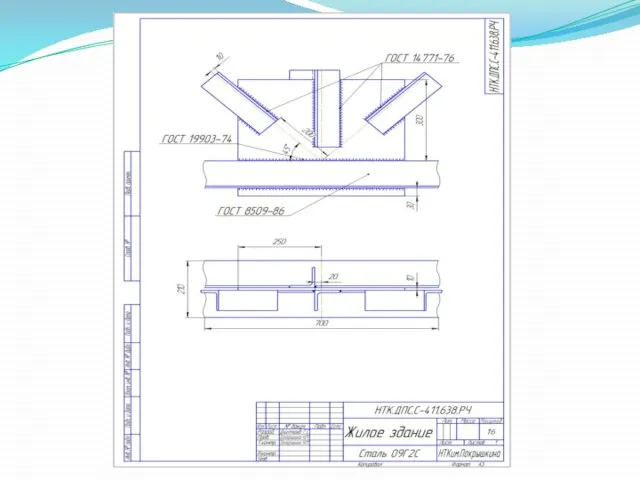
- Выбор технологии и проектирования изделия Жилое здание

Содержание
- 3. Металлический каркас жилого здания
- 4. Швеллер стальной горячекатаный ГОСТ 8240-97 Номинальные размеры швеллера стального горячекатаного, площадь поперечного сечения, масса и справочные
- 5. Уголок стальной горячекатаный равнополочный ГОСТ 8509-86 Настоящий стандарт распространяется на стальные горячекатаные равнополочные уголки. Стандарт полностью
- 6. Балки двутавровые стальные горячекатаные ГОСТ 8239-89 Примечание. Уклон внутренних граней полок должен быть 6-12 %. Номинальные
- 8. Нахлесточные швы Н2
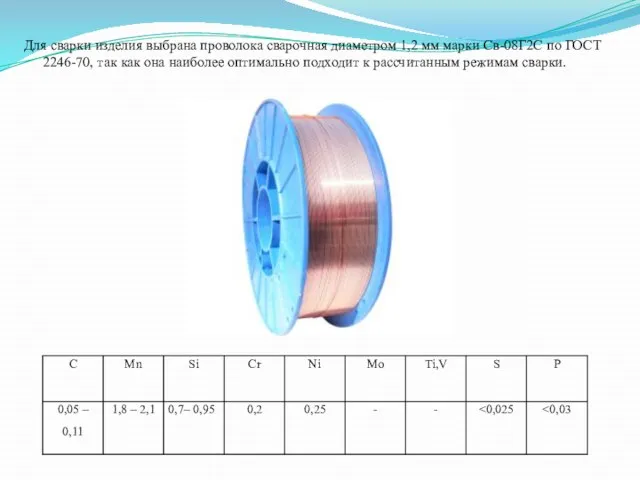
- 9. Для сварки изделия выбрана проволока сварочная диаметром 1,2 мм марки Св-08Г2С по ГОСТ 2246-70, так как
- 10. Технические характеристики Название характеристики Параметры характеристики Напряжение питания (В) 230 Частота (Гц) 50 Потребляемая мощность (кВт)
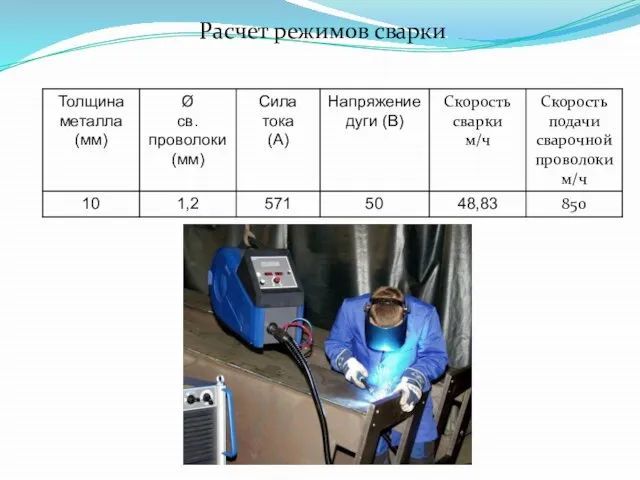
- 11. Расчет режимов сварки
- 12. Сборочные приспособления Кантователь сборно-сварочный КЦ-4 предназначен для установки деталей прямоугольной, квадратной или круглой формы в поперечном
- 13. Струбцина - универсальный инструмент, используемый практически при любой работе с металлом.
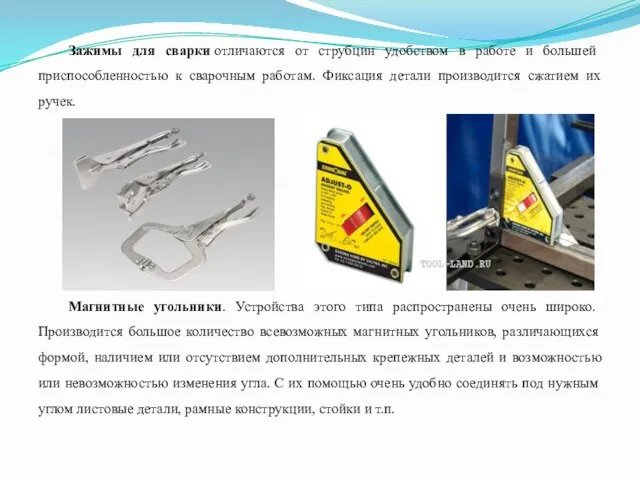
- 14. Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация
- 16. Контроль сварных соединений ВИК; Магнитная дефектоскопия
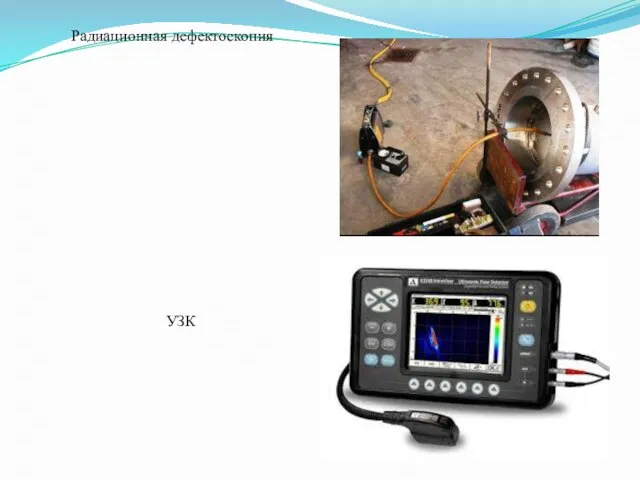
- 17. Радиационная дефектоскопия УЗК
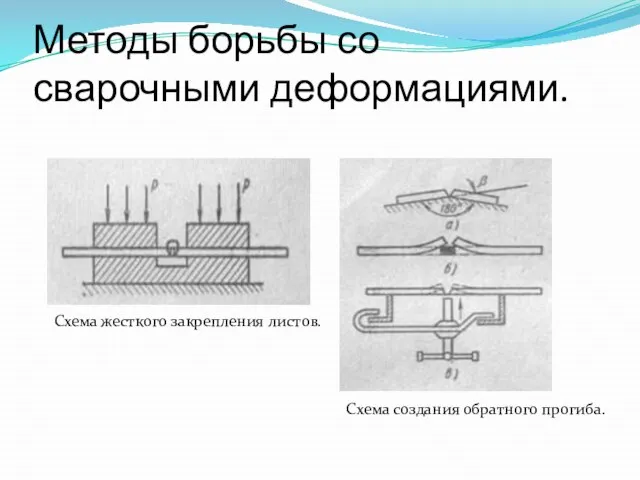
- 18. Методы борьбы со сварочными деформациями. Схема жесткого закрепления листов. Схема создания обратного прогиба.
- 19. Нормирование сборочно-сварочных работ Общая длительность изготовления сварной конструкции складывается из длительности основных операций (заготовительных, обрабатывающих, сборочных,
- 20. Техника безопасности
- 22. Заключение В ходе дипломного проекта была разработана технология проектирования, сборки и сварки каркаса жилого здания. Произведен
- 24. Скачать презентацию

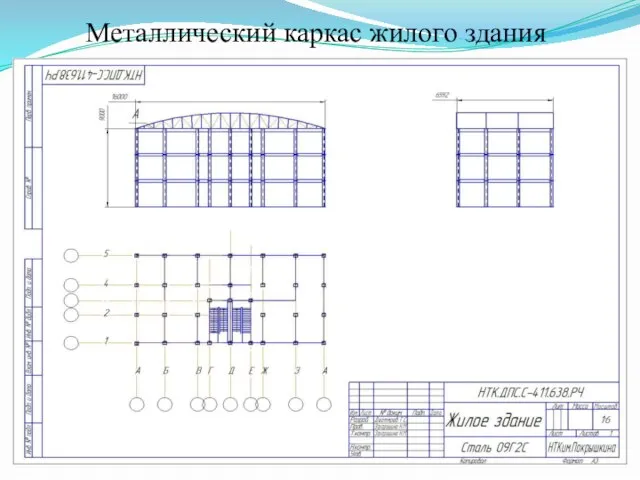
Слайд 3Металлический каркас жилого здания
Металлический каркас жилого здания
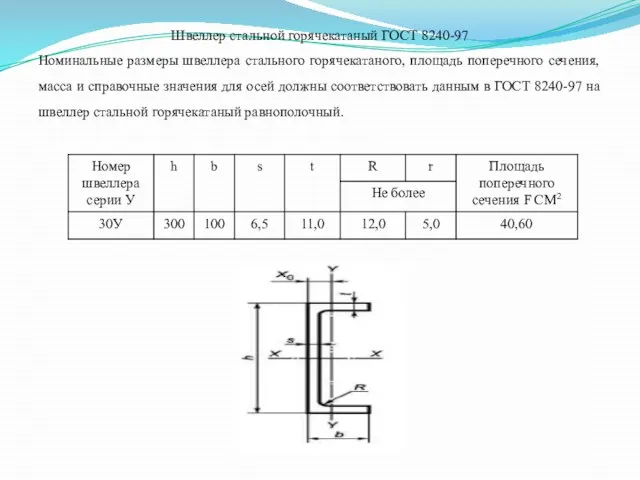
Слайд 4Швеллер стальной горячекатаный ГОСТ 8240-97
Номинальные размеры швеллера стального горячекатаного, площадь поперечного сечения,
Швеллер стальной горячекатаный ГОСТ 8240-97
Номинальные размеры швеллера стального горячекатаного, площадь поперечного сечения,
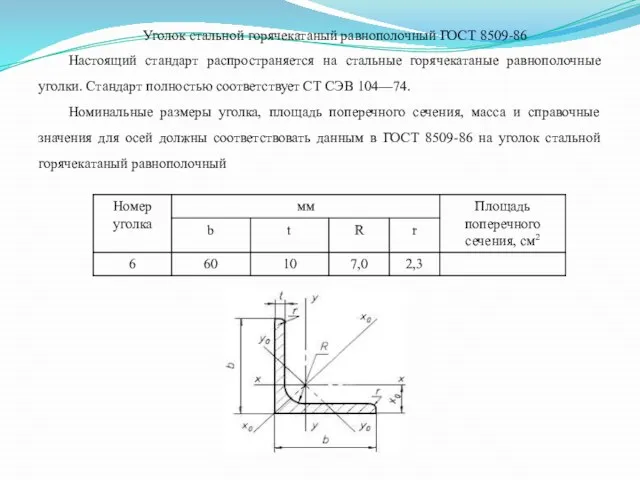
Слайд 5Уголок стальной горячекатаный равнополочный ГОСТ 8509-86
Настоящий стандарт распространяется на стальные горячекатаные равнополочные
Уголок стальной горячекатаный равнополочный ГОСТ 8509-86
Настоящий стандарт распространяется на стальные горячекатаные равнополочные
Слайд 6Балки двутавровые стальные горячекатаные ГОСТ 8239-89
Примечание. Уклон внутренних граней полок должен быть
Балки двутавровые стальные горячекатаные ГОСТ 8239-89
Примечание. Уклон внутренних граней полок должен быть


Слайд 8Нахлесточные швы Н2
Нахлесточные швы Н2
Слайд 9Для сварки изделия выбрана проволока сварочная диаметром 1,2 мм марки Св-08Г2С по
Слайд 10Технические характеристики
Название характеристики Параметры характеристики
Напряжение питания (В) 230
Частота (Гц) 50
Потребляемая мощность (кВт)
Технические характеристики
Название характеристики Параметры характеристики
Напряжение питания (В) 230
Частота (Гц) 50
Потребляемая мощность (кВт)

Слайд 11 Расчет режимов сварки
Расчет режимов сварки
Слайд 12Сборочные приспособления
Кантователь сборно-сварочный КЦ-4 предназначен для установки деталей прямоугольной, квадратной или круглой
Сборочные приспособления
Кантователь сборно-сварочный КЦ-4 предназначен для установки деталей прямоугольной, квадратной или круглой

Слайд 13Струбцина - универсальный инструмент, используемый практически при любой работе с металлом.
Струбцина - универсальный инструмент, используемый практически при любой работе с металлом.

Слайд 14Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к
Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к
Слайд 16Контроль сварных соединений
ВИК;
Магнитная дефектоскопия
Контроль сварных соединений
ВИК;
Магнитная дефектоскопия

Слайд 17Радиационная дефектоскопия
УЗК
Радиационная дефектоскопия
УЗК
Слайд 18Методы борьбы со сварочными деформациями.
Схема жесткого закрепления листов.
Схема создания обратного прогиба.
Методы борьбы со сварочными деформациями.
Схема жесткого закрепления листов.
Схема создания обратного прогиба.
Слайд 19Нормирование сборочно-сварочных работ
Общая длительность изготовления сварной конструкции складывается из длительности основных операций
Нормирование сборочно-сварочных работ
Общая длительность изготовления сварной конструкции складывается из длительности основных операций
Слайд 20Техника безопасности
Техника безопасности


Слайд 22Заключение
В ходе дипломного проекта была разработана технология проектирования, сборки и сварки каркаса
Заключение
В ходе дипломного проекта была разработана технология проектирования, сборки и сварки каркаса
 Образование сложных слов
Образование сложных слов Презентация на тему Сахалин
Презентация на тему Сахалин  Презентация "Америго Веспуччи" - скачать презентации по МХК
Презентация "Америго Веспуччи" - скачать презентации по МХК Есенин- один из певцов неувядающей России. Его поэзия – словно мы сами. Он обладал редким свойством открывать и постигать стороны н
Есенин- один из певцов неувядающей России. Его поэзия – словно мы сами. Он обладал редким свойством открывать и постигать стороны н Нежилое помещение на улице 22 Партсъезда
Нежилое помещение на улице 22 Партсъезда Формирование системы мотивации производственного персонала предприятия ООО Прогресс
Формирование системы мотивации производственного персонала предприятия ООО Прогресс Учебный курс«Человеко-центрированное проектирование ПО»
Учебный курс«Человеко-центрированное проектирование ПО» Презентация на тему Рынок труда и заработная плата
Презентация на тему Рынок труда и заработная плата  ТЕМА УРОКА: "СРАВНЕНИЕ, СЛОЖЕНИЕ И ВЫЧИТАНИЕ ДРОБЕЙ С РАЗНЫМИ ЗНАМЕНАТЕЛЯМИ" И ПРОТИВОПОЖАРНАЯ БЕЗОПАСНОСТЬ
ТЕМА УРОКА: "СРАВНЕНИЕ, СЛОЖЕНИЕ И ВЫЧИТАНИЕ ДРОБЕЙ С РАЗНЫМИ ЗНАМЕНАТЕЛЯМИ" И ПРОТИВОПОЖАРНАЯ БЕЗОПАСНОСТЬ Типы контейнеров
Типы контейнеров Анализ социальной сферы спорт
Анализ социальной сферы спорт Управління якістю логістичних операцій на підприємстві
Управління якістю логістичних операцій на підприємстві Альбинизм
Альбинизм Презентация на тему Великие географические открытия (10 класс)
Презентация на тему Великие географические открытия (10 класс) С масленицей
С масленицей Создание графического документа
Создание графического документа Час веселой математики.
Час веселой математики. Р Е Ф Е Р А Тпо французскому языку
Р Е Ф Е Р А Тпо французскому языку Компьютерные
Компьютерные Картины с изображением облаков
Картины с изображением облаков Велосипед, Парето, «Нет»
Велосипед, Парето, «Нет» «Моделирование идеологически ценностного пространства развития школьника в условиях современного социума»
«Моделирование идеологически ценностного пространства развития школьника в условиях современного социума» Recreation
Recreation Версальский стиль
Версальский стиль Концепция развития территории Конюшенного ведомства под многофункциональное, культурное, общественное и выставочное пространство
Концепция развития территории Конюшенного ведомства под многофункциональное, культурное, общественное и выставочное пространство PROSTAMIN
PROSTAMIN Содержательные теории мотивации
Содержательные теории мотивации Музыка и природа
Музыка и природа