- Устройство для центрирования и исправления серповидности металлических полос

Содержание
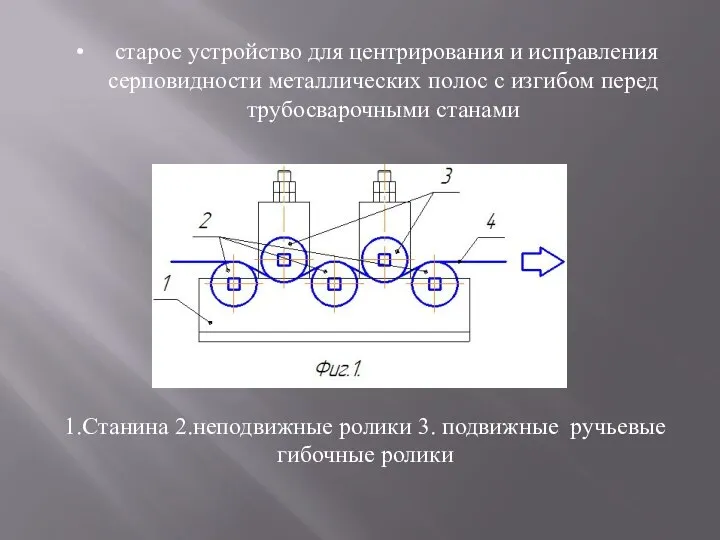
- 2. старое устройство для центрирования и исправления серповидности металлических полос с изгибом перед трубосварочными станами 1.Станина 2.неподвижные
- 3. Наиболее близким техническим решением, принятым за прототип, является гидравлическая система пресса шаговой формовки, состоящая из насосной
- 4. Цель изобретения Целью изобретения является упрощение конструкции устройства и получения гарантийного эффекта по центрированию и исправлению
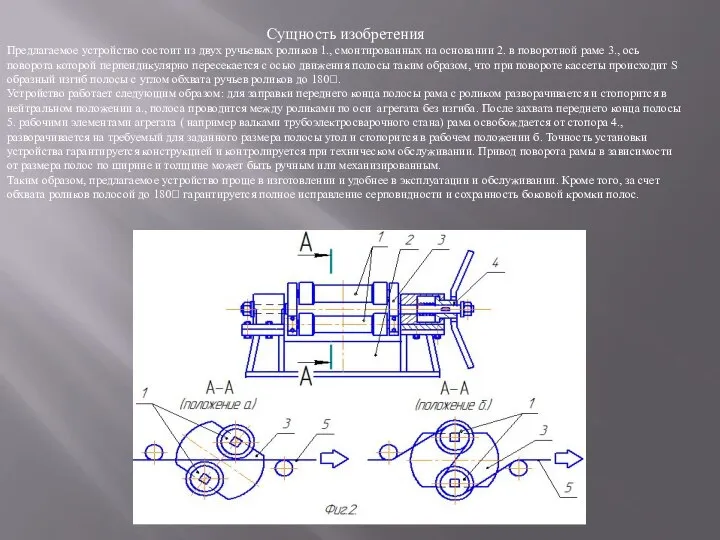
- 5. Сущность изобретения Предлагаемое устройство состоит из двух ручьевых роликов 1., смонтированных на основании 2. в поворотной
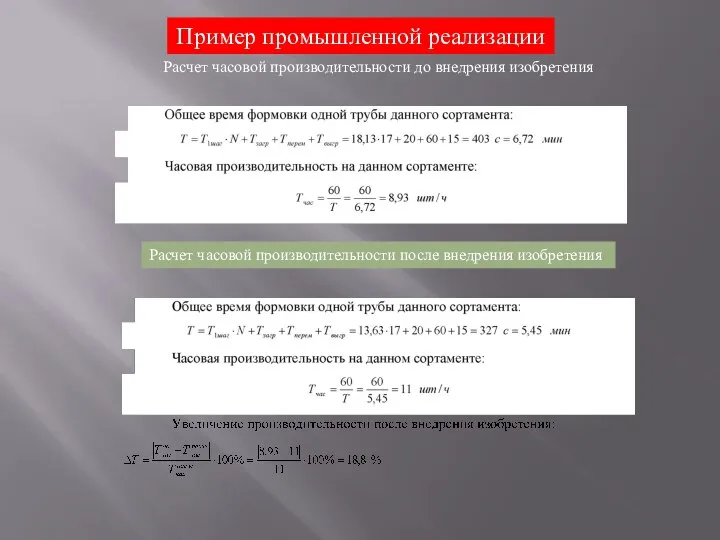
- 6. Расчет часовой производительности до внедрения изобретения Пример промышленной реализации Расчет часовой производительности после внедрения изобретения
- 7. ФОРМУЛА ИЗОБРЕТЕНИЯ Устройство для центрирования и исправления серповидности рулонных металлических полос перед их роспуском на агрегатах
- 9. Скачать презентацию
Слайд 2 старое устройство для центрирования и исправления серповидности металлических полос с изгибом
старое устройство для центрирования и исправления серповидности металлических полос с изгибом
Слайд 3Наиболее близким техническим решением, принятым за прототип, является гидравлическая система пресса шаговой
Наиболее близким техническим решением, принятым за прототип, является гидравлическая система пресса шаговой
Слайд 4Цель изобретения
Целью изобретения является упрощение конструкции устройства и получения гарантийного эффекта по
Цель изобретения
Целью изобретения является упрощение конструкции устройства и получения гарантийного эффекта по
Слайд 5Сущность изобретения
Предлагаемое устройство состоит из двух ручьевых роликов 1., смонтированных на основании
Сущность изобретения
Предлагаемое устройство состоит из двух ручьевых роликов 1., смонтированных на основании
Слайд 6Расчет часовой производительности до внедрения изобретения
Пример промышленной реализации
Расчет часовой производительности после внедрения
Расчет часовой производительности до внедрения изобретения
Пример промышленной реализации
Расчет часовой производительности после внедрения
Слайд 7ФОРМУЛА ИЗОБРЕТЕНИЯ
Устройство для центрирования и исправления серповидности рулонных металлических полос перед их
ФОРМУЛА ИЗОБРЕТЕНИЯ
Устройство для центрирования и исправления серповидности рулонных металлических полос перед их
 Информационные технологии в электротехнике
Информационные технологии в электротехнике ПАКЕТ
ПАКЕТ Электрическая схема
Электрическая схема Пропорции и особенности изображения животных
Пропорции и особенности изображения животных Методическая служба МБОУ Большесундырская СОШ им.В.А.Верендеева Моргаушского района Чувашской Республики
Методическая служба МБОУ Большесундырская СОШ им.В.А.Верендеева Моргаушского района Чувашской Республики Why We All Need to Get A Girlfriend
Why We All Need to Get A Girlfriend Расписание занятий по пинг - понгу
Расписание занятий по пинг - понгу тема 1.2 Суповое отд
тема 1.2 Суповое отд Путешествие по осеннему лесу
Путешествие по осеннему лесу Управление качеством
Управление качеством tls2
tls2 План реализации мероприятий Технологической платформы «Медицина будущего» по направлению «Многокомпонентные биокомпозиционн
План реализации мероприятий Технологической платформы «Медицина будущего» по направлению «Многокомпонентные биокомпозиционн Ланцетники
Ланцетники Атеизм как религия
Атеизм как религия Автопортрет Т.Г. Шевченко
Автопортрет Т.Г. Шевченко Социальные пособия. 6 классы
Социальные пособия. 6 классы Бриф 05.02.2019 для раздела Правильное питание
Бриф 05.02.2019 для раздела Правильное питание Исковое производство
Исковое производство Тоталитарные интернет-сообщества: как избежать, победить и выжить в мире ловцов виртуальных душ
Тоталитарные интернет-сообщества: как избежать, победить и выжить в мире ловцов виртуальных душ Донской А.Г. 26.01._Об особенностях реализации НПП
Донской А.Г. 26.01._Об особенностях реализации НПП Презентация на тему Становление новой России
Презентация на тему Становление новой России Влияние рок- музыки на здоровье подростка
Влияние рок- музыки на здоровье подростка Valuation exercise,или почем сегодня Yandex
Valuation exercise,или почем сегодня Yandex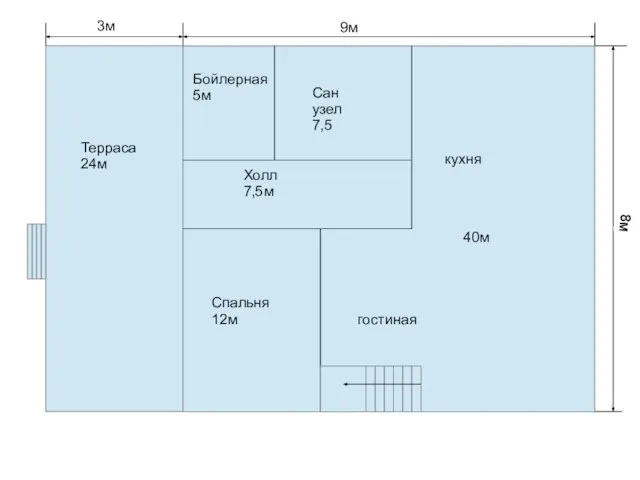 Дом. Планировка
Дом. Планировка Классификация видов термической обработки стали. Отжиг. (Лекция 6)
Классификация видов термической обработки стали. Отжиг. (Лекция 6) Rytsarskaya_kultura_v_Evrope (1)
Rytsarskaya_kultura_v_Evrope (1) Права инвалидов
Права инвалидов Влияние вредных привычек на сердечно-сосудистую и дыхательную системы
Влияние вредных привычек на сердечно-сосудистую и дыхательную системы