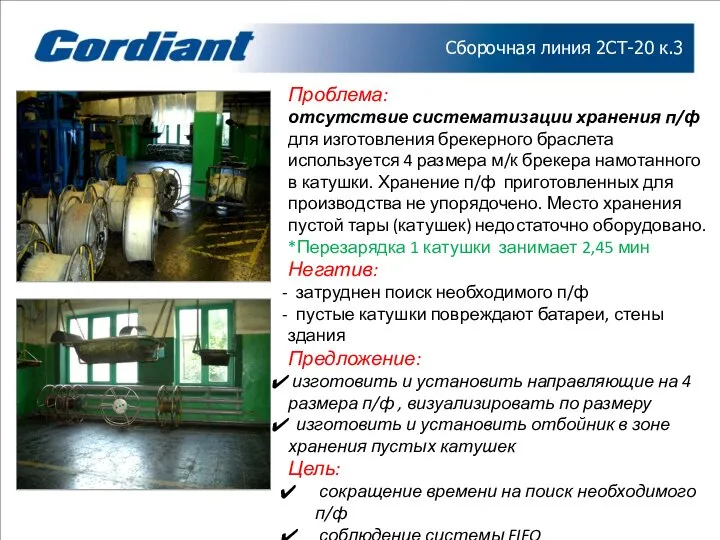
- 6. Проблема: отсутствие систематизации хранения п/ф для изготовления брекерного браслета используется 4 размера м/к брекера намотанного в
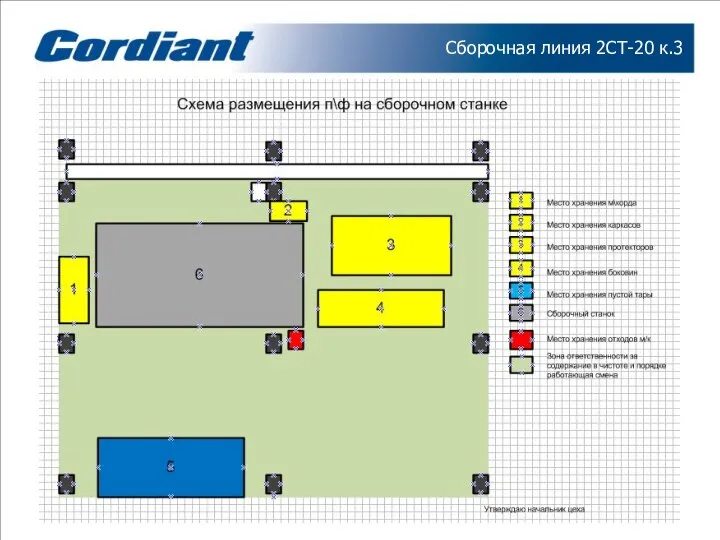
- 7. Сборочная линия 2СТ-20 к.3
- 8. Сборочная линия 2СТ-20 к.3 Проблема: затруднена процедура перезарядки недостаточное количество шпулей для намотки прокладочного материала, разная
- 9. Сборочные линии СПК-23, 2СТ20 к.68 Проблемы: транспортировка п/ф сборщик доставляет катушки с металлокордом самостоятельно к оборудованию.
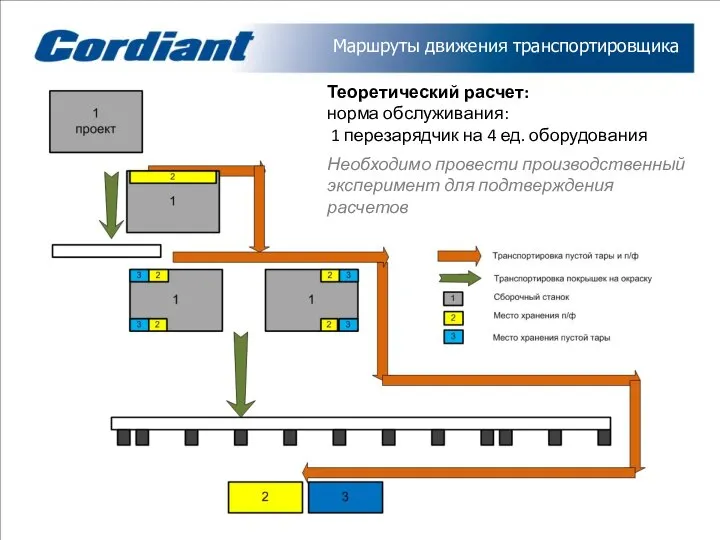
- 10. Маршруты движения транспортировщика Теоретический расчет: норма обслуживания: 1 перезарядчик на 4 ед. оборудования Необходимо провести производственный
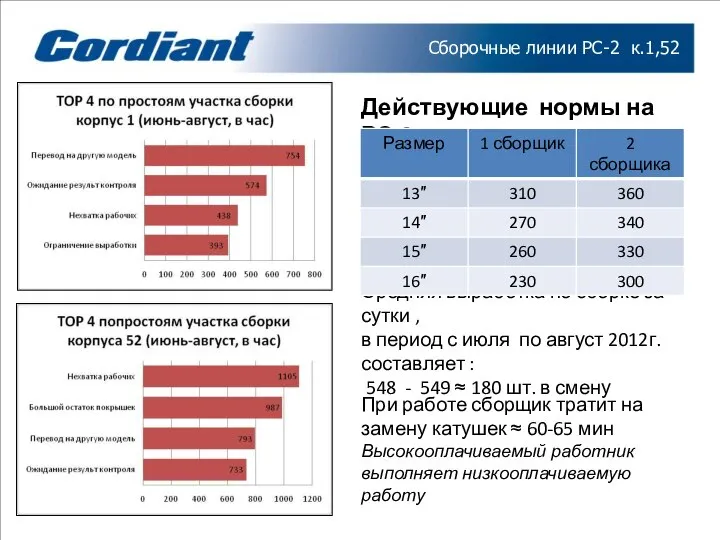
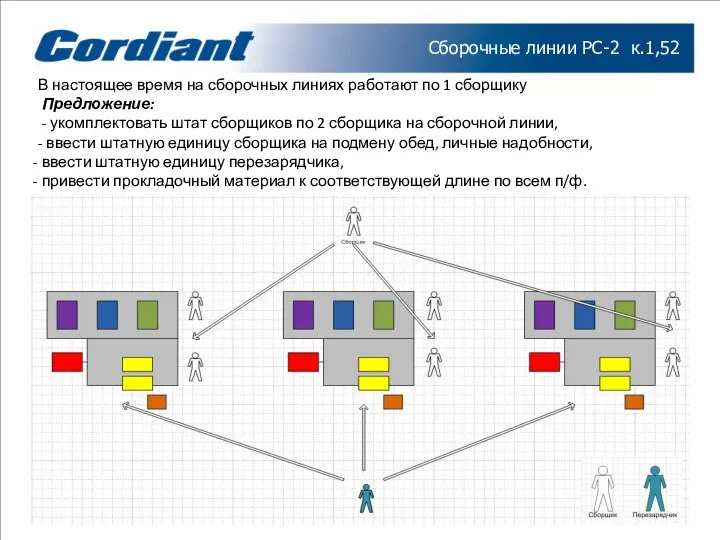
- 11. Сборочные линии РС-2 к.1,52 Действующие нормы на РС-2 Средняя выработка по сборке за сутки , в
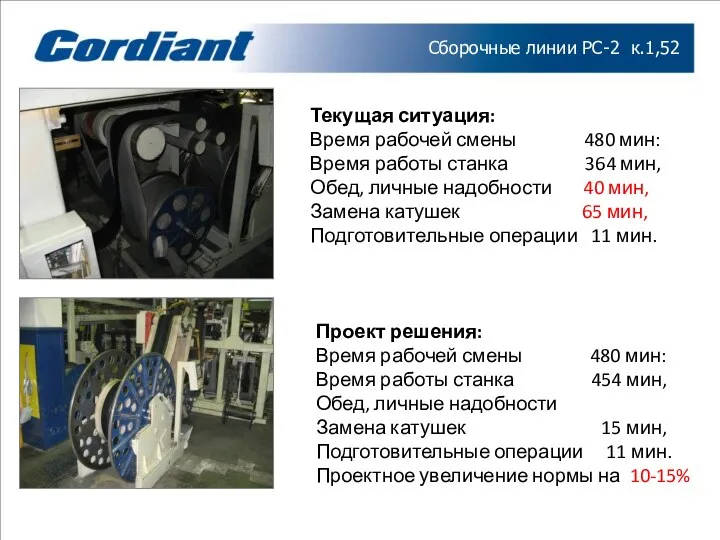
- 12. Проект решения: Время рабочей смены 480 мин: Время работы станка 454 мин, Обед, личные надобности Замена
- 13. В настоящее время на сборочных линиях работают по 1 сборщику Предложение: - укомплектовать штат сборщиков по
- 14. Время изготовления в мин 1,00 Время изготовления в мин 0,90 Сборочные линии РС-2 ЗАО «Кордиант -
- 16. Скачать презентацию
Слайд 3ТРМ
Внедрение системы ТРМ на сборочном участке корпуса №54.
Определен пилотный участок -
ТРМ
Внедрение системы ТРМ на сборочном участке корпуса №54.
Определен пилотный участок -
Слайд 4ТРМ
28.08.2012
13.09.2012
ТРМ
28.08.2012
13.09.2012

Слайд 5Исследуемое оборудование
Исследуемое оборудование
Слайд 6Проблема:
отсутствие систематизации хранения п/ф
для изготовления брекерного браслета используется 4 размера
Проблема:
отсутствие систематизации хранения п/ф
для изготовления брекерного браслета используется 4 размера
Слайд 7Сборочная линия 2СТ-20 к.3
Сборочная линия 2СТ-20 к.3
Слайд 8Сборочная линия 2СТ-20 к.3
Проблема:
затруднена процедура перезарядки
недостаточное количество шпулей для намотки
прокладочного
Сборочная линия 2СТ-20 к.3
Проблема:
затруднена процедура перезарядки
недостаточное количество шпулей для намотки
прокладочного

Слайд 9Сборочные линии СПК-23, 2СТ20 к.68
Проблемы:
транспортировка п/ф
сборщик доставляет катушки с металлокордом самостоятельно к
Сборочные линии СПК-23, 2СТ20 к.68
Проблемы:
транспортировка п/ф
сборщик доставляет катушки с металлокордом самостоятельно к

Слайд 10Маршруты движения транспортировщика
Теоретический расчет:
норма обслуживания:
1 перезарядчик на 4 ед. оборудования
Необходимо
Маршруты движения транспортировщика
Теоретический расчет:
норма обслуживания:
1 перезарядчик на 4 ед. оборудования
Необходимо
Слайд 11Сборочные линии РС-2 к.1,52
Действующие нормы на РС-2
Средняя выработка по сборке за сутки
Сборочные линии РС-2 к.1,52
Действующие нормы на РС-2
Средняя выработка по сборке за сутки
Слайд 12Проект решения:
Время рабочей смены 480 мин:
Время работы станка 454 мин,
Обед, личные надобности
Замена
Проект решения:
Время рабочей смены 480 мин:
Время работы станка 454 мин,
Обед, личные надобности
Замена
Слайд 13В настоящее время на сборочных линиях работают по 1 сборщику
Предложение:
-
В настоящее время на сборочных линиях работают по 1 сборщику
Предложение:
-
Слайд 14Время изготовления в мин 1,00
Время изготовления в мин 0,90
Сборочные линии РС-2
ЗАО «Кордиант
Время изготовления в мин 1,00
Время изготовления в мин 0,90
Сборочные линии РС-2
ЗАО «Кордиант

 London
London Основы менеджмента
Основы менеджмента Кто покупает? Портрет вашего клиента
Кто покупает? Портрет вашего клиента Презентация на тему Непрерывные случайные величины
Презентация на тему Непрерывные случайные величины  Урок-путешествие
Урок-путешествие Экспортная Интернет площадка www.exim.uz
Экспортная Интернет площадка www.exim.uz Неправительственные правозащитные организации
Неправительственные правозащитные организации Презентация на тему Строение и функции белков
Презентация на тему Строение и функции белков  Инвестиционные программы Gold Fort
Инвестиционные программы Gold Fort Артюхова Нина Михайловна — русская детская писательница
Артюхова Нина Михайловна — русская детская писательница Особо избранный чин 33-х псалмов вечнозаветной псалтири на святорусском языке
Особо избранный чин 33-х псалмов вечнозаветной псалтири на святорусском языке Продажа земельных участков. Республика Крым
Продажа земельных участков. Республика Крым Презентация на тему Ромео и Джульетта
Презентация на тему Ромео и Джульетта Филогенетический и онтогенетический методы развития психики живых существ
Филогенетический и онтогенетический методы развития психики живых существ Место проведения экспедиции
Место проведения экспедиции project-presentation-template
project-presentation-template Медиаобразованиев России www.edu.of.ru/mediaeducation
Медиаобразованиев России www.edu.of.ru/mediaeducation Тема: Правописание частиц НЕ и НИ.
Тема: Правописание частиц НЕ и НИ. Чек-лист для InGame (детали)
Чек-лист для InGame (детали) Презентация на тему Всеволод Александрович Рождественский 29 марта 1895- 31 августа 1977
Презентация на тему Всеволод Александрович Рождественский 29 марта 1895- 31 августа 1977  Исследование как основа и как инструмент продвижения регионов
Исследование как основа и как инструмент продвижения регионов Мир на рубеже веков
Мир на рубеже веков Решение задач (Практическое пособие)
Решение задач (Практическое пособие) Тема:«Адаптационный период в 5б классе»Классный руководитель: Триколе О.В.
Тема:«Адаптационный период в 5б классе»Классный руководитель: Триколе О.В. Элемент архитектуры портал
Элемент архитектуры портал Переніс слві
Переніс слві Задание по дисциплине Маркетинговые стратегии
Задание по дисциплине Маркетинговые стратегии Ведение бизнеса по обслуживанию граждан пожилого возраста и инвалидов
Ведение бизнеса по обслуживанию граждан пожилого возраста и инвалидов