- Устройство горизонтально-фрезерного станка НГФ-110Ш4 и управление им

Содержание
- 2. Тема занятия: Назначение и устройство настольно-фрезерного станка НГФ -110Ш4. Настройка и управление фрезерным станком. Цели занятия:
- 3. Детали машин часто имеют сложные поверхности, представляющие собой комбинации плоских и фасонных, с различными элементами: пазами
- 4. На фрезерных станках можно обрабатывать плоские или фасонные поверхности, нарезать резьбу, шлицы, зубья, производить сверлильные и
- 5. Основные операции, выполняемые на фрезерных станках а, б – фрезерование горизонтальных поверхностей ; в, г –
- 6. Устройство горизонтально-фрезерного станка НГФ – 110 Ш Школьные учебные мастерские оборудуются горизонтально-фрезерным станками типа НГФ –
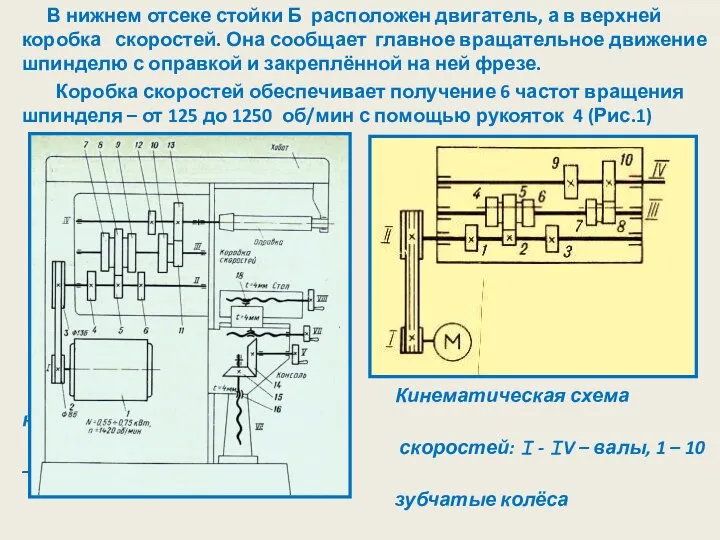
- 7. В нижнем отсеке стойки Б расположен двигатель, а в верхней коробка скоростей. Она сообщает главное вращательное
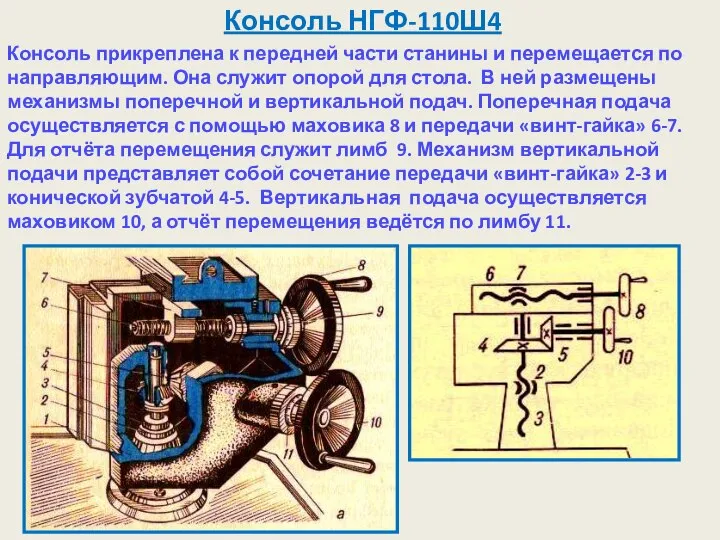
- 8. Консоль НГФ-110Ш4 Консоль прикреплена к передней части станины и перемещается по направляющим. Она служит опорой для
- 9. Стол НГФ 110Ш4 Стол фрезерного станка предназначен для установки и закрепления обрабатываемых заготовок в тисках или
- 11. Наладка и управление настольно-фрезерным станком НГФ – 110Ш4 Наладка фрезерного станка заключается в закреплении фрезы и
- 12. Закрепление заготовок в тесках Машинные поворотные тиски (они входят в комплект оборудования станка) крепятся к столу
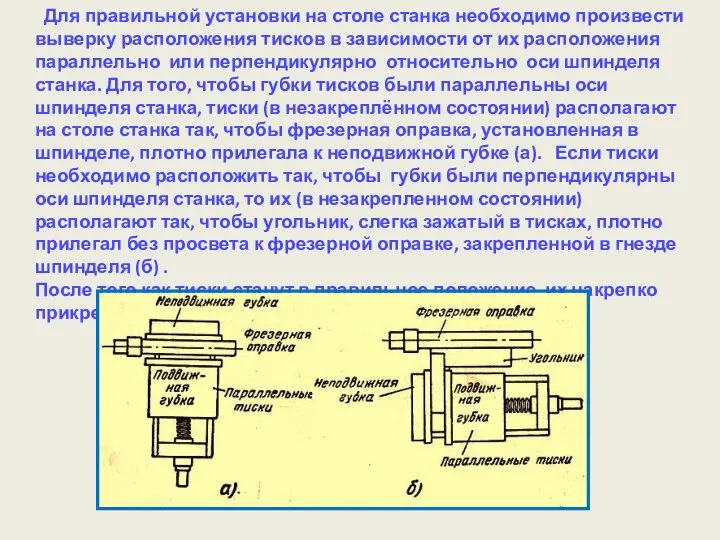
- 13. Для правильной установки на столе станка необходимо произвести выверку расположения тисков в зависимости от их расположения
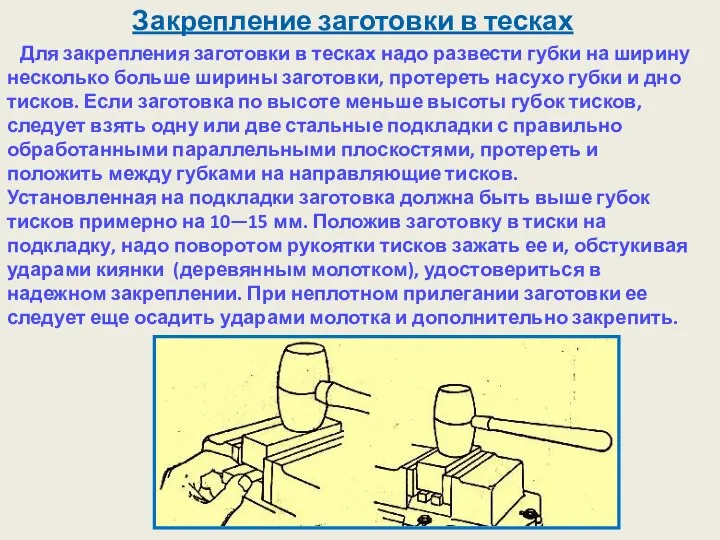
- 14. Закрепление заготовки в тесках Для закрепления заготовки в тесках надо развести губки на ширину несколько больше
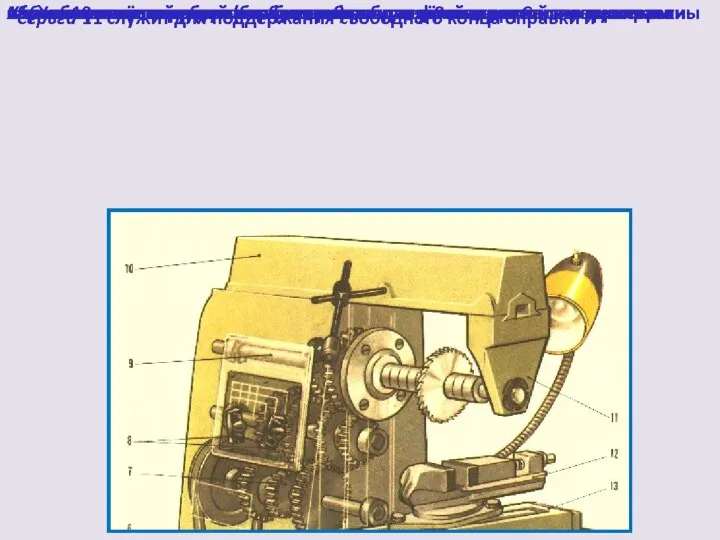
- 15. Установку или замену фрезы производят следующим образом. Отворачивают гайку 7 и снимают серьгу 8, гайку, насадные
- 16. Настройка фрезерного станка Настраивают фрезерный станок с помощью рукояток 4 в соответствии с таблицей, закрепленной на
- 17. Контрольные вопросы К какому виду машин относятся фрезерные станки? Почему? 2.С каким из изученных вами станков
- 18. Профессия – фрезеровщик Фрезеровщик – (от немецкого слова Fraser, рабочий-станочник) – специалист по работе на фрезерном
- 19. Должен знать Основы геометрии, тригонометрии, черчения; материаловедение, теорию обработки металлов; устройство, принципы работы и наладки фрезерных
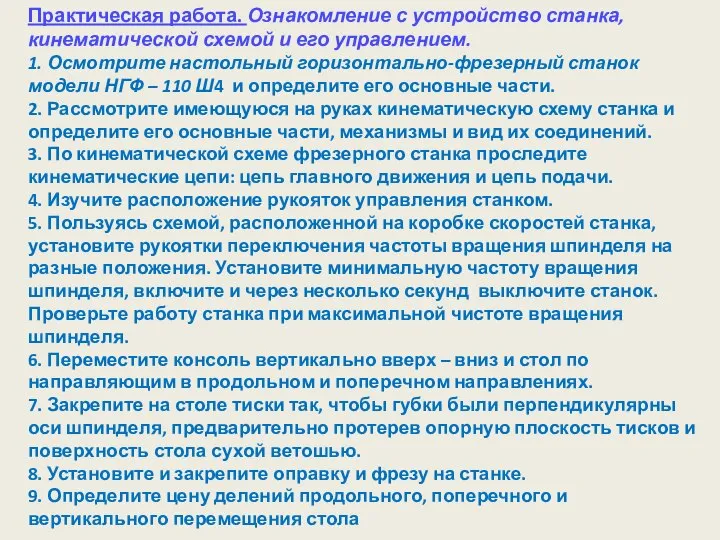
- 20. Практическая работа. Ознакомление с устройство станка, кинематической схемой и его управлением. 1. Осмотрите настольный горизонтально-фрезерный станок
- 22. Скачать презентацию
Слайд 2Тема занятия: Назначение и устройство настольно-фрезерного станка НГФ -110Ш4. Настройка и управление
Тема занятия: Назначение и устройство настольно-фрезерного станка НГФ -110Ш4. Настройка и управление
Слайд 3Детали машин часто имеют сложные поверхности, представляющие собой комбинации плоских и фасонных,
Детали машин часто имеют сложные поверхности, представляющие собой комбинации плоских и фасонных,

Слайд 4На фрезерных станках можно обрабатывать плоские или фасонные поверхности, нарезать резьбу, шлицы,
На фрезерных станках можно обрабатывать плоские или фасонные поверхности, нарезать резьбу, шлицы,

Слайд 5Основные операции, выполняемые на фрезерных станках
а, б – фрезерование горизонтальных поверхностей
Основные операции, выполняемые на фрезерных станках
а, б – фрезерование горизонтальных поверхностей

Слайд 6 Устройство горизонтально-фрезерного станка НГФ – 110 Ш Школьные учебные мастерские оборудуются
Устройство горизонтально-фрезерного станка НГФ – 110 Ш Школьные учебные мастерские оборудуются

Слайд 7 В нижнем отсеке стойки Б расположен двигатель, а в верхней коробка
В нижнем отсеке стойки Б расположен двигатель, а в верхней коробка
Слайд 8Консоль НГФ-110Ш4
Консоль прикреплена к передней части станины и перемещается по направляющим. Она
Консоль НГФ-110Ш4
Консоль прикреплена к передней части станины и перемещается по направляющим. Она
Слайд 9Стол НГФ 110Ш4
Стол фрезерного станка предназначен для установки и закрепления обрабатываемых заготовок
Стол НГФ 110Ш4
Стол фрезерного станка предназначен для установки и закрепления обрабатываемых заготовок

Слайд 11Наладка и управление настольно-фрезерным станком
НГФ – 110Ш4
Наладка фрезерного станка заключается
Наладка и управление настольно-фрезерным станком
НГФ – 110Ш4
Наладка фрезерного станка заключается

Слайд 12Закрепление заготовок в тесках
Машинные поворотные тиски (они входят в комплект оборудования
Закрепление заготовок в тесках
Машинные поворотные тиски (они входят в комплект оборудования

Слайд 13 Для правильной установки на столе станка необходимо произвести выверку расположения тисков
Для правильной установки на столе станка необходимо произвести выверку расположения тисков
Слайд 14Закрепление заготовки в тесках
Для закрепления заготовки в тесках надо развести губки
Закрепление заготовки в тесках
Для закрепления заготовки в тесках надо развести губки
Слайд 15 Установку или замену фрезы производят следующим образом. Отворачивают гайку 7 и
Установку или замену фрезы производят следующим образом. Отворачивают гайку 7 и

Слайд 16Настройка фрезерного станка
Настраивают фрезерный станок с помощью рукояток 4 в соответствии
Настройка фрезерного станка
Настраивают фрезерный станок с помощью рукояток 4 в соответствии

Слайд 17Контрольные вопросы
К какому виду машин относятся фрезерные станки? Почему? 2.С каким из
Контрольные вопросы
К какому виду машин относятся фрезерные станки? Почему? 2.С каким из
Слайд 18Профессия – фрезеровщик
Фрезеровщик – (от немецкого слова Fraser, рабочий-станочник) – специалист
Профессия – фрезеровщик
Фрезеровщик – (от немецкого слова Fraser, рабочий-станочник) – специалист
Слайд 19 Должен знать Основы геометрии, тригонометрии, черчения; материаловедение, теорию обработки металлов; устройство,
Должен знать Основы геометрии, тригонометрии, черчения; материаловедение, теорию обработки металлов; устройство,

Слайд 20Практическая работа. Ознакомление с устройство станка, кинематической схемой и его управлением.
1. Осмотрите
Практическая работа. Ознакомление с устройство станка, кинематической схемой и его управлением.
1. Осмотрите
 Основные понятия менеджмента
Основные понятия менеджмента Базы данных
Базы данных Муниципальное образовательное учреждение «Средняя общеобразовательная школа №1» с. В. Куркужин Победитель национального проек
Муниципальное образовательное учреждение «Средняя общеобразовательная школа №1» с. В. Куркужин Победитель национального проек Первый космонавт
Первый космонавт Сравнительная характеристика особенностей формирования образа жизни учащихся общеобразовательных учреждений города Кирова
Сравнительная характеристика особенностей формирования образа жизни учащихся общеобразовательных учреждений города Кирова Summer holidays
Summer holidays  Русский быт и предметы утвари
Русский быт и предметы утвари ЛУКАШ Лилия Анатольевна
ЛУКАШ Лилия Анатольевна Особенности развития современной политической системы
Особенности развития современной политической системы Презентация на тему Внутреннее строение насекомых
Презентация на тему Внутреннее строение насекомых Презентация на тему Папоротники
Презентация на тему Папоротники Galligani quiz
Galligani quiz Изобразительное искусство барокко
Изобразительное искусство барокко Culture and its impacts
Culture and its impacts БИБЛИОТЕКА МОСКОВСКОГО ГОСУДАРСТВЕННОГО ОБЛАСТНОГО УНИВЕРСИТЕТА
БИБЛИОТЕКА МОСКОВСКОГО ГОСУДАРСТВЕННОГО ОБЛАСТНОГО УНИВЕРСИТЕТА Культура стран. Кухня и элементы культуры
Культура стран. Кухня и элементы культуры Презентация на тему Храмы России
Презентация на тему Храмы России  Экваториальный бассейн Конго
Экваториальный бассейн Конго Институт химии силикатов РАН Санкт-Петербург, Россия 1.Наименование базовой организации: Учреждение Российской академии наук Орде
Институт химии силикатов РАН Санкт-Петербург, Россия 1.Наименование базовой организации: Учреждение Российской академии наук Орде Духи By Tais
Духи By Tais Дополнительные сервисы
Дополнительные сервисы Энергетическая политика в России имеет особое значение
Энергетическая политика в России имеет особое значение П р е д л о г и .
П р е д л о г и . Да здравствует книга
Да здравствует книга Анализ половозрастной структуры населения
Анализ половозрастной структуры населения kl._7._velikie_gumanistyдетям
kl._7._velikie_gumanistyдетям Поляризованные, комбинированные, кодовые реле. Лекция 6
Поляризованные, комбинированные, кодовые реле. Лекция 6 Презентация на тему Л.Н.Андреев. Рассказ Кусака 7 класс
Презентация на тему Л.Н.Андреев. Рассказ Кусака 7 класс