- VELES GROUP. Проблемы и браки традиционной офсетной печати

Содержание
- 2. Химические и физические механизмы отверждения масляных красок Физическое отверждение – впитывание связующего в запечатываемый материал (краски
- 3. Закрепление офсетной печатной краски Первоначальное закрепление (впитывание) Бумага Офсетный цилиндр Минеральное, растительное масло Увлажняющий раствор O2
- 4. Закрепление листовой офсетной печатной краски Окончательное закрепление краски – окислительная полимеризация Окислительная полимеризация – образование твердой
- 5. Проблемы с отверждением и со стойкостью к истиранию краски Следует четко разделять проблемы с недостаточным отверждением
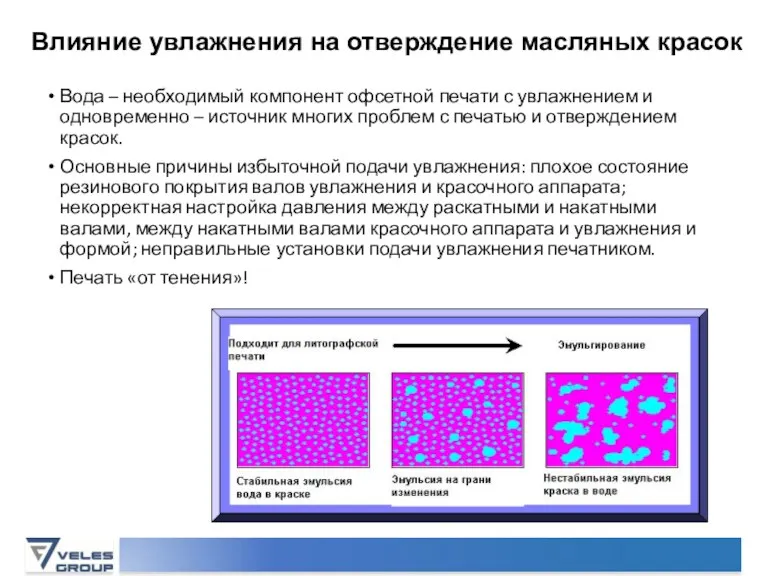
- 6. Влияние увлажнения на отверждение масляных красок Вода – необходимый компонент офсетной печати с увлажнением и одновременно
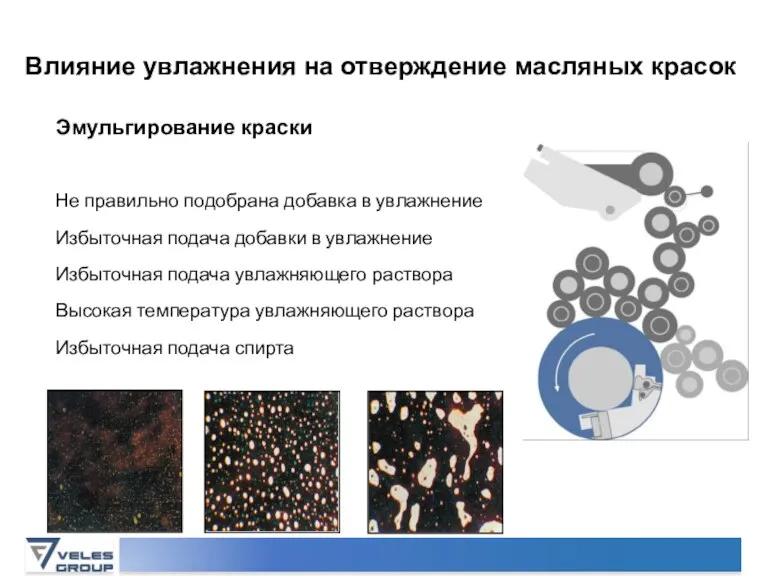
- 7. Влияние увлажнения на отверждение масляных красок Не правильно подобрана добавка в увлажнение Избыточная подача добавки в
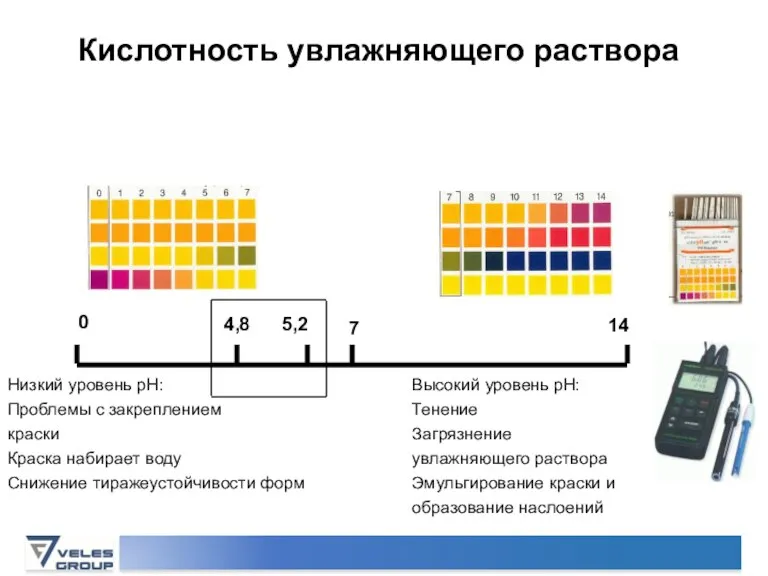
- 8. Кислотность увлажняющего раствора 7 0 14 4,8 5,2
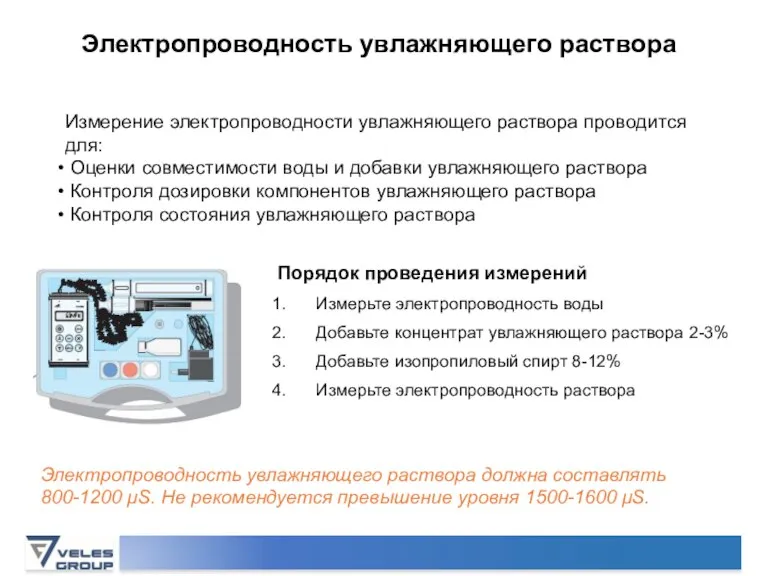
- 9. Измерение электропроводности увлажняющего раствора проводится для: Оценки совместимости воды и добавки увлажняющего раствора Контроля дозировки компонентов
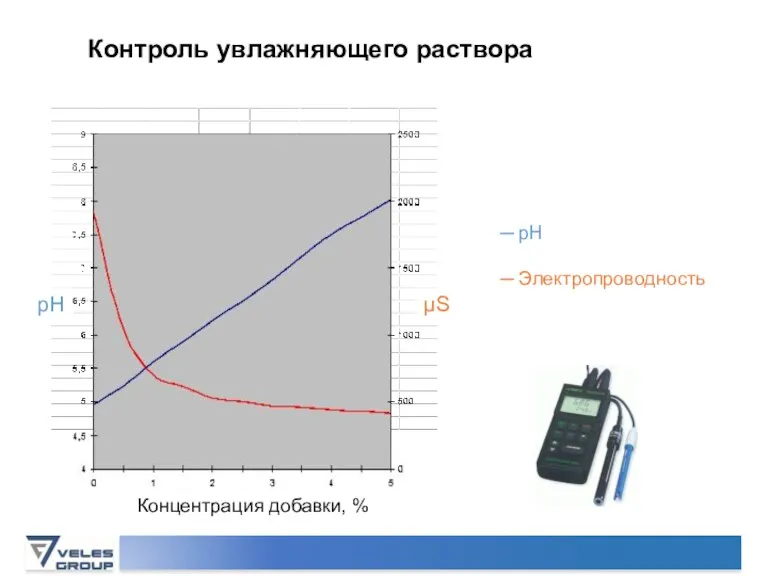
- 10. Контроль увлажняющего раствора Концентрация добавки, % ─ рН ─ Электропроводность μS pH
- 11. Фильтрование увлажняющего раствора – снижение затрат на печать, стабильные результаты печати FilterStar Compact FilterStar
- 12. Фильтрование увлажняющего раствора – снижение затрат на печать, стабильные результаты печати
- 13. Влияние увлажнения на отверждение масляных красок Даже при идеальном состоянии и правильной настройке красочных и увлажняющих
- 14. Настройка и состояние валов Состояние обрезиненных валов красочного и увлажняющего аппаратов (твердость резинового покрытия, состояние поверхности
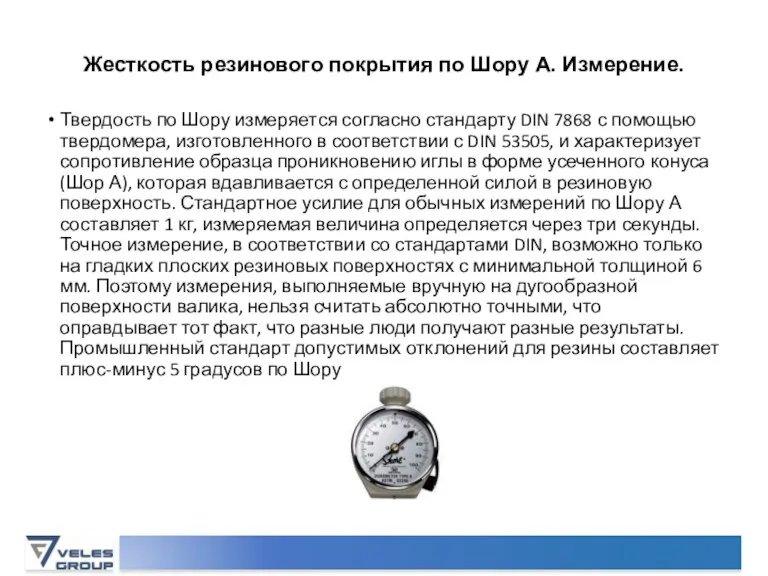
- 15. Жесткость резинового покрытия по Шору А. Измерение. Твердость по Шору измеряется согласно стандарту DIN 7868 с
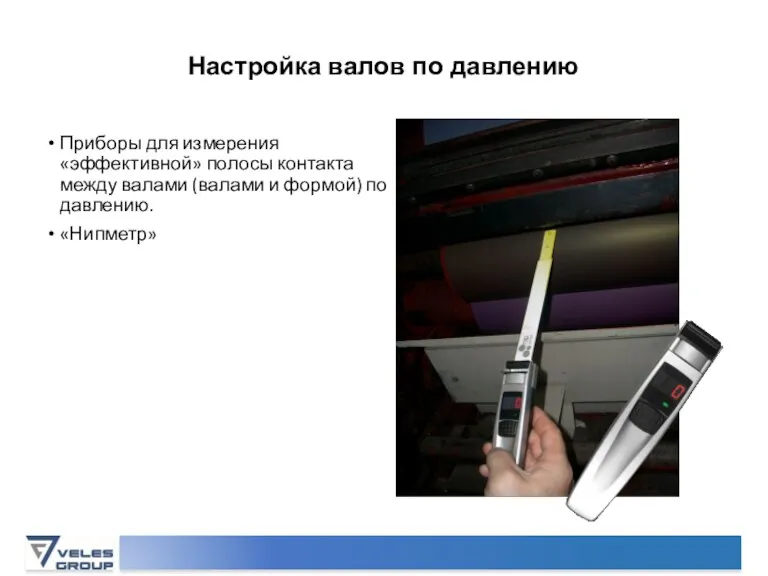
- 16. Настройка валов по давлению Приборы для измерения «эффективной» полосы контакта между валами (валами и формой) по
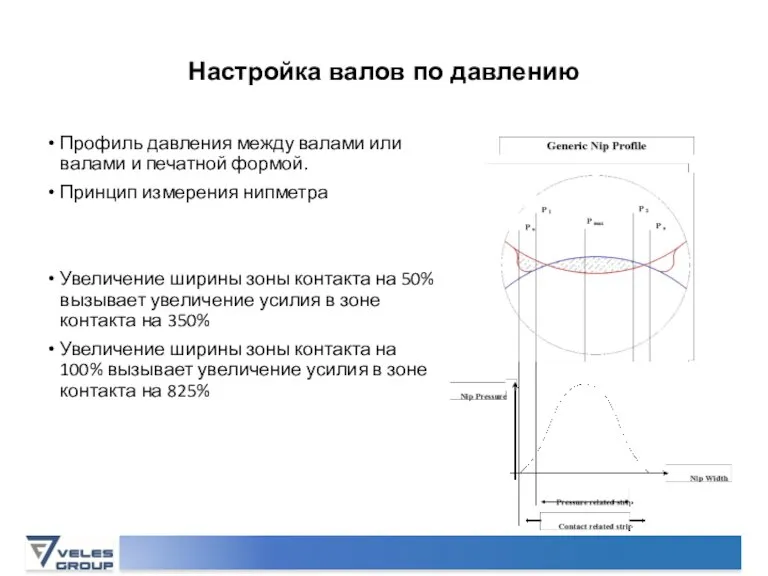
- 17. Настройка валов по давлению Профиль давления между валами или валами и печатной формой. Принцип измерения нипметра
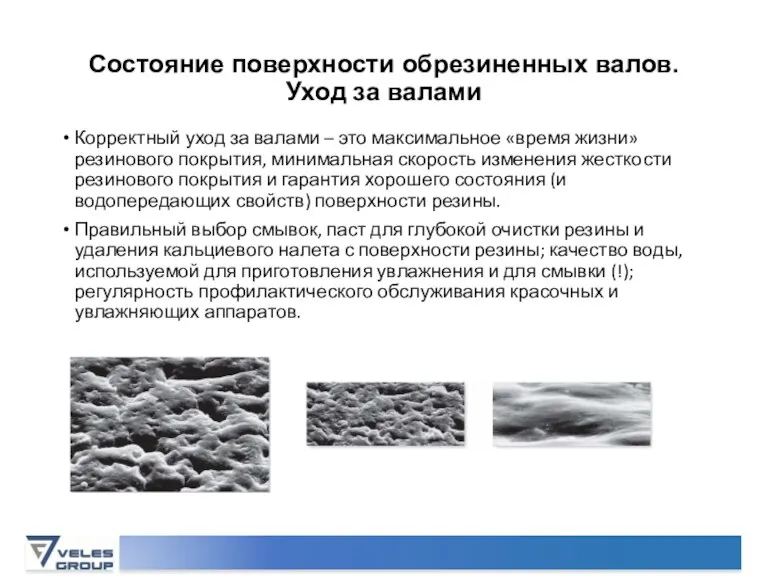
- 18. Состояние поверхности обрезиненных валов. Уход за валами Корректный уход за валами – это максимальное «время жизни»
- 19. Процесс переноса краски (увлажняющего раствора) ухудшается Резиновое покрытие выглядит блестящим и остекленевшим.Твердость валиков возрастает. Поры резинового
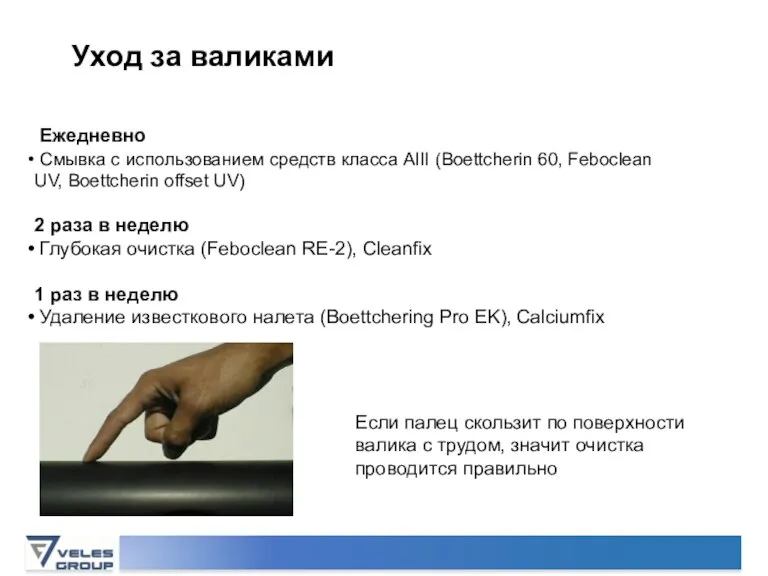
- 20. Уход за валиками Ежедневно Смывка с использованием средств класса АIII (Boettcherin 60, Feboclean UV, Boettcherin offset
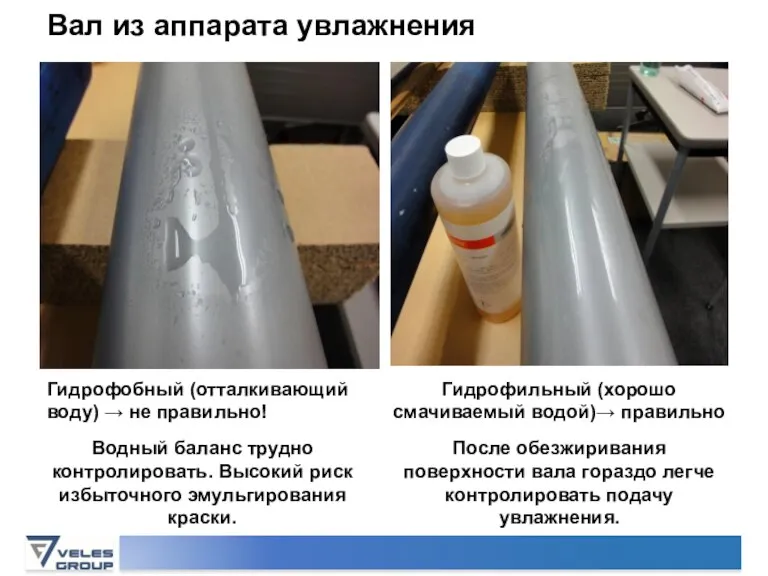
- 21. Гидрофобный (отталкивающий воду) → не правильно! Водный баланс трудно контролировать. Высокий риск избыточного эмульгирования краски. После
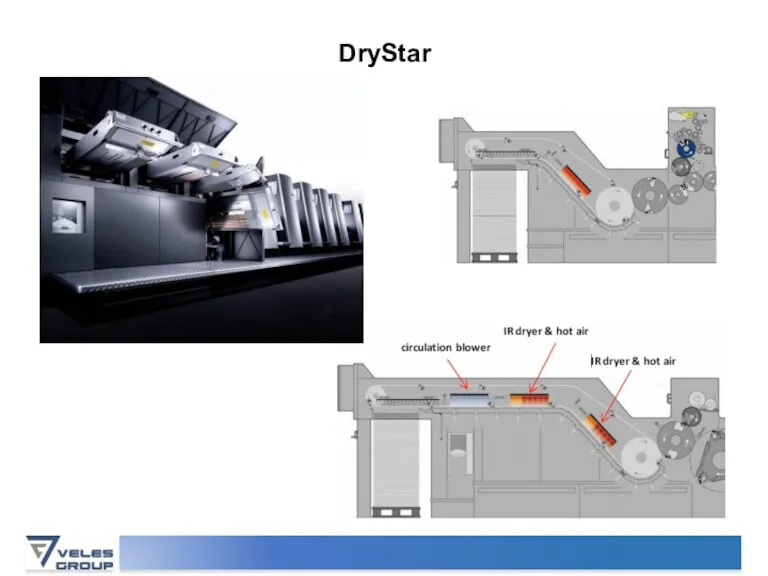
- 22. DryStar
- 23. ИК-сушки. Состояние ИК-ламп ИК-излучение – безконтактная передача длинноволнового «теплового» излучения (1000-3000 нм). ИК-излучение ускоряет окислительную полимеризацию,
- 24. Отверждение металлизированных красок. «Меление» Размер частиц пигмента металлизированных красок значительно больше такового обычных красок Взаимодействие пигмент-связующее
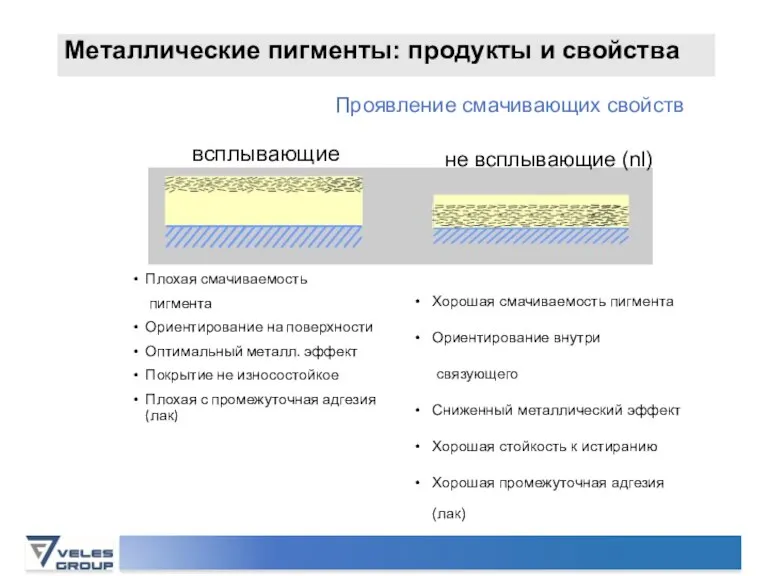
- 25. Металлическая крупа Производство металлических пигментов угловатая традиционный е Алюминиевый пигмент круглая «non-leafing silver» Продукты и свойства
- 26. всплывающие Плохая смачиваемость пигмента Ориентирование на поверхности Оптимальный металл. эффект Покрытие не износостойкое Плохая с промежуточная
- 27. Основные факторы, влияющие на цветность растрированных триадных оттисков Площадь растровой точки Толщина красочного слоя Краскоперенос (треппинг)
- 28. Площадь растровой точки Наиболее значимые факторы, влияющие на цветность оттисков – это факторы и дефекты печати,
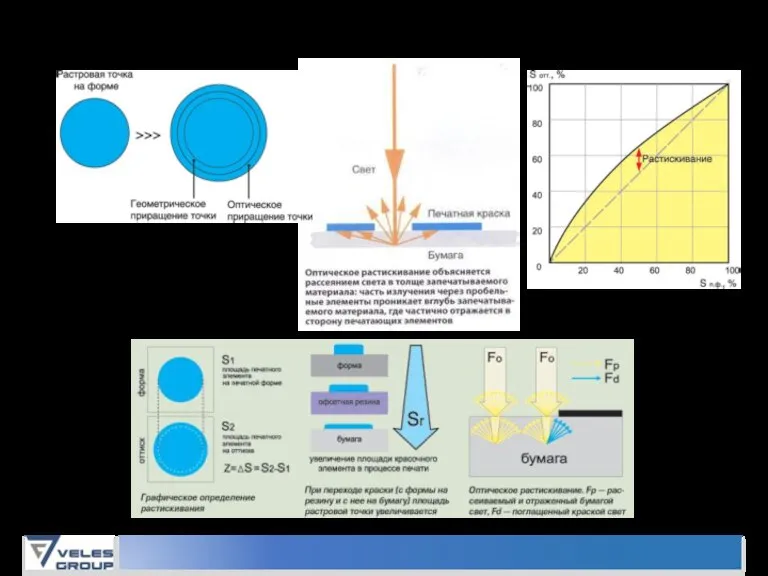
- 29. Прирост растровой точки (растискивание)
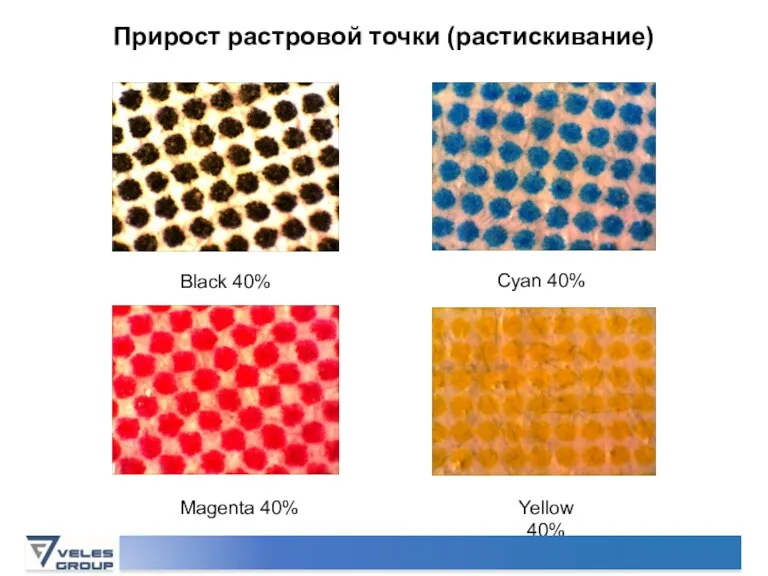
- 30. Прирост растровой точки (растискивание) Black 40% Cyan 40% Magenta 40% Yellow 40%
- 31. Прирост растровой точки (растискивание)
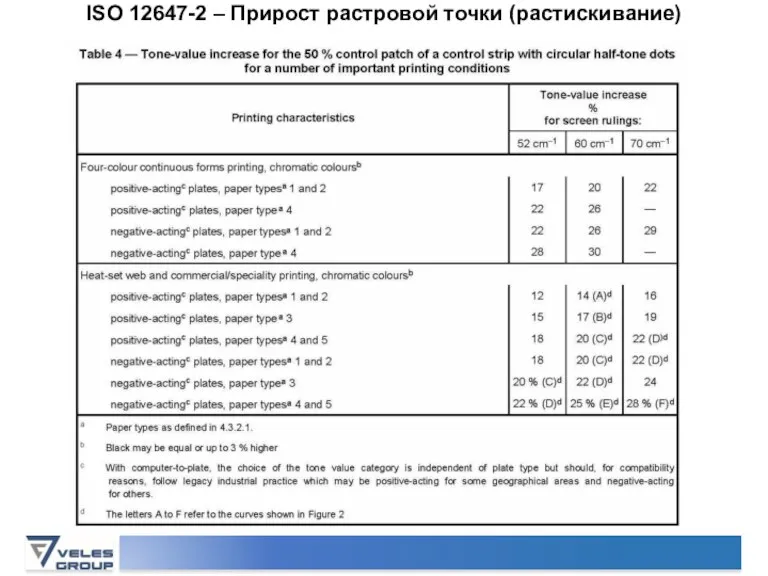
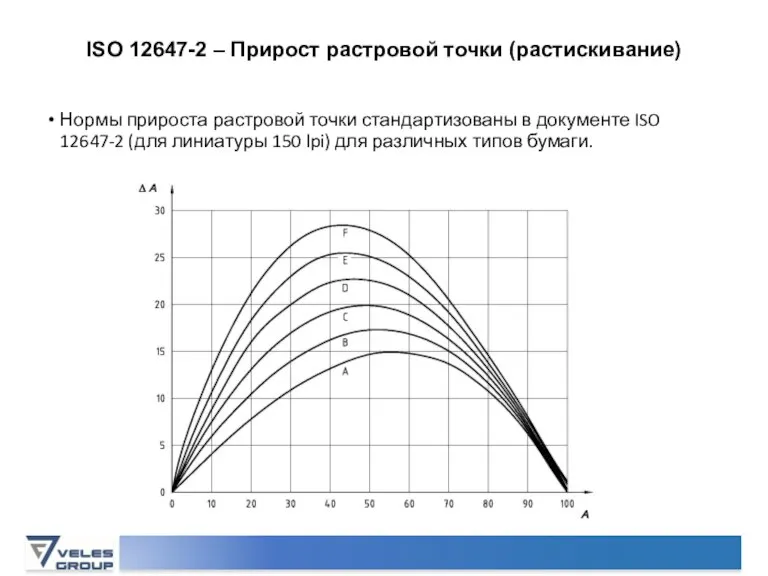
- 32. ISO 12647-2 – Прирост растровой точки (растискивание)
- 33. Нормы прироста растровой точки стандартизованы в документе ISO 12647-2 (для линиатуры 150 lpi) для различных типов
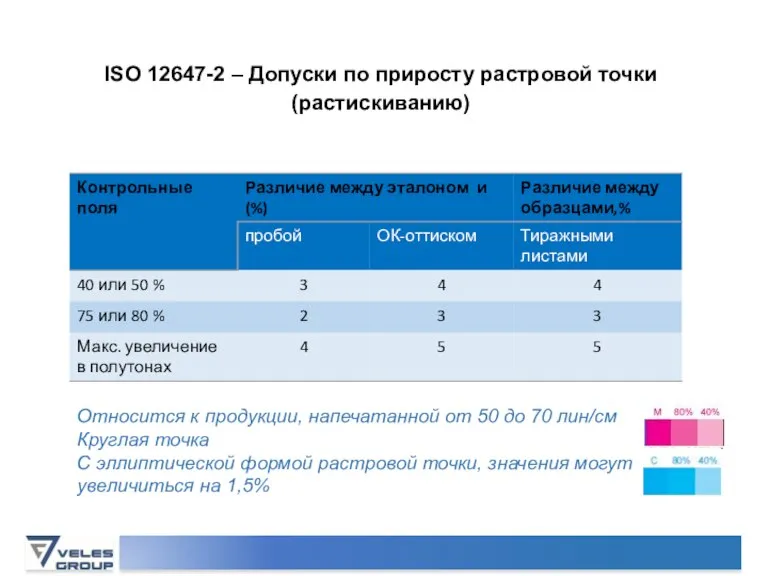
- 34. Относится к продукции, напечатанной от 50 до 70 лин/см Круглая точка С эллиптической формой растровой точки,
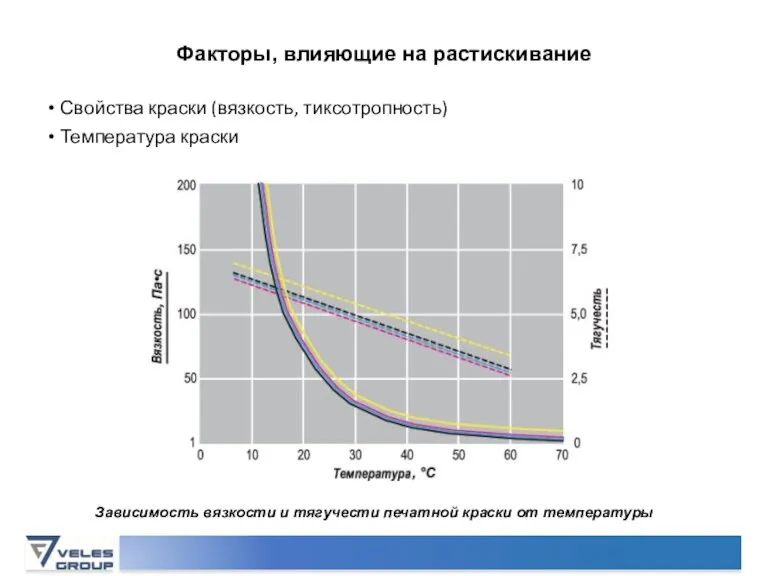
- 35. Факторы, влияющие на растискивание Форма растровой точки Линиатура печати Свойства краски (вязкость, тиксотропность) Температура краски Давление
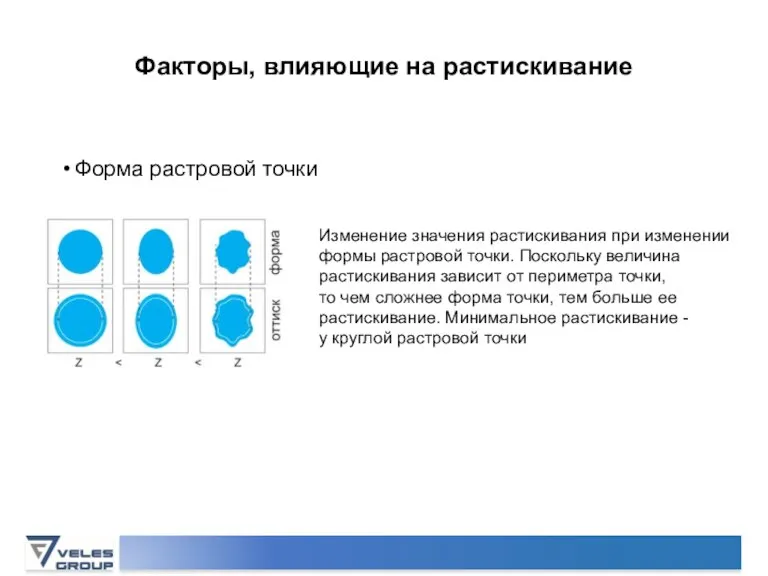
- 36. Форма растровой точки Изменение значения растискивания при изменении формы растровой точки. Поскольку величина растискивания зависит от
- 37. Линиатура печати Линиатура 150 lpi с растискиванием 15% Линиатура 75 lpi с растискиванием 7.5% Линиатура 100
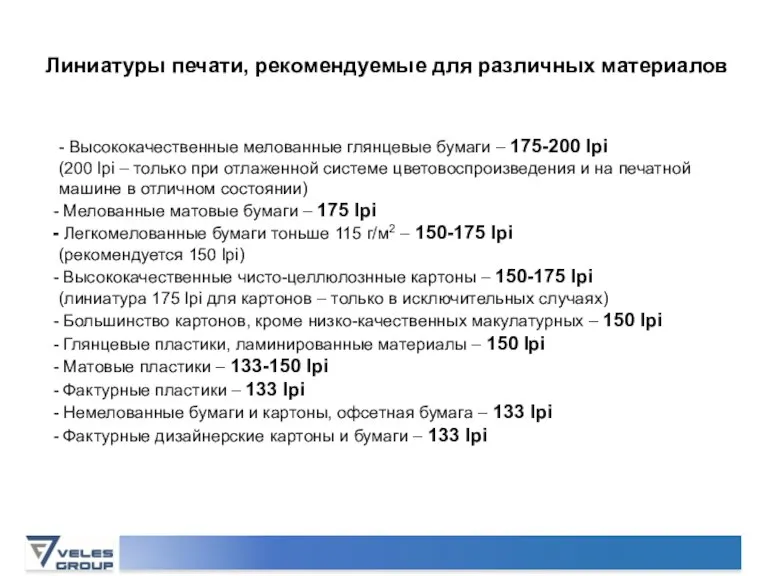
- 38. Линиатуры печати, рекомендуемые для различных материалов - Высококачественные мелованные глянцевые бумаги – 175-200 lpi (200 lpi
- 39. Факторы, влияющие на растискивание Свойства краски (вязкость, тиксотропность) Температура краски Зависимость вязкости и тягучести печатной краски
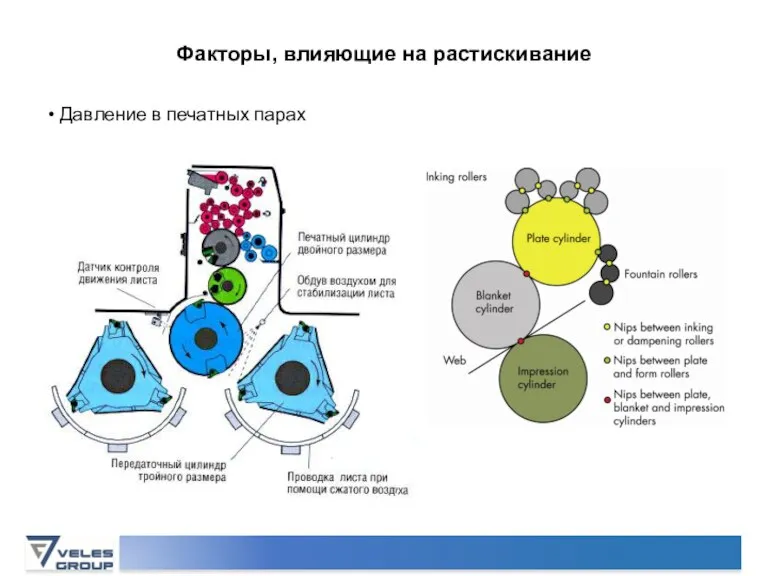
- 40. Давление в печатных парах Факторы, влияющие на растискивание
- 41. Измерение давления в печатных парах с помощью прибора Pressure Indicator Факторы, влияющие на растискивание
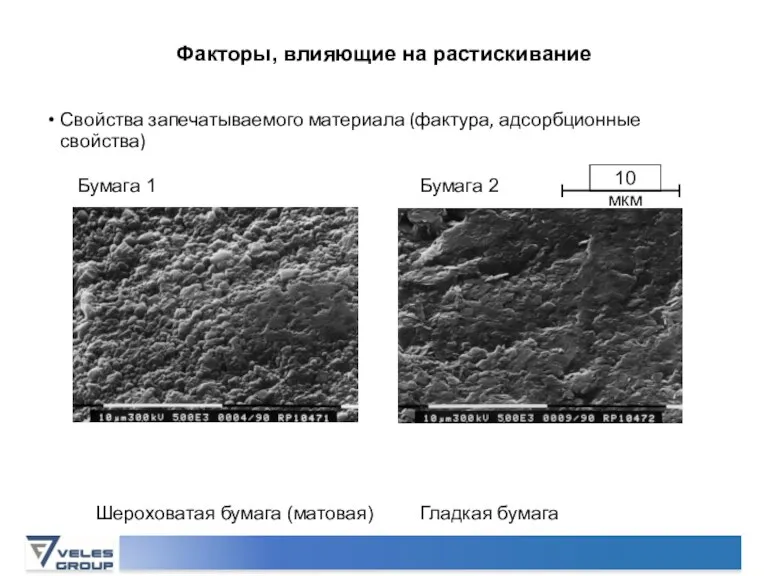
- 42. Свойства запечатываемого материала (фактура, адсорбционные свойства) Бумага 1 Шероховатая бумага (матовая) Бумага 2 Гладкая бумага Факторы,
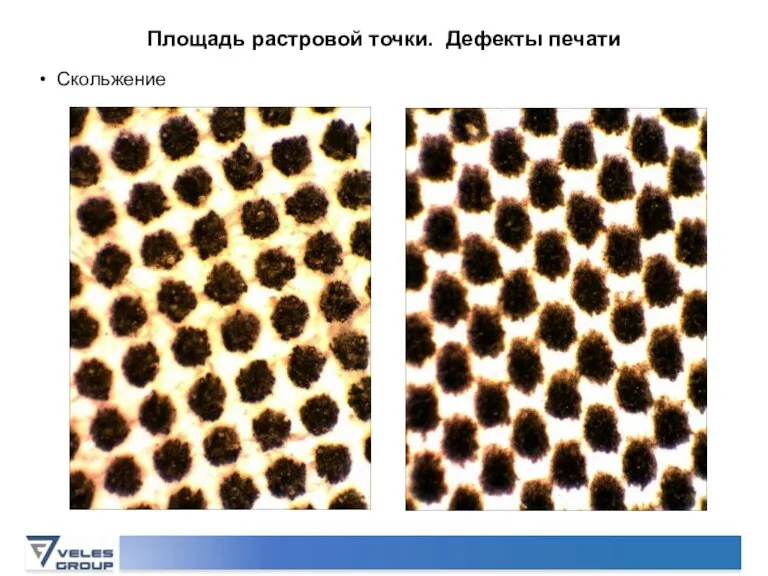
- 43. Площадь растровой точки. Дефекты печати. Скольжение Основные причины скольжения: - неправильная подкладка под печатную форму -
- 44. Площадь растровой точки. Дефекты печати Скольжение
- 45. Площадь растровой точки. Дефекты печати Скольжение Максимально допустимое скольжение регламентируется BVDM и составляет 7% разницы по
- 46. Площадь растровой точки. Дефекты печати Скольжение
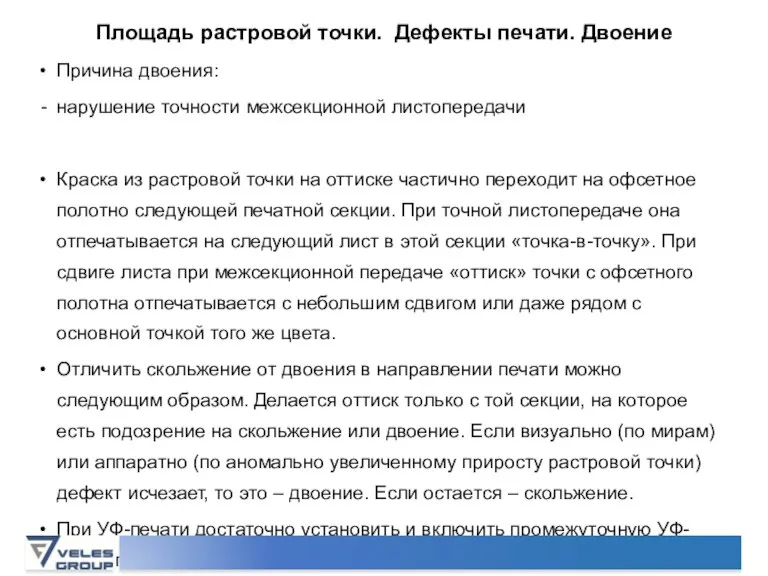
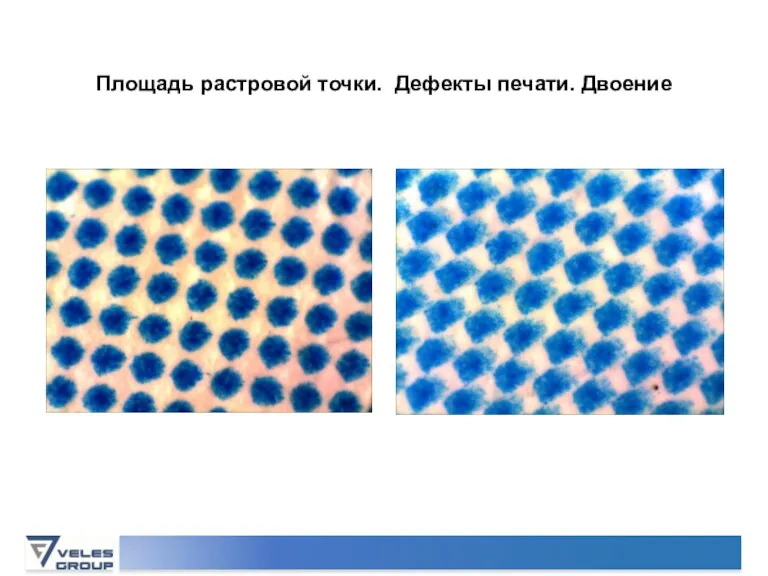
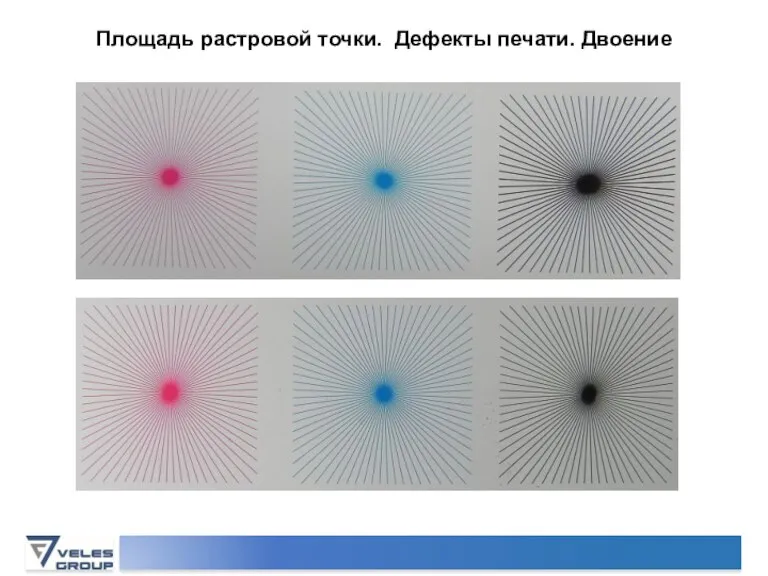
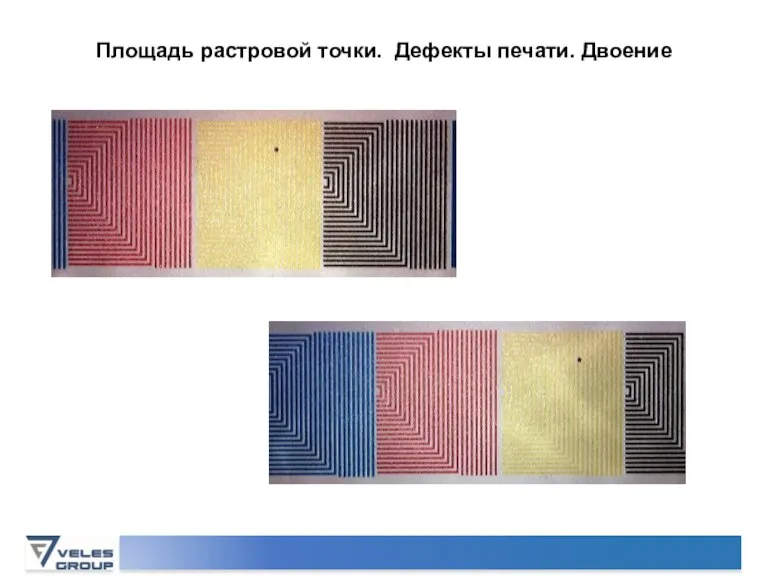
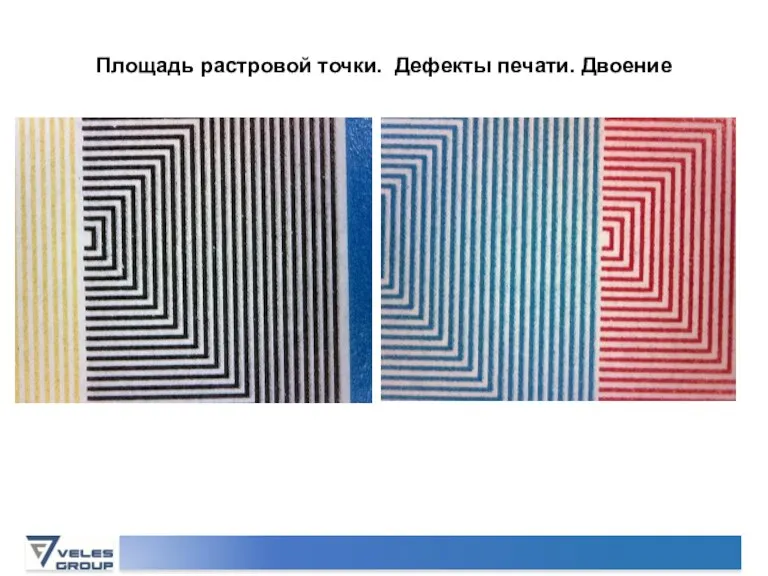
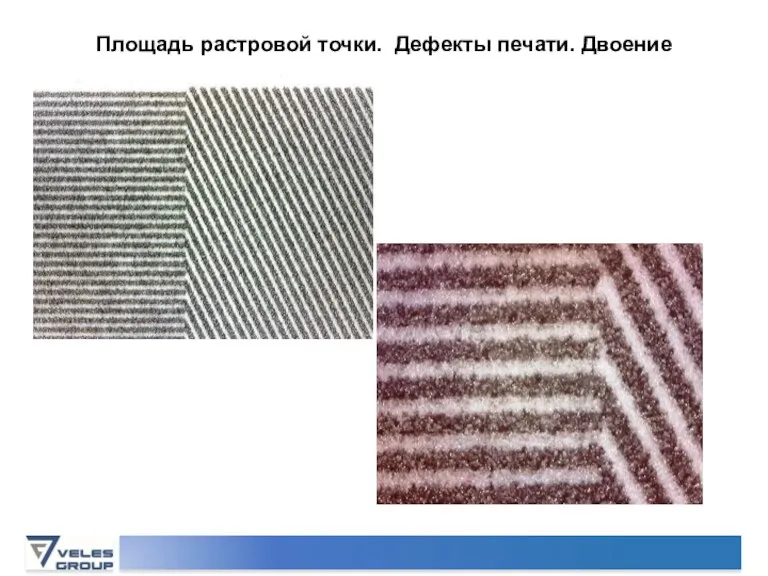
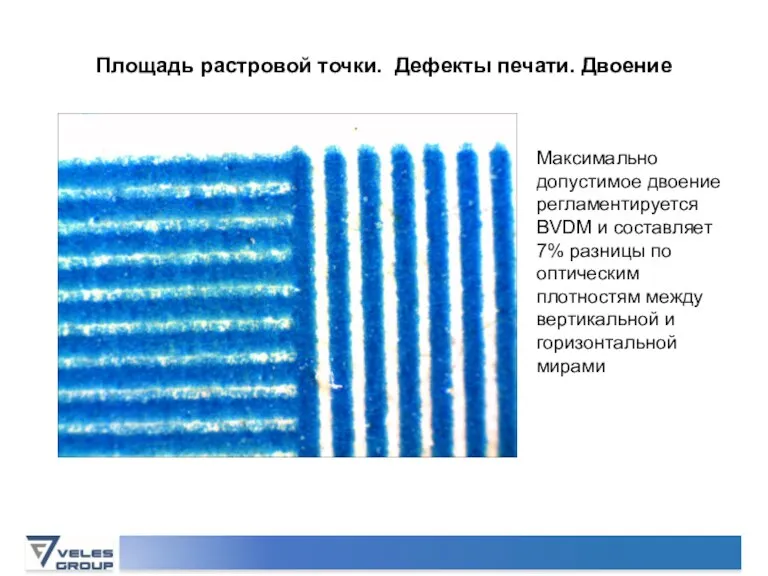
- 47. Площадь растровой точки. Дефекты печати. Двоение Причина двоения: нарушение точности межсекционной листопередачи Краска из растровой точки
- 48. Площадь растровой точки. Дефекты печати. Двоение
- 49. Площадь растровой точки. Дефекты печати. Двоение
- 50. Площадь растровой точки. Дефекты печати. Двоение
- 51. Площадь растровой точки. Дефекты печати. Двоение
- 52. Площадь растровой точки. Дефекты печати. Двоение
- 53. Площадь растровой точки. Дефекты печати. Двоение
- 54. Площадь растровой точки. Дефекты печати. Двоение
- 55. Площадь растровой точки. Дефекты печати. Двоение Максимально допустимое двоение регламентируется BVDM и составляет 7% разницы по
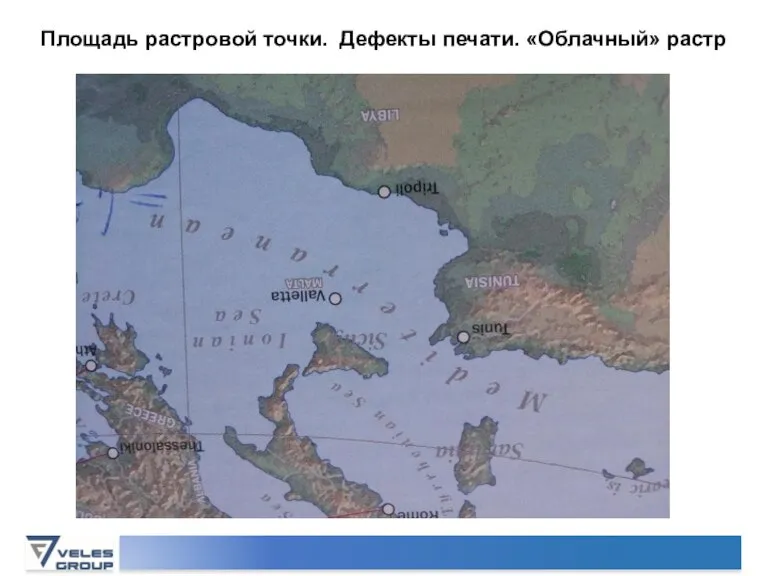
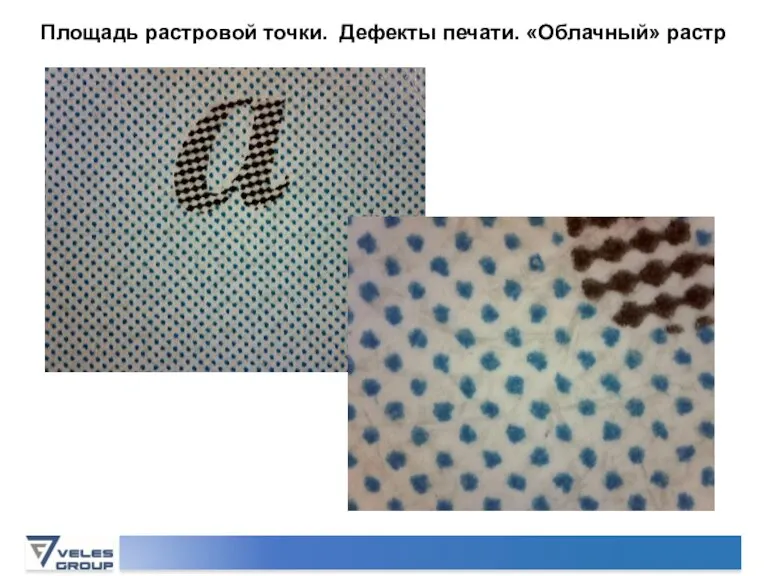
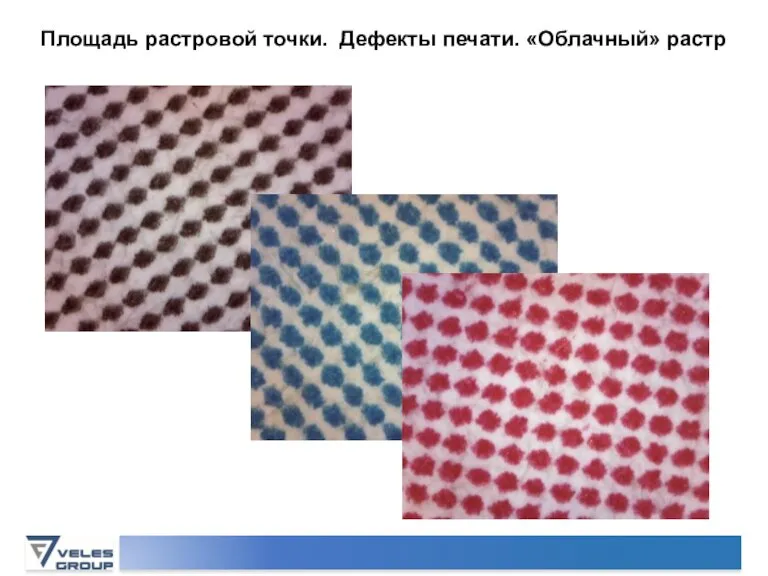
- 56. Площадь растровой точки. Дефекты печати. «Облачный» растр
- 57. Площадь растровой точки. Дефекты печати. «Облачный» растр
- 58. Площадь растровой точки. Дефекты печати. «Облачный» растр
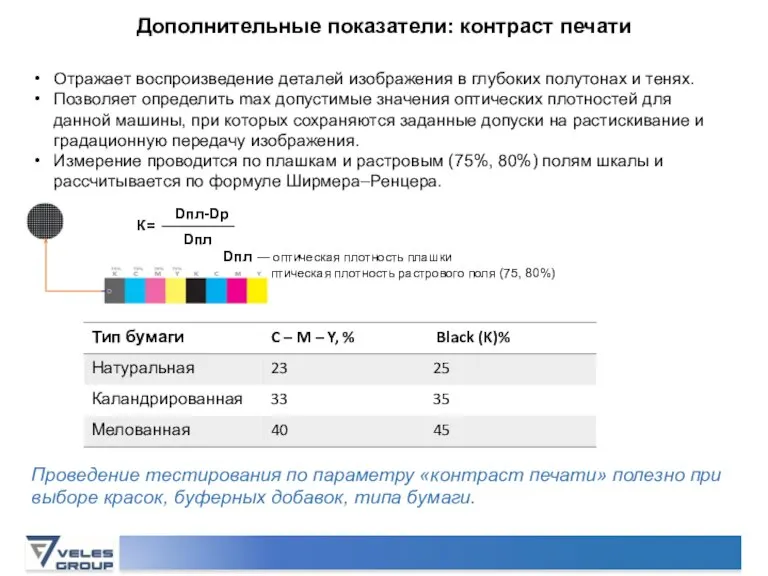
- 59. Отражает воспроизведение деталей изображения в глубоких полутонах и тенях. Позволяет определить max допустимые значения оптических плотностей
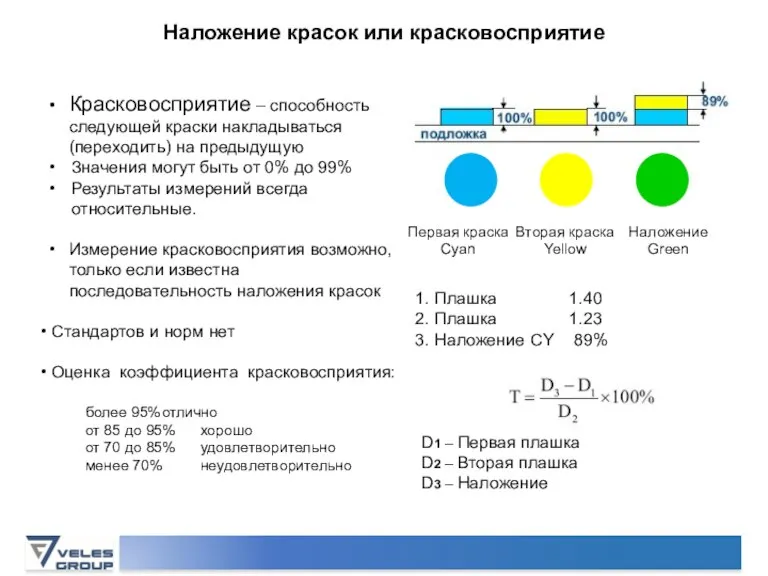
- 60. Красковосприятие – способность следующей краски накладываться (переходить) на предыдущую Значения могут быть от 0% до 99%
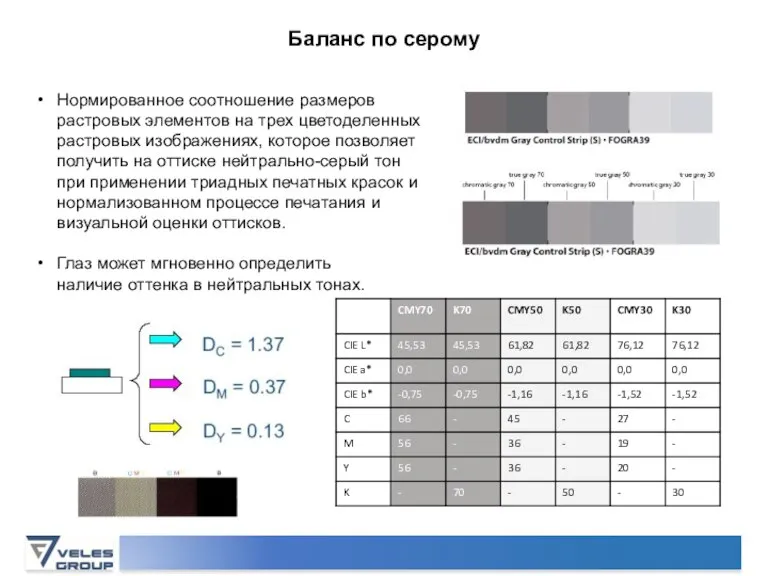
- 61. Нормированное соотношение размеров растровых элементов на трех цветоделенных растровых изображениях, которое позволяет получить на оттиске нейтрально-серый
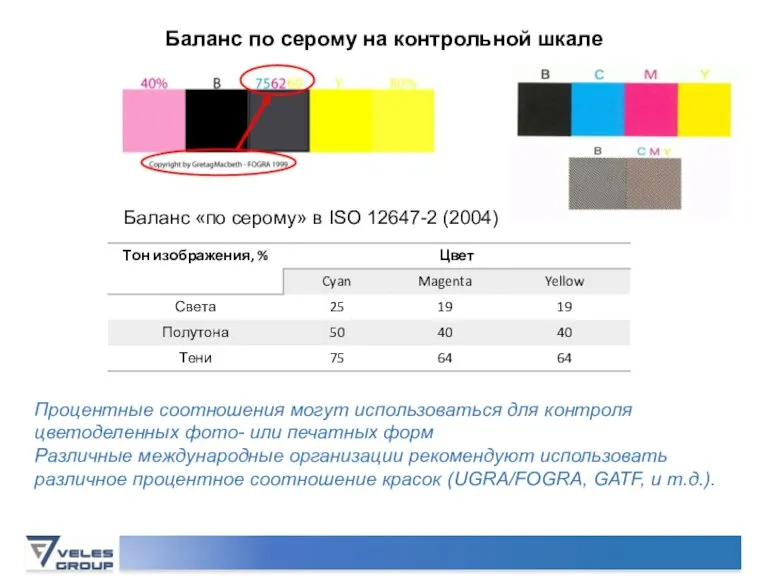
- 62. Баланс «по серому» в ISO 12647-2 (2004) Процентные соотношения могут использоваться для контроля цветоделенных фото- или
- 63. Визуальный контроль баланса по серому на тестовых изображениях
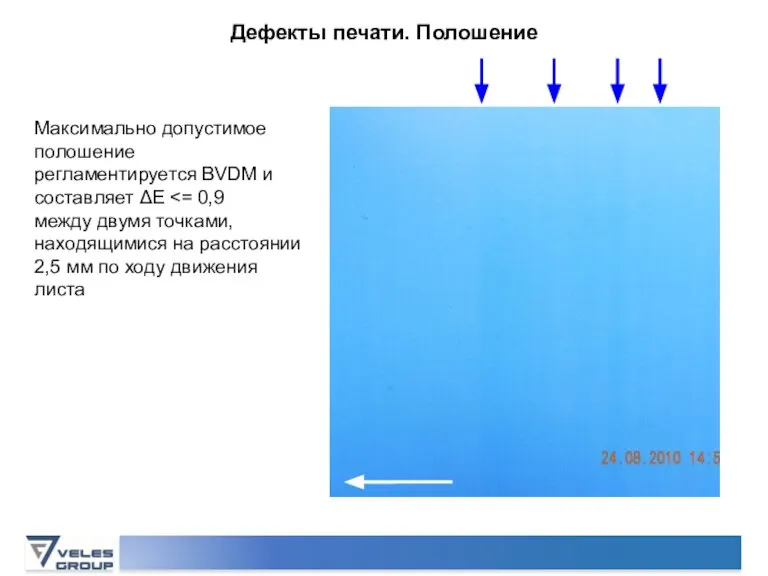
- 64. Дефекты печати. Полошение Максимально допустимое полошение регламентируется BVDM и составляет ΔE между двумя точками, находящимися на
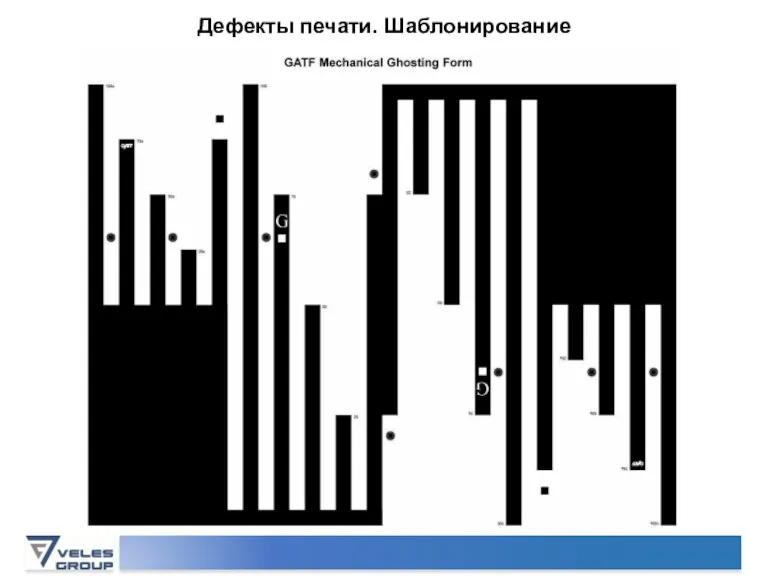
- 65. Дефекты печати. Шаблонирование
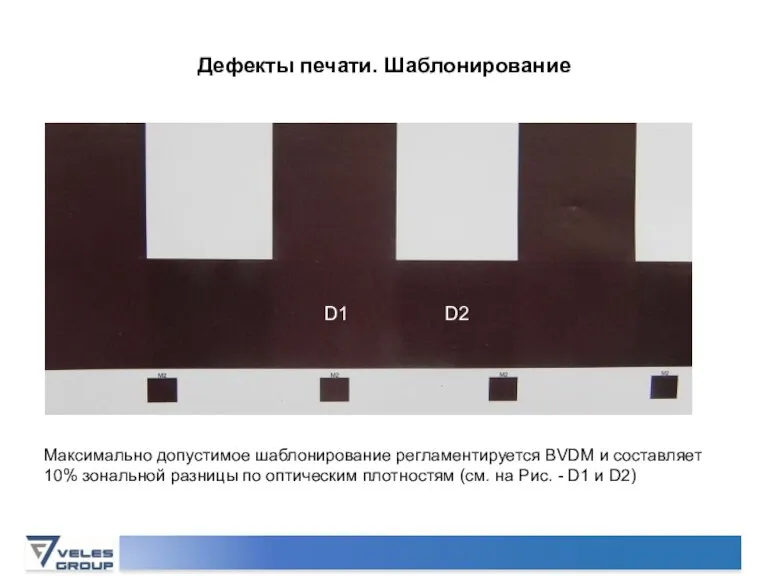
- 66. Дефекты печати. Шаблонирование Максимально допустимое шаблонирование регламентируется BVDM и составляет 10% зональной разницы по оптическим плотностям
- 67. Дефекты печати. Шаблонирование Шаблонирование можно уменьшить с помощью следующих мер: - Печать красочной пленки как можно
- 68. Контроль параметров печати. Чтобы иметь возможность контролировать параметры печати и отсутствие основных дефектов печати, используйте корректную,
- 69. Требования к качеству цифровых цветопроб ISO 12647-7
- 70. Цветовые пространства Lab, LCH
- 71. Равноконтрастные системы для измерения цветовых координат Цветовые пространства Lab, LCH
- 72. L* a* b* ΔЕ Стандарт Образец Цветовое пространство Lab. Дельта E
- 74. ISO 12647-2 – Колориметрические требования к триадным краскам
- 75. Допуски отклонений колориметрических параметров В качестве допусков на колебания при печатании тиража заложены соответствующие стандартные отклонения
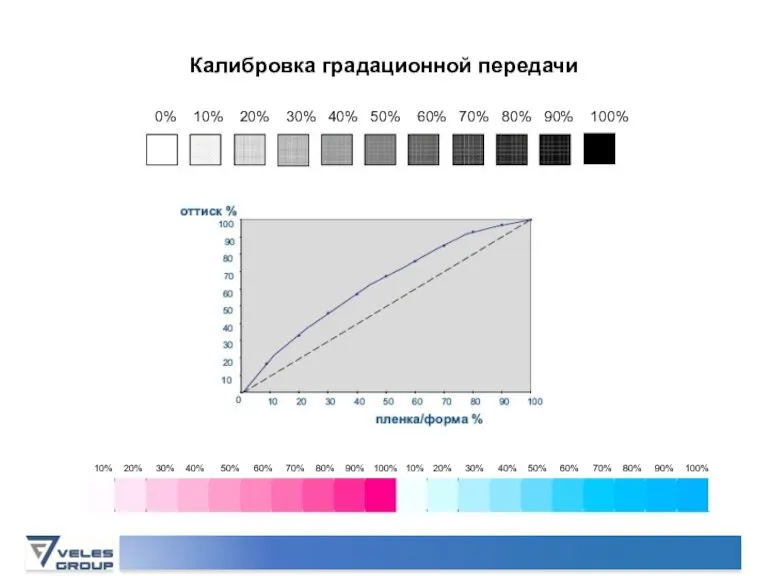
- 76. 0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100% 10% 20% 30% 40% 50%
- 78. Скачать презентацию
Слайд 2Химические и физические механизмы
отверждения масляных красок
Физическое отверждение – впитывание связующего в запечатываемый
Химические и физические механизмы
отверждения масляных красок
Физическое отверждение – впитывание связующего в запечатываемый
Слайд 3Закрепление офсетной печатной краски
Первоначальное закрепление (впитывание)
Бумага
Офсетный цилиндр
Минеральное, растительное масло
Увлажняющий раствор
O2
O2
O2
O2
O2
Центр расходных
Закрепление офсетной печатной краски
Первоначальное закрепление (впитывание)
Бумага
Офсетный цилиндр
Минеральное, растительное масло
Увлажняющий раствор
O2
O2
O2
O2
O2
Центр расходных

Слайд 4Закрепление листовой офсетной печатной краски
Окончательное закрепление краски – окислительная полимеризация
Окислительная полимеризация –
Закрепление листовой офсетной печатной краски
Окончательное закрепление краски – окислительная полимеризация
Окислительная полимеризация –

Слайд 5Проблемы с отверждением
и со стойкостью к истиранию краски
Следует четко разделять проблемы с
Проблемы с отверждением
и со стойкостью к истиранию краски
Следует четко разделять проблемы с
Слайд 6Влияние увлажнения на отверждение масляных красок
Вода – необходимый компонент офсетной печати с
Влияние увлажнения на отверждение масляных красок
Вода – необходимый компонент офсетной печати с
Слайд 7Влияние увлажнения на отверждение масляных красок
Не правильно подобрана добавка в увлажнение
Избыточная подача
Влияние увлажнения на отверждение масляных красок
Не правильно подобрана добавка в увлажнение
Избыточная подача
Слайд 8Кислотность увлажняющего раствора
7
0
14
4,8 5,2
Кислотность увлажняющего раствора
7
0
14
4,8 5,2
Слайд 9Измерение электропроводности увлажняющего раствора проводится для:
Оценки совместимости воды и добавки увлажняющего
Измерение электропроводности увлажняющего раствора проводится для:
Оценки совместимости воды и добавки увлажняющего
Слайд 10Контроль увлажняющего раствора
Концентрация добавки, %
─ рН
─ Электропроводность
μS
pH
Контроль увлажняющего раствора
Концентрация добавки, %
─ рН
─ Электропроводность
μS
pH
Слайд 11Фильтрование увлажняющего раствора – снижение затрат на печать, стабильные результаты печати
FilterStar Compact
FilterStar
Фильтрование увлажняющего раствора – снижение затрат на печать, стабильные результаты печати
FilterStar Compact
FilterStar

Слайд 12Фильтрование увлажняющего раствора – снижение затрат на печать, стабильные результаты печати
Фильтрование увлажняющего раствора – снижение затрат на печать, стабильные результаты печати

Слайд 13Влияние увлажнения на отверждение масляных красок
Даже при идеальном состоянии и правильной настройке
Влияние увлажнения на отверждение масляных красок
Даже при идеальном состоянии и правильной настройке
Слайд 14Настройка и состояние валов
Состояние обрезиненных валов красочного и увлажняющего аппаратов (твердость резинового
Настройка и состояние валов
Состояние обрезиненных валов красочного и увлажняющего аппаратов (твердость резинового
Слайд 15Жесткость резинового покрытия по Шору А. Измерение.
Твердость по Шору измеряется согласно стандарту
Жесткость резинового покрытия по Шору А. Измерение.
Твердость по Шору измеряется согласно стандарту
Слайд 16Настройка валов по давлению
Приборы для измерения «эффективной» полосы контакта между валами (валами
Настройка валов по давлению
Приборы для измерения «эффективной» полосы контакта между валами (валами
Слайд 17Настройка валов по давлению
Профиль давления между валами или валами и печатной формой.
Принцип
Настройка валов по давлению
Профиль давления между валами или валами и печатной формой.
Принцип
Слайд 18Состояние поверхности обрезиненных валов.
Уход за валами
Корректный уход за валами – это максимальное
Состояние поверхности обрезиненных валов.
Уход за валами
Корректный уход за валами – это максимальное
Слайд 19 Процесс переноса краски (увлажняющего раствора) ухудшается
Резиновое покрытие выглядит блестящим
Процесс переноса краски (увлажняющего раствора) ухудшается
Резиновое покрытие выглядит блестящим
Слайд 20Уход за валиками
Ежедневно
Смывка с использованием средств класса АIII (Boettcherin 60,
Уход за валиками
Ежедневно
Смывка с использованием средств класса АIII (Boettcherin 60,
Слайд 21Гидрофобный (отталкивающий воду) → не правильно!
Водный баланс трудно контролировать. Высокий риск избыточного
Гидрофобный (отталкивающий воду) → не правильно!
Водный баланс трудно контролировать. Высокий риск избыточного
Слайд 22DryStar
DryStar
Слайд 23ИК-сушки. Состояние ИК-ламп
ИК-излучение – безконтактная передача длинноволнового «теплового» излучения (1000-3000 нм).
ИК-излучение ускоряет
ИК-сушки. Состояние ИК-ламп
ИК-излучение – безконтактная передача длинноволнового «теплового» излучения (1000-3000 нм).
ИК-излучение ускоряет
Слайд 24Отверждение металлизированных красок. «Меление»
Размер частиц пигмента металлизированных красок значительно больше такового обычных
Отверждение металлизированных красок. «Меление»
Размер частиц пигмента металлизированных красок значительно больше такового обычных
Слайд 25Металлическая крупа
Производство металлических пигментов
угловатая
традиционный
е
Алюминиевый пигмент
круглая
«non-leafing silver»
Продукты и свойства
Металлическая крупа
Производство металлических пигментов
угловатая
традиционный
е
Алюминиевый пигмент
круглая
«non-leafing silver»
Продукты и свойства

Слайд 26всплывающие
Плохая смачиваемость
пигмента
Ориентирование на поверхности
Оптимальный металл. эффект
Покрытие не износостойкое
Плохая с промежуточная адгезия
Плохая смачиваемость
пигмента
Ориентирование на поверхности
Оптимальный металл. эффект
Покрытие не износостойкое
Плохая с промежуточная адгезия
Слайд 27Основные факторы, влияющие на цветность растрированных триадных оттисков
Площадь растровой точки
Толщина красочного слоя
Краскоперенос
Основные факторы, влияющие на цветность растрированных триадных оттисков
Площадь растровой точки
Толщина красочного слоя
Краскоперенос
Слайд 28Площадь растровой точки
Наиболее значимые факторы, влияющие на цветность оттисков – это факторы
Площадь растровой точки
Наиболее значимые факторы, влияющие на цветность оттисков – это факторы
Слайд 29Прирост растровой точки (растискивание)
Прирост растровой точки (растискивание)
Слайд 30Прирост растровой точки (растискивание)
Black 40%
Cyan 40%
Magenta 40%
Yellow 40%
Прирост растровой точки (растискивание)
Black 40%
Cyan 40%
Magenta 40%
Yellow 40%
Слайд 31Прирост растровой точки (растискивание)
Прирост растровой точки (растискивание)
Слайд 32ISO 12647-2 – Прирост растровой точки (растискивание)
ISO 12647-2 – Прирост растровой точки (растискивание)
Слайд 33Нормы прироста растровой точки стандартизованы в документе ISO 12647-2 (для линиатуры 150
Нормы прироста растровой точки стандартизованы в документе ISO 12647-2 (для линиатуры 150
Слайд 34Относится к продукции, напечатанной от 50 до 70 лин/см
Круглая точка
С эллиптической формой
Относится к продукции, напечатанной от 50 до 70 лин/см
Круглая точка
С эллиптической формой
Слайд 35Факторы, влияющие на растискивание
Форма растровой точки
Линиатура печати
Свойства краски (вязкость, тиксотропность)
Температура краски
Давление в
Факторы, влияющие на растискивание
Форма растровой точки
Линиатура печати
Свойства краски (вязкость, тиксотропность)
Температура краски
Давление в
Слайд 36Форма растровой точки
Изменение значения растискивания при изменении
формы растровой точки. Поскольку величина
Форма растровой точки
Изменение значения растискивания при изменении формы растровой точки. Поскольку величина
Слайд 37Линиатура печати
Линиатура 150 lpi с растискиванием 15%
Линиатура 75 lpi с растискиванием 7.5%
Линиатура печати
Линиатура 150 lpi с растискиванием 15%
Линиатура 75 lpi с растискиванием 7.5%
Слайд 38Линиатуры печати, рекомендуемые для различных материалов
- Высококачественные мелованные глянцевые бумаги – 175-200
Линиатуры печати, рекомендуемые для различных материалов
- Высококачественные мелованные глянцевые бумаги – 175-200
Слайд 39Факторы, влияющие на растискивание
Свойства краски (вязкость, тиксотропность)
Температура краски
Зависимость вязкости и тягучести печатной
Факторы, влияющие на растискивание
Свойства краски (вязкость, тиксотропность)
Температура краски
Зависимость вязкости и тягучести печатной
Слайд 40Давление в печатных парах
Факторы, влияющие на растискивание
Давление в печатных парах
Факторы, влияющие на растискивание
Слайд 41Измерение давления в печатных парах с помощью прибора Pressure Indicator
Факторы, влияющие на
Измерение давления в печатных парах с помощью прибора Pressure Indicator
Факторы, влияющие на

Слайд 42Свойства запечатываемого материала (фактура, адсорбционные свойства)
Бумага 1
Шероховатая бумага (матовая)
Бумага 2
Гладкая бумага
Факторы,
Свойства запечатываемого материала (фактура, адсорбционные свойства)
Бумага 1
Шероховатая бумага (матовая)
Бумага 2
Гладкая бумага
Факторы,
Слайд 43Площадь растровой точки. Дефекты печати. Скольжение
Основные причины скольжения:
- неправильная подкладка под печатную
Площадь растровой точки. Дефекты печати. Скольжение
Основные причины скольжения:
- неправильная подкладка под печатную
Слайд 44Площадь растровой точки. Дефекты печати
Скольжение
Площадь растровой точки. Дефекты печати
Скольжение
Слайд 45Площадь растровой точки. Дефекты печати
Скольжение
Максимально допустимое скольжение
регламентируется BVDM
и составляет 7% разницы по
Площадь растровой точки. Дефекты печати
Скольжение
Максимально допустимое скольжение
регламентируется BVDM
и составляет 7% разницы по

Слайд 46Площадь растровой точки. Дефекты печати
Скольжение
Площадь растровой точки. Дефекты печати
Скольжение

Слайд 47Площадь растровой точки. Дефекты печати. Двоение
Причина двоения:
нарушение точности межсекционной листопередачи
Краска из растровой
Площадь растровой точки. Дефекты печати. Двоение
Причина двоения:
нарушение точности межсекционной листопередачи
Краска из растровой
Слайд 48Площадь растровой точки. Дефекты печати. Двоение
Площадь растровой точки. Дефекты печати. Двоение
Слайд 49Площадь растровой точки. Дефекты печати. Двоение
Площадь растровой точки. Дефекты печати. Двоение
Слайд 50Площадь растровой точки. Дефекты печати. Двоение
Площадь растровой точки. Дефекты печати. Двоение
Слайд 51Площадь растровой точки. Дефекты печати. Двоение
Площадь растровой точки. Дефекты печати. Двоение
Слайд 52Площадь растровой точки. Дефекты печати. Двоение
Площадь растровой точки. Дефекты печати. Двоение

Слайд 53Площадь растровой точки. Дефекты печати. Двоение
Площадь растровой точки. Дефекты печати. Двоение
Слайд 54Площадь растровой точки. Дефекты печати. Двоение
Площадь растровой точки. Дефекты печати. Двоение
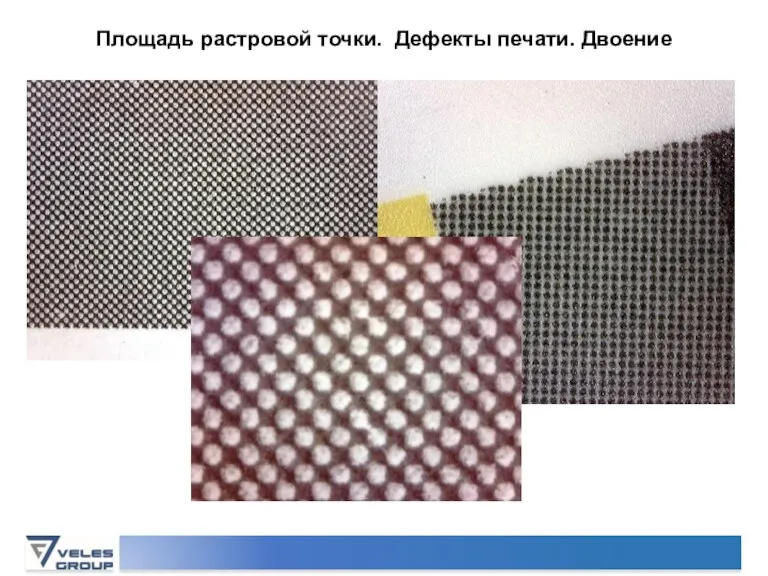
Слайд 55Площадь растровой точки. Дефекты печати. Двоение
Максимально допустимое двоение регламентируется BVDM и составляет
Площадь растровой точки. Дефекты печати. Двоение
Максимально допустимое двоение регламентируется BVDM и составляет
Слайд 56Площадь растровой точки. Дефекты печати. «Облачный» растр
Площадь растровой точки. Дефекты печати. «Облачный» растр
Слайд 57Площадь растровой точки. Дефекты печати. «Облачный» растр
Площадь растровой точки. Дефекты печати. «Облачный» растр
Слайд 58Площадь растровой точки. Дефекты печати. «Облачный» растр
Площадь растровой точки. Дефекты печати. «Облачный» растр
Слайд 59Отражает воспроизведение деталей изображения в глубоких полутонах и тенях.
Позволяет определить max
Отражает воспроизведение деталей изображения в глубоких полутонах и тенях.
Позволяет определить max
Слайд 60Красковосприятие – способность следующей краски накладываться (переходить) на предыдущую
Значения могут быть
Красковосприятие – способность следующей краски накладываться (переходить) на предыдущую
Значения могут быть
Слайд 61Нормированное соотношение размеров растровых элементов на трех цветоделенных растровых изображениях, которое позволяет
получить
Нормированное соотношение размеров растровых элементов на трех цветоделенных растровых изображениях, которое позволяет
получить
Слайд 62Баланс «по серому» в ISO 12647-2 (2004)
Процентные соотношения могут использоваться для контроля
Баланс «по серому» в ISO 12647-2 (2004)
Процентные соотношения могут использоваться для контроля
Слайд 63Визуальный контроль баланса по серому
на тестовых изображениях
Визуальный контроль баланса по серому
на тестовых изображениях
Слайд 64Дефекты печати. Полошение
Максимально допустимое
полошение регламентируется BVDM и составляет ΔE <= 0,9
между двумя
Дефекты печати. Полошение
Максимально допустимое
полошение регламентируется BVDM и составляет ΔE <= 0,9
между двумя
Слайд 65Дефекты печати. Шаблонирование
Дефекты печати. Шаблонирование
Слайд 66Дефекты печати. Шаблонирование
Максимально допустимое шаблонирование регламентируется BVDM и составляет 10% зональной разницы
Дефекты печати. Шаблонирование
Максимально допустимое шаблонирование регламентируется BVDM и составляет 10% зональной разницы
Слайд 67Дефекты печати. Шаблонирование
Шаблонирование можно уменьшить с помощью следующих мер:
- Печать красочной пленки
Дефекты печати. Шаблонирование
Шаблонирование можно уменьшить с помощью следующих мер:
- Печать красочной пленки
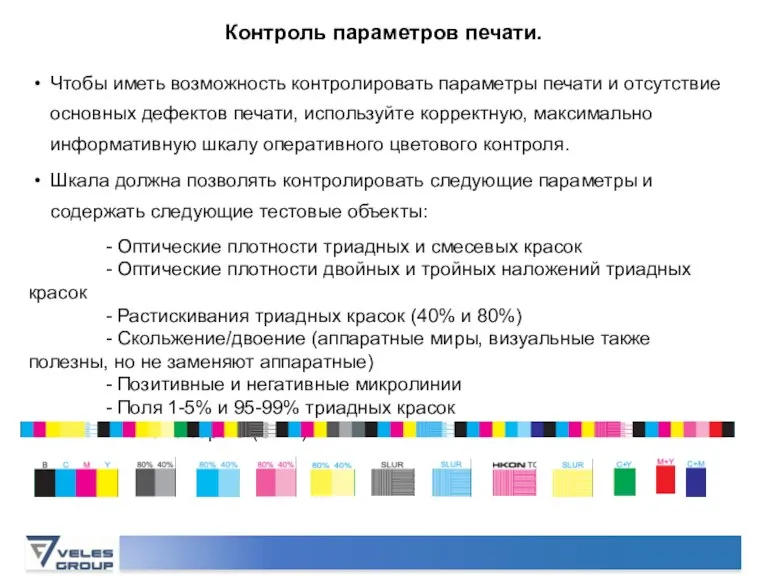
Слайд 68Контроль параметров печати.
Чтобы иметь возможность контролировать параметры печати и отсутствие основных дефектов
Контроль параметров печати.
Чтобы иметь возможность контролировать параметры печати и отсутствие основных дефектов
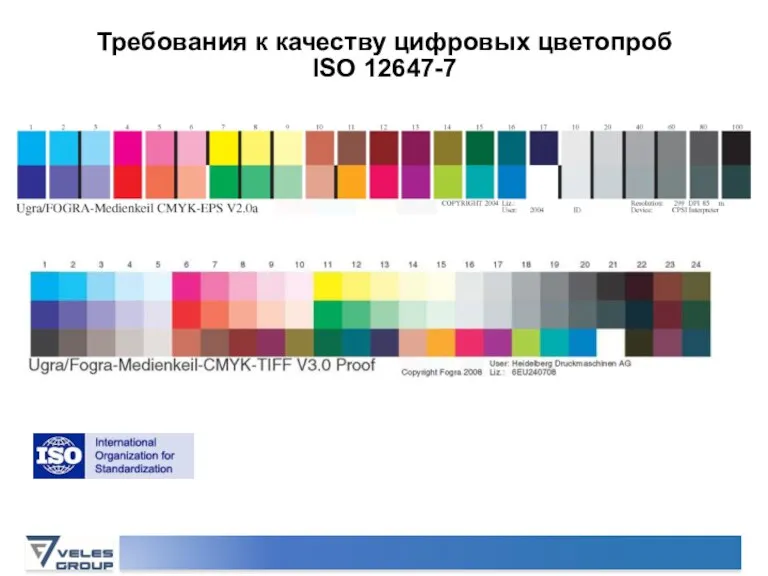
Слайд 69Требования к качеству цифровых цветопроб
ISO 12647-7
Требования к качеству цифровых цветопроб
ISO 12647-7
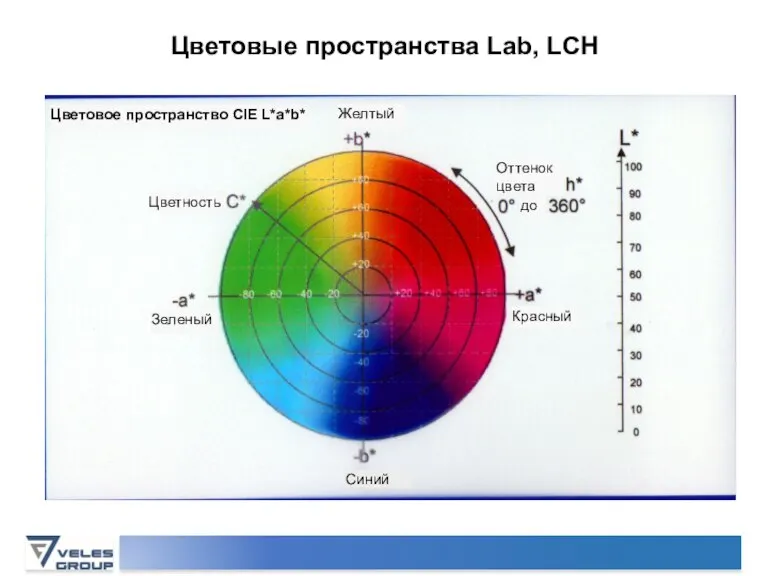
Слайд 70Цветовые пространства Lab, LCH
Цветовые пространства Lab, LCH
Слайд 71 Равноконтрастные системы для измерения цветовых координат
Цветовые пространства Lab, LCH
Равноконтрастные системы для измерения цветовых координат
Цветовые пространства Lab, LCH

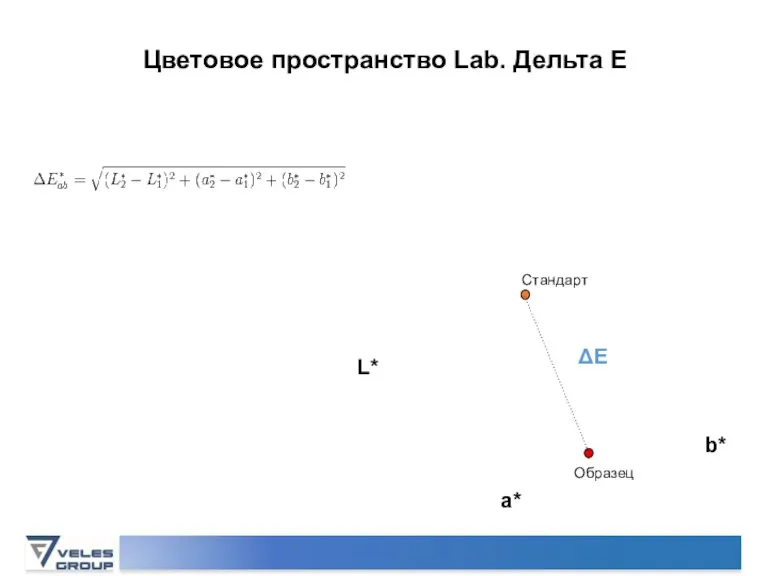
Слайд 72L*
a*
b*
ΔЕ
Стандарт
Образец
Цветовое пространство Lab. Дельта E
L*
a*
b*
ΔЕ
Стандарт
Образец
Цветовое пространство Lab. Дельта E
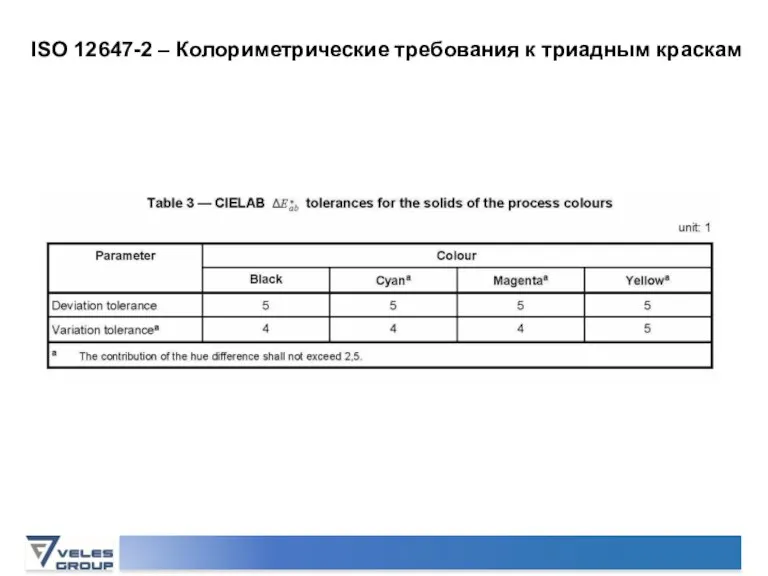
Слайд 74ISO 12647-2 – Колориметрические требования к триадным краскам
ISO 12647-2 – Колориметрические требования к триадным краскам
Слайд 75Допуски отклонений колориметрических параметров
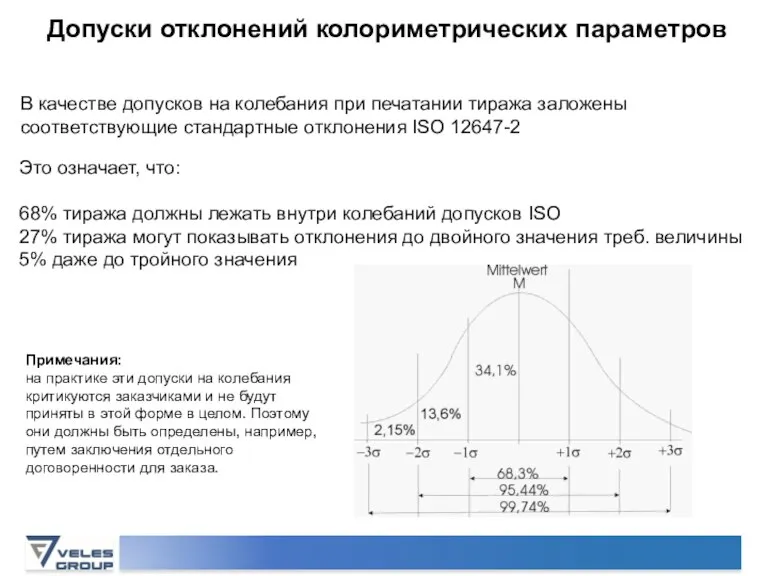
В качестве допусков на колебания при печатании тиража заложены
Допуски отклонений колориметрических параметров
В качестве допусков на колебания при печатании тиража заложены
Слайд 760% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
10% 20%
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
10% 20%
 Презентация на тему Луч и угол 7 класс
Презентация на тему Луч и угол 7 класс ПОВТОРЕНИЕ
ПОВТОРЕНИЕ Компания «Буржуй» Представляет вашему вниманию
Компания «Буржуй» Представляет вашему вниманию Гидромеханические процессы и аппараты
Гидромеханические процессы и аппараты Частица как часть речи Правописание частиц
Частица как часть речи Правописание частиц Нам 15 лет. Лучший выпуск в истории
Нам 15 лет. Лучший выпуск в истории Аборт
Аборт ЧАС ЗАНИМАТЕЛЬНОЙ БИОЛОГИИ 7 класс
ЧАС ЗАНИМАТЕЛЬНОЙ БИОЛОГИИ 7 класс "Горе от ума: как политическая комедия" 9 класс
"Горе от ума: как политическая комедия" 9 класс 1. Понятие легитимность означает: А) терпимость к другим мнениям Б) противостояние политических идей В) правомочность власти Г) прив
1. Понятие легитимность означает: А) терпимость к другим мнениям Б) противостояние политических идей В) правомочность власти Г) прив Что такое Закрытые Паевые Инвестиционные Фонды в России
Что такое Закрытые Паевые Инвестиционные Фонды в России 9 мая в 66 раз наша страна будет праздновать День Победы в ВОВ!!!
9 мая в 66 раз наша страна будет праздновать День Победы в ВОВ!!! Устойчивое развитие социо-эколого-экономической системы
Устойчивое развитие социо-эколого-экономической системы Что угрожает нашей планете Земля?
Что угрожает нашей планете Земля? Если не лениться , можно многого добиться
Если не лениться , можно многого добиться Презентация на тему Образ Наташи Ростовой в романе Л.Н. Толстого
Презентация на тему Образ Наташи Ростовой в романе Л.Н. Толстого  Развитие холдинга Развитие холдинга Заводы Заводы Каждый из пяти Итальянских заводов холдинга имет только складскую площадь от 12
Развитие холдинга Развитие холдинга Заводы Заводы Каждый из пяти Итальянских заводов холдинга имет только складскую площадь от 12  Новые совместные продукты фирмы "1С" и Microsoft 1С:Предприятие 8 + Microsoft Office 2010 для малого бизнеса"
Новые совместные продукты фирмы "1С" и Microsoft 1С:Предприятие 8 + Microsoft Office 2010 для малого бизнеса" Deutsche Phraseologie
Deutsche Phraseologie СПИРТ: его влияние на организм человека
СПИРТ: его влияние на организм человека Профессия - «Бренд-менеджер»
Профессия - «Бренд-менеджер» Организация социально значимой деятельности с детьми «группы риска»
Организация социально значимой деятельности с детьми «группы риска» Уголовный процесс (задачи)
Уголовный процесс (задачи) Презентация на тему Храмовое искусство Древней Руси
Презентация на тему Храмовое искусство Древней Руси  Разрезы (вырезы) на аксонометрических изображениях деталей
Разрезы (вырезы) на аксонометрических изображениях деталей Презентация на тему Пещерные храмы в Эллоре
Презентация на тему Пещерные храмы в Эллоре  Презентация на тему Кавказ в творчестве Пушкина
Презентация на тему Кавказ в творчестве Пушкина Натюрморт из крупного предмета быта и драпировки с простыми складками
Натюрморт из крупного предмета быта и драпировки с простыми складками