- Закалка без полиморфного превращения. Лекция 3

Содержание
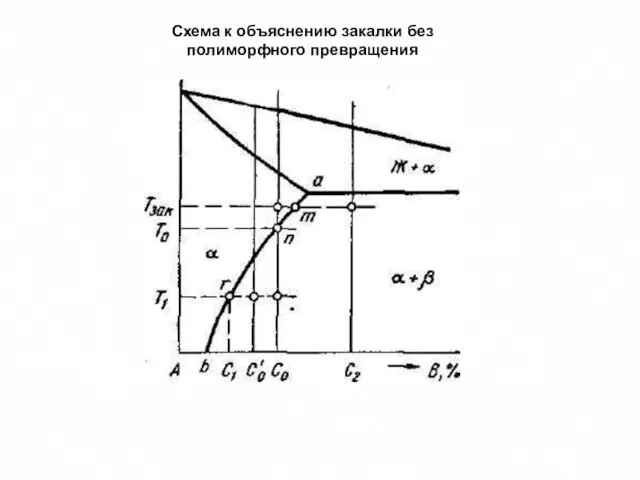
- 2. Схема к объяснению закалки без полиморфного превращения
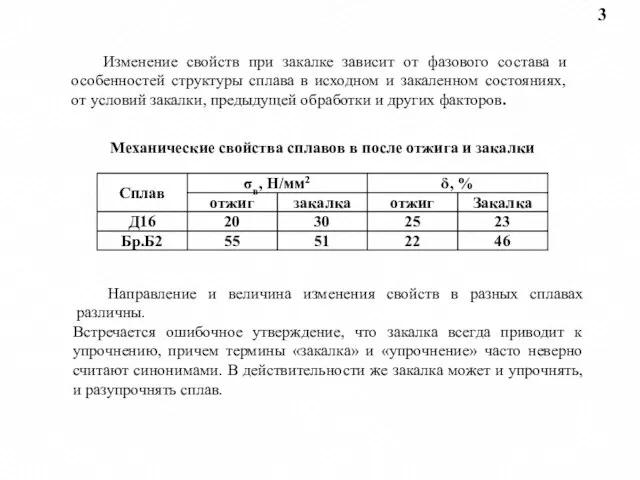
- 3. 3 Изменение свойств при закалке зависит от фазового состава и особенностей структуры сплава в исходном и
- 4. Время выдержки при температуре нагрева под закалку выбирают так, чтобы завершились процессы растворения избыточных фаз. Чем
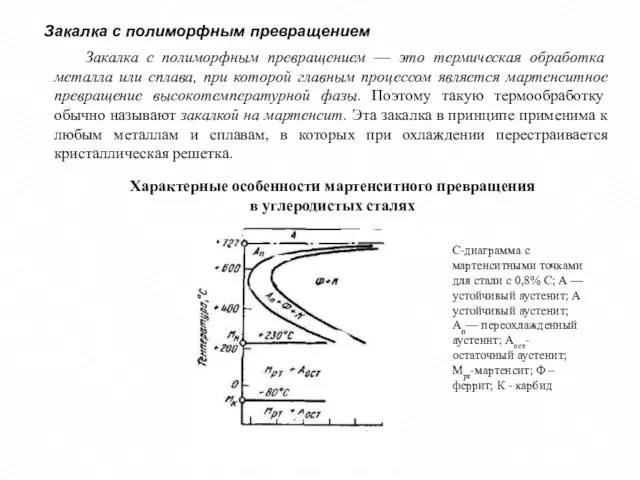
- 5. Закалка с полиморфным превращением Закалка с полиморфным превращением — это термическая обработка металла или сплава, при
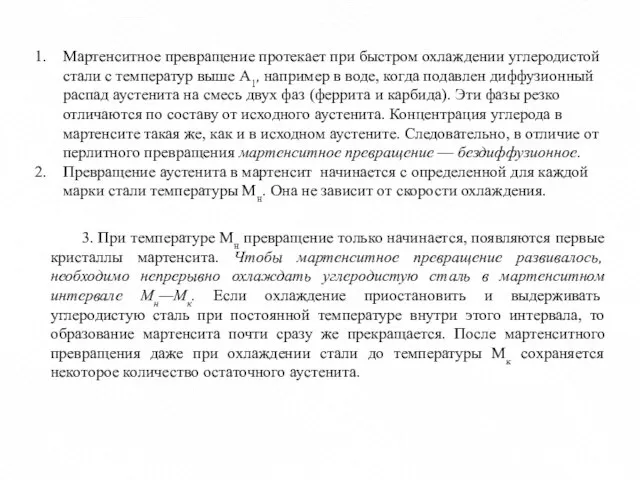
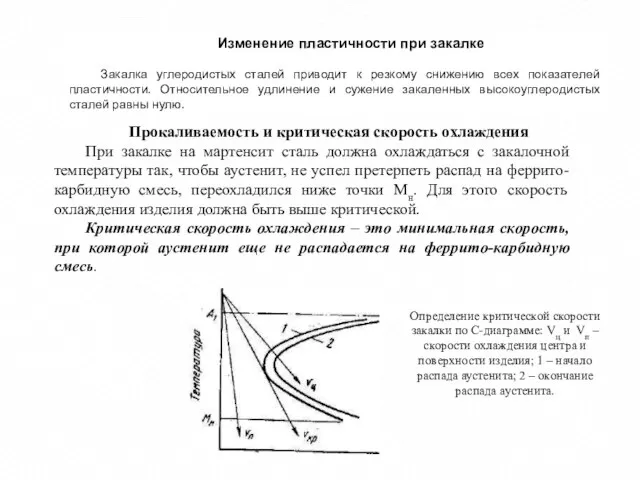
- 6. Мартенситное превращение протекает при быстром охлаждении углеродистой стали с температур выше А1, например в воде, когда
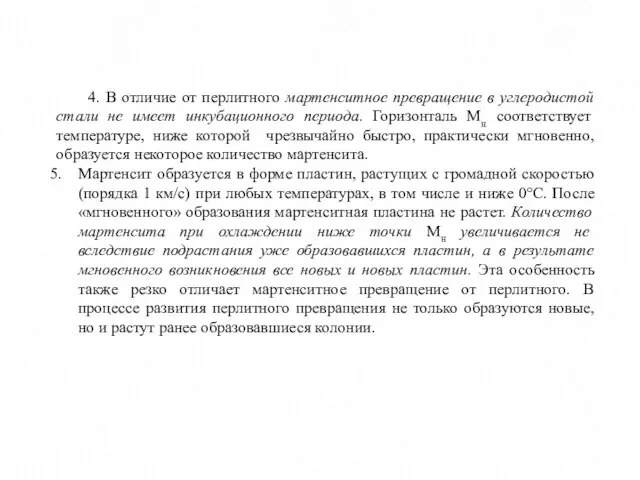
- 7. 4. В отличие от перлитного мартенситное превращение в углеродистой стали не имеет инкубационного периода. Горизонталь Мн
- 8. Между решетками кристаллов мартенсита и исходного аустенита имеется определенное ориентационное соотношение, закономерная ориентировка решетки мартенсита по
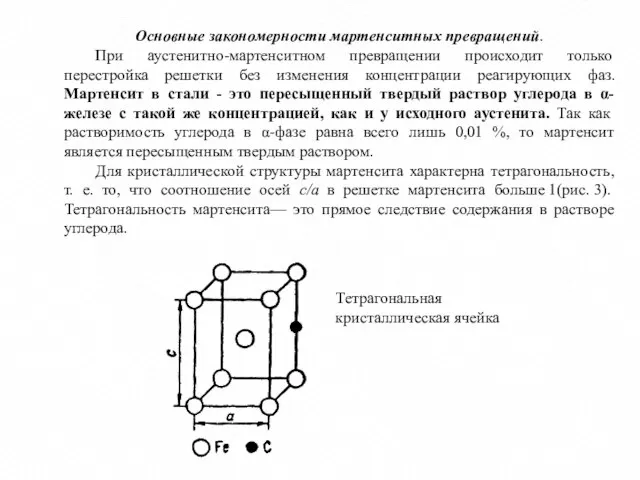
- 9. Основные закономерности мартенситных превращений. При аустенитно-мартенситном превращении происходит только перестройка решетки без изменения концентрации реагирующих фаз.
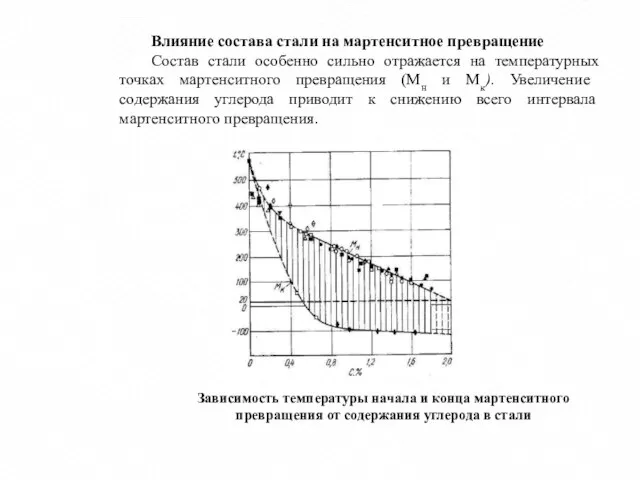
- 10. Влияние состава стали на мартенситное превращение Состав стали особенно сильно отражается на температурных точках мартенситного превращения
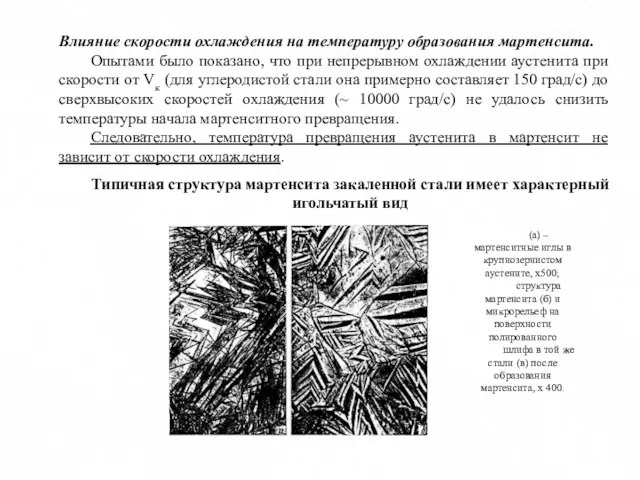
- 11. Влияние скорости охлаждения на температуру образования мартенсита. Опытами было показано, что при непрерывном охлаждении аустенита при
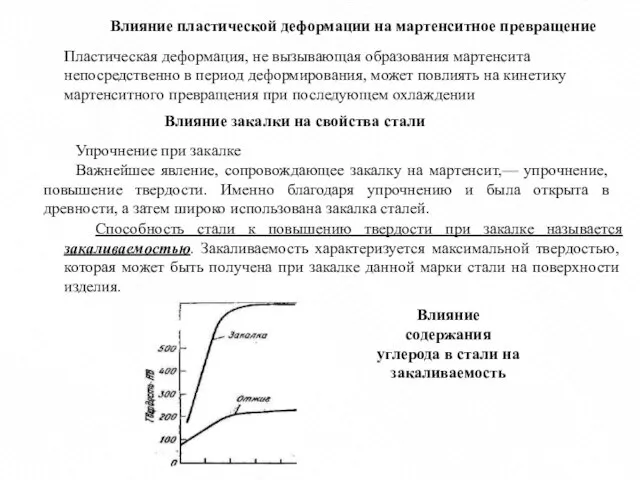
- 12. Влияние пластической деформации на мартенситное превращение Пластическая деформация, не вызывающая образования мартенсита непосредственно в период деформирования,
- 13. Видманштеттов феррит образуется в интервале от А3 минус 50° С до 600—550°С. С увеличением содержания углерода
- 14. Изменение пластичности при закалке Закалка углеродистых сталей приводит к резкому снижению всех показателей пластичности. Относительное удлинение
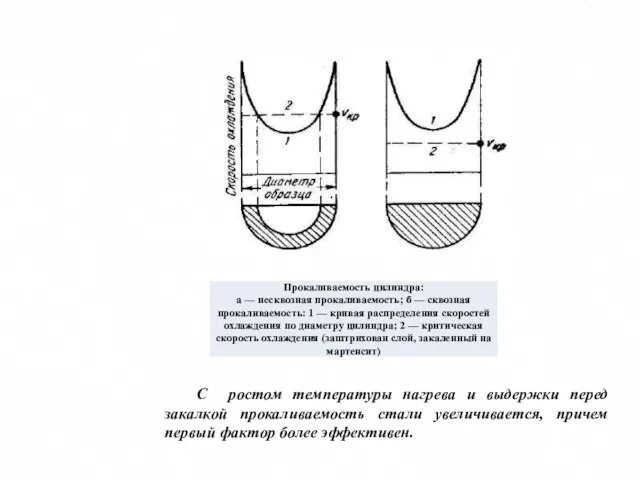
- 15. С ростом температуры нагрева и выдержки перед закалкой прокаливаемость стали увеличивается, причем первый фактор более эффективен.
- 16. Характеристики прокаливаемости Простейшей характеристикой является глубина прокаливаемости изделия в определенном охладителе. Глубину прокаливаемости можно определить методом
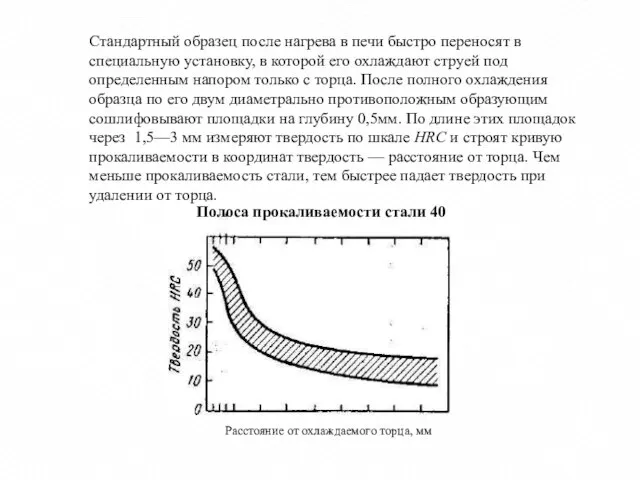
- 17. Стандартный образец после нагрева в печи быстро переносят в специальную установку, в которой его охлаждают струей
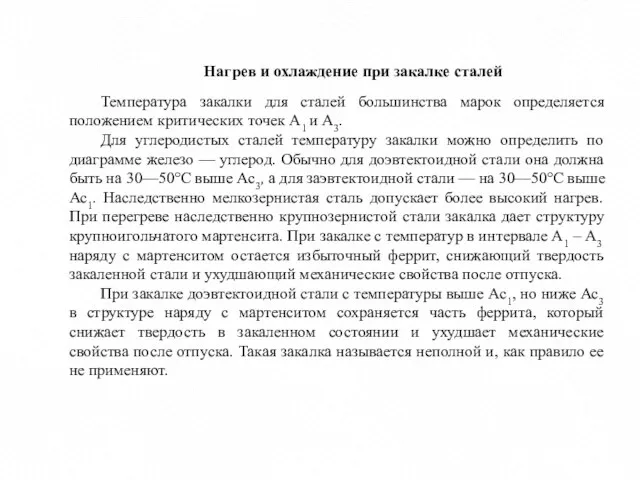
- 18. Нагрев и охлаждение при закалке сталей Температура закалки для сталей большинства марок определяется положением критических точек
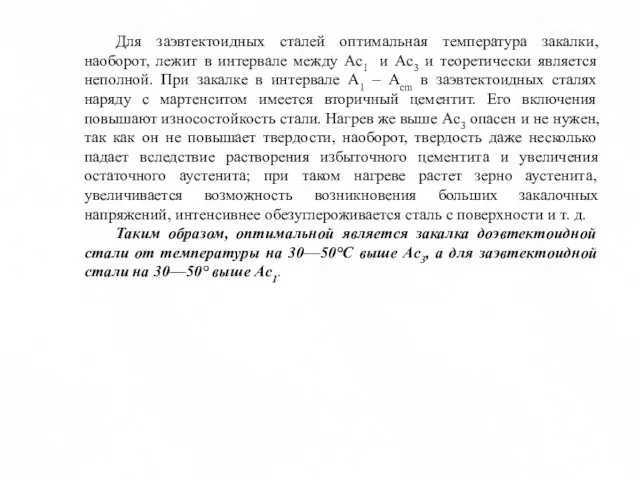
- 19. Для заэвтектоидных сталей оптимальная температура закалки, наоборот, лежит в интервале между Ас1 и Ас3 и теоретически
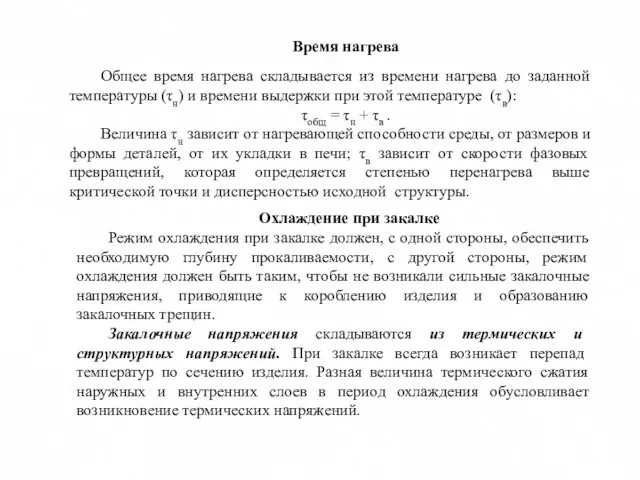
- 20. Время нагрева Общее время нагрева складывается из времени нагрева до заданной температуры (τн) и времени выдержки
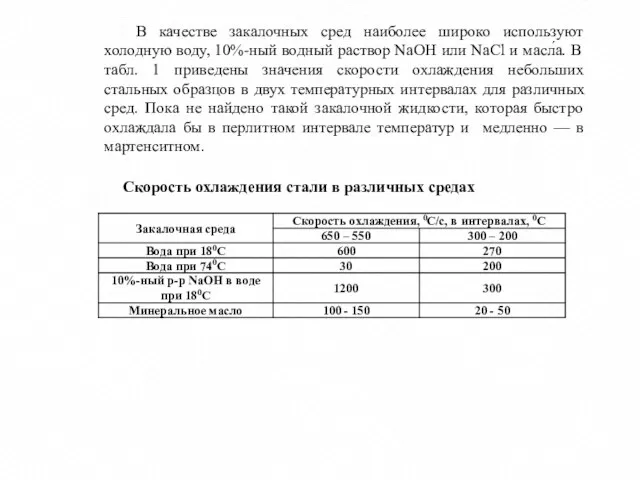
- 21. В качестве закалочных сред наиболее широко используют холодную воду, 10%-ный водный раствор NaOH или NaCl и
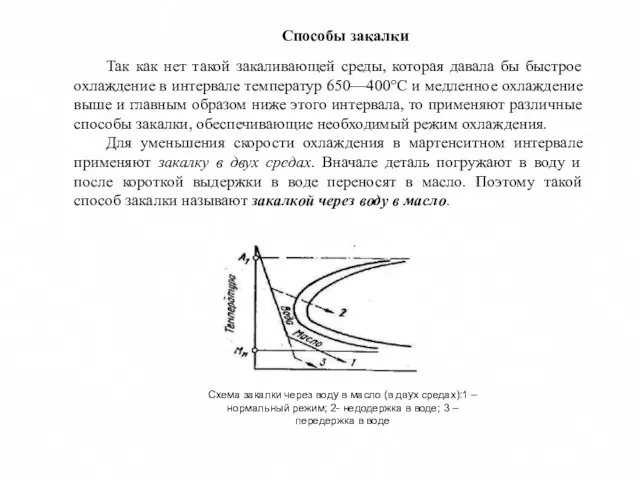
- 22. Способы закалки Так как нет такой закаливающей среды, которая давала бы быстрое охлаждение в интервале температур
- 23. Быстрое охлаждение в воде предотвращает перлитное превращение, а последующее замедленное охлаждение в масле уменьшает закалочные напряжения
- 25. Скачать презентацию
Слайд 33
Изменение свойств при закалке зависит от фазового состава и особенностей структуры сплава
3
Изменение свойств при закалке зависит от фазового состава и особенностей структуры сплава
Слайд 4Время выдержки при температуре нагрева под закалку выбирают так, чтобы завершились процессы
Время выдержки при температуре нагрева под закалку выбирают так, чтобы завершились процессы
Слайд 5Закалка с полиморфным превращением
Закалка с полиморфным превращением — это термическая обработка металла
Закалка с полиморфным превращением
Закалка с полиморфным превращением — это термическая обработка металла
Слайд 6Мартенситное превращение протекает при быстром охлаждении углеродистой стали с температур выше А1,
Мартенситное превращение протекает при быстром охлаждении углеродистой стали с температур выше А1,
Слайд 74. В отличие от перлитного мартенситное превращение в углеродистой стали не имеет
4. В отличие от перлитного мартенситное превращение в углеродистой стали не имеет
Слайд 8Между решетками кристаллов мартенсита и исходного аустенита имеется определенное ориентационное соотношение, закономерная
Между решетками кристаллов мартенсита и исходного аустенита имеется определенное ориентационное соотношение, закономерная
Слайд 9Основные закономерности мартенситных превращений.
При аустенитно-мартенситном превращении происходит только перестройка решетки без изменения
Основные закономерности мартенситных превращений.
При аустенитно-мартенситном превращении происходит только перестройка решетки без изменения
Слайд 10Влияние состава стали на мартенситное превращение
Состав стали особенно сильно отражается на температурных
Влияние состава стали на мартенситное превращение
Состав стали особенно сильно отражается на температурных
Слайд 11Влияние скорости охлаждения на температуру образования мартенсита.
Опытами было показано, что при непрерывном
Влияние скорости охлаждения на температуру образования мартенсита.
Опытами было показано, что при непрерывном
Слайд 12Влияние пластической деформации на мартенситное превращение
Пластическая деформация, не вызывающая образования мартенсита непосредственно
Влияние пластической деформации на мартенситное превращение
Пластическая деформация, не вызывающая образования мартенсита непосредственно
Слайд 13Видманштеттов феррит образуется в интервале от А3 минус 50° С до 600—550°С.
Видманштеттов феррит образуется в интервале от А3 минус 50° С до 600—550°С.
Слайд 14Изменение пластичности при закалке
Закалка углеродистых сталей приводит к резкому снижению всех показателей
Изменение пластичности при закалке
Закалка углеродистых сталей приводит к резкому снижению всех показателей
Слайд 15С ростом температуры нагрева и выдержки перед закалкой прокаливаемость стали увеличивается, причем
С ростом температуры нагрева и выдержки перед закалкой прокаливаемость стали увеличивается, причем
Слайд 16Характеристики прокаливаемости
Простейшей характеристикой является глубина прокаливаемости изделия в определенном охладителе. Глубину прокаливаемости
Характеристики прокаливаемости
Простейшей характеристикой является глубина прокаливаемости изделия в определенном охладителе. Глубину прокаливаемости
Слайд 17Стандартный образец после нагрева в печи быстро переносят в специальную установку, в
Стандартный образец после нагрева в печи быстро переносят в специальную установку, в
Слайд 18Нагрев и охлаждение при закалке сталей
Температура закалки для сталей большинства марок определяется
Нагрев и охлаждение при закалке сталей
Температура закалки для сталей большинства марок определяется
Слайд 19Для заэвтектоидных сталей оптимальная температура закалки, наоборот, лежит в интервале между Ас1
Для заэвтектоидных сталей оптимальная температура закалки, наоборот, лежит в интервале между Ас1
Слайд 20Время нагрева
Общее время нагрева складывается из времени нагрева до заданной температуры (τн)
Время нагрева
Общее время нагрева складывается из времени нагрева до заданной температуры (τн)
Слайд 21В качестве закалочных сред наиболее широко используют холодную воду, 10%-ный водный раствор
В качестве закалочных сред наиболее широко используют холодную воду, 10%-ный водный раствор
Слайд 22Способы закалки
Так как нет такой закаливающей среды, которая давала бы быстрое охлаждение
Способы закалки
Так как нет такой закаливающей среды, которая давала бы быстрое охлаждение
Слайд 23Быстрое охлаждение в воде предотвращает перлитное превращение, а последующее замедленное охлаждение в
Быстрое охлаждение в воде предотвращает перлитное превращение, а последующее замедленное охлаждение в
 Что такое История? Исторические источники
Что такое История? Исторические источники Форма государства
Форма государства Презентация на тему Пищевые добавки E
Презентация на тему Пищевые добавки E  Формирование информационной культуры учащихся в учебно-воспитательном процессе 2008
Формирование информационной культуры учащихся в учебно-воспитательном процессе 2008 Бизнес-план. Прокат детских товаров и игрушек
Бизнес-план. Прокат детских товаров и игрушек Налог на прибыль организации_
Налог на прибыль организации_ Спортивная викторина Юный динамовец
Спортивная викторина Юный динамовец Сөз таптары
Сөз таптары Роспись цветочного узора
Роспись цветочного узора Построение аксонометрии интерьера
Построение аксонометрии интерьера «Самый умный по информатике»
«Самый умный по информатике» Презентация 4004 Абулов
Презентация 4004 Абулов Филиал ООО компания Тензор. Сфера торгов
Филиал ООО компания Тензор. Сфера торгов Зачем нужна тригонометрия.
Зачем нужна тригонометрия. А так ли необходимо виртуальное общение в жизни человека?
А так ли необходимо виртуальное общение в жизни человека? Как добиться поставленной цели?
Как добиться поставленной цели? Метод координат в пространстве
Метод координат в пространстве Понятие о композиции костюма
Понятие о композиции костюма Составление лоскутного узора
Составление лоскутного узора Место и тактика врача скорой медицинской помощи при ликвидации последствий массовых катастроф и аварий
Место и тактика врача скорой медицинской помощи при ликвидации последствий массовых катастроф и аварий Влияние музыки на психику человека
Влияние музыки на психику человека Участники арбитражного процесса
Участники арбитражного процесса Публичный отчет муниципального казенного общеобразовательного учреждения основной общеобразовательной школы с. Кандрыкуль мун
Публичный отчет муниципального казенного общеобразовательного учреждения основной общеобразовательной школы с. Кандрыкуль мун Графические организаторы
Графические организаторы Рисование клоуна с элементами аппликации
Рисование клоуна с элементами аппликации Станция «Историческая».
Станция «Историческая». Жареные овощи
Жареные овощи Неправильное положение плода
Неправильное положение плода