- Железофосфатирование

Содержание
- 2. Производительность Предварительная подготовка поверхности Обрабатываемые детали Покраска Экологическая безопасность Связь с подготовкой поверхности
- 3. Требования производства Автоматический контроль и дозирование Широкий спектр применения Возможность обрабатывать различные металлы Простота обработки сточных
- 4. Наши основные задачи Высокоэффективные продукты Легкость обращения Экологическая безопасность Понижения стоимости процесса обработки
- 5. Протирка / Смывка (вручную) Струя пара / Высокое давление Линия распыления Линия погружения Прокатное нанесение Различные
- 6. Подготовка поверхности с использованием оборудования высокого давления Вытяжка Бак с фосфатирующим раствором Промывка чистой водой
- 7. 3-камерная непрерывная линия железофосфатирования методом распыления Обезжиривание/ Железофосфатирование Обезжиривание/ Железофосфатирование Промывка водопроводной водой Промывка обессоленной водой
- 8. Схематическое изображение струйной линии железофасфатирования Обезжиривание max. 75°C Промывка max. 75°C Фосфатирование max. 75°C Промывка комн.
- 9. 2-х камерная пошаговая линия распыления
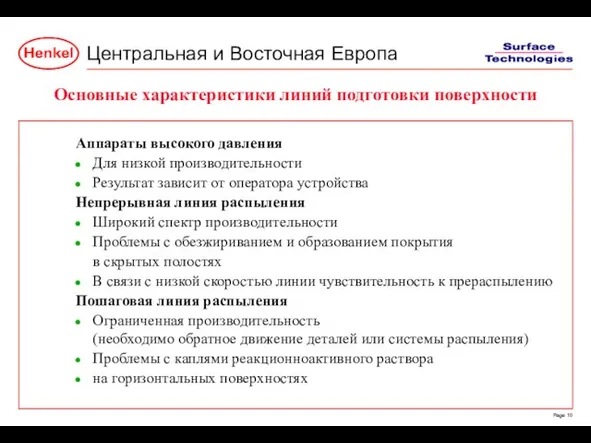
- 10. Аппараты высокого давления Для низкой производительности Результат зависит от оператора устройства Непрерывная линия распыления Широкий спектр
- 11. Схемы линий железофосфатирования 3-стадии 4-стадии 5-стадий Обезжиривание Фосфатирование Щелочное обезжиривание Промывка Промывка обессоленной водой Обезжиривание Фосфатирование
- 12. обезжиривание/ фосфатирование Duridine G 1070 Промывка Водопроводной водой Промывка Обессоленной водой Ионообменник Обратный осмос Пополнение выноса
- 13. Кислые фосфаты щелочных металлов Ускорители Поверхностно-активные вещества (неионогенные ПАВ) Добавки для стабилизации солей жесткости Ингибиторы коррозии
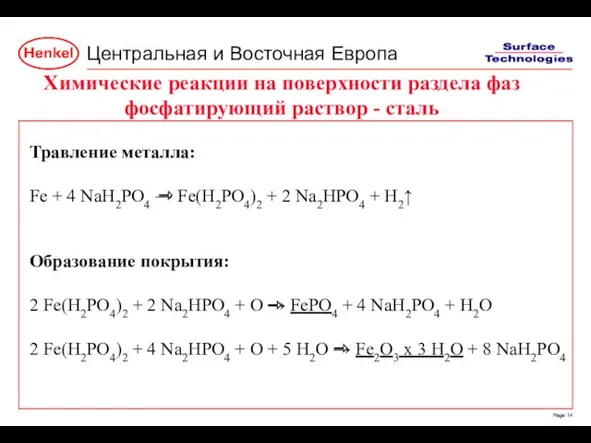
- 14. Травление металла: Fe + 4 NaH2PO4 → Fe(H2PO4)2 + 2 Na2HPO4 + H2↑ Образование покрытия: 2
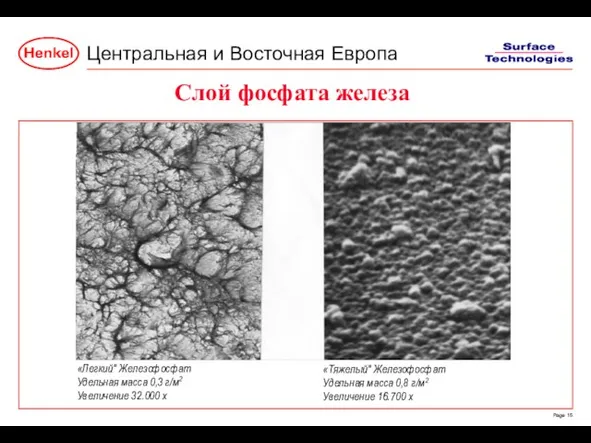
- 15. «Легкий" Железофосфат Удельная масса 0,3 г/м2 Увеличение 32.000 x «Тяжелый" Железофосфат Удельная масса 0,8 г/м2 Увеличение
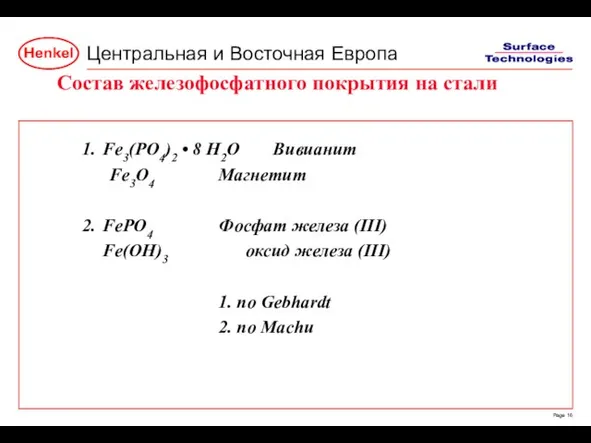
- 16. 1. Fe3(PO4)2 • 8 H2O Вивианит Fe3O4 Магнетит 2. FePO4 Фосфат железа (III) Fe(OH)3 оксид железа
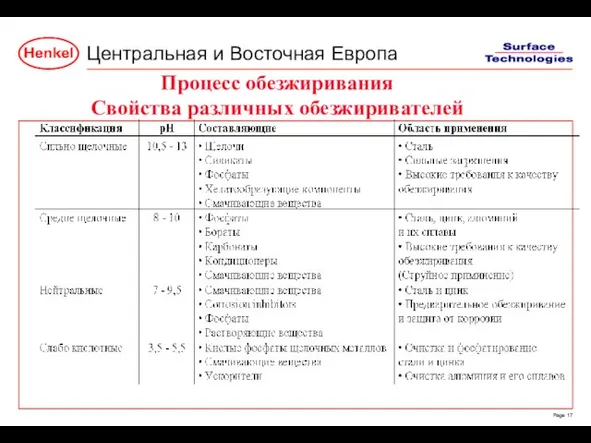
- 17. Процесс обезжиривания Свойства различных обезжиривателей
- 18. Обычно от одного до трех различных ПАВ используется в составе обезжиривателя для удовлетворения следующих требований: Биологическая
- 19. Сталь / Железо (обезжиривание+фосфатирование) Цинк (обезжиривание) Алюминий (обезжиривание) Магний (обезжиривание) Медь + латунь (обезжиривание) Обезжиривание /
- 20. Общая кислотность (концентрация) pH Тип ускорителя Содержание фосфатов Температура Время обработки Наличие примесей и загрязнений Конструкционный
- 21. Параметры процесса Обезжиривание / Фосфатирование Температура рабочего раствора : 40-60 °C Время обработки : 2 –
- 22. Параметры процесса Промывка водопроводной водой Температура ванны : температура окружающей среды Время промывки : 30 -
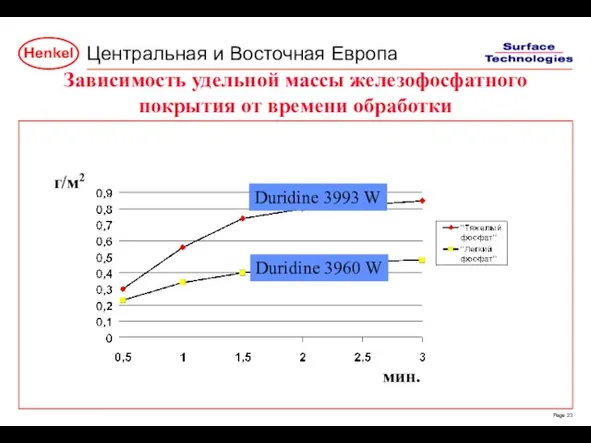
- 23. Зависимость удельной массы железофосфатного покрытия от времени обработки г/м2 мин. Duridine 3993 W Duridine 3960 W
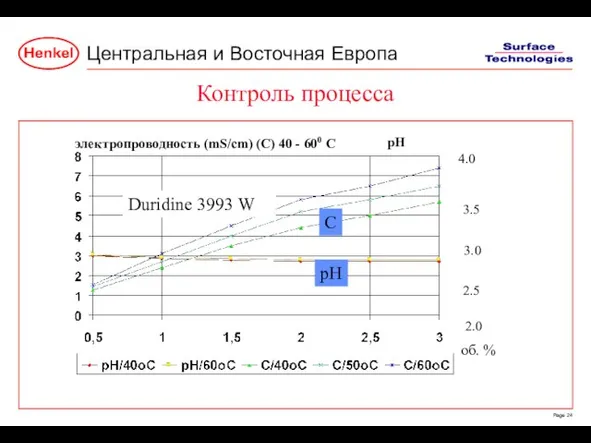
- 24. Контроль процесса электропроводность (mS/cm) (C) 40 - 600 C pH 4.0 2.5 2.0 3.5 3.0 Duridine
- 25. Стадия 1: Обезжиривание и фосфатирование DURIDINE 3960 W Концентрация: 1,2 об.% Температура: 50-60 °C Время обработки:
- 26. Стадия 3: Passivating DEOXYLYTE 54 NC Концентрация: 0,25 об.% Температура: 20 - 25 °C Время обработки:
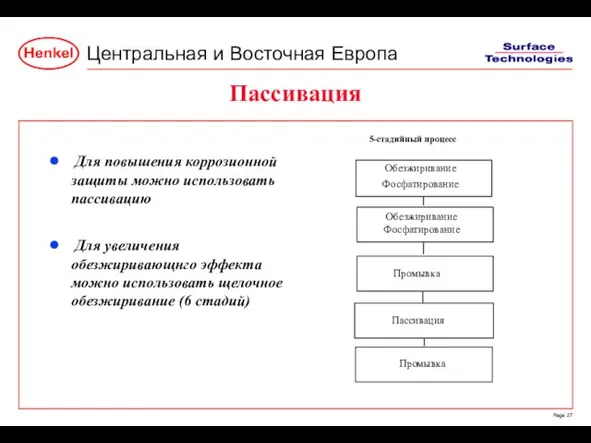
- 27. Пассивация Для повышения коррозионной защиты можно использовать пассивацию Для увеличения обезжиривающнго эффекта можно использовать щелочное обезжиривание
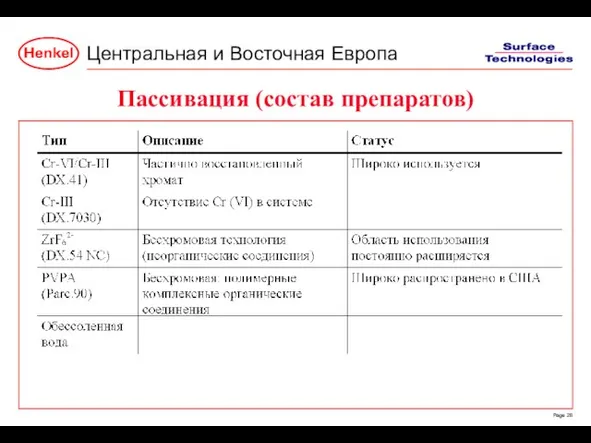
- 28. Пассивация (состав препаратов)
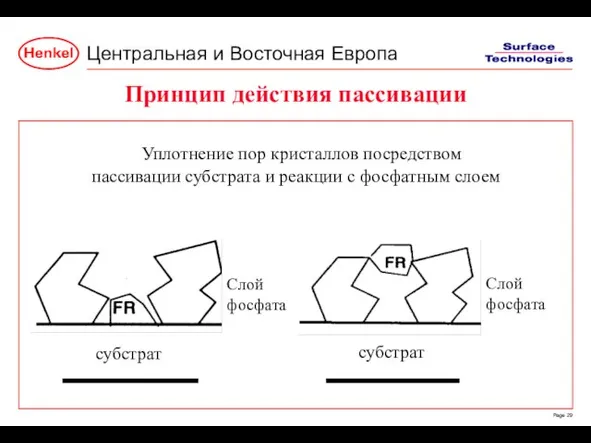
- 29. субстрат субстрат пассивации субстрата и реакции с фосфатным слоем Уплотнение пор кристаллов посредством Принцип действия пассивации
- 30. Deoxylyte 54 NC Бесхромовая пассивация фосфатного покрытия Преимущества Отсутствие канцерогенных веществ Отсутствие раздельной технологии обработки сточных
- 31. Стадия 5: Пассивация DEOXYLYTE 41 Концентрация: 0,14 масс.% Температура: 40 °C Время обработки: 1 мин. Промывка:
- 32. HENKEL – ассортимент продуктов Henkel Surface Technologies предлагает целый ряд продуктов различного назначения : Жидкие и
- 33. Ассортимент продуктов Продукты, содержащие и несодержащие ПАВ «Легкие фосфаты"- фосфаты для повышения адгезии краски и «Тяжелые
- 34. Добавки Для повышения обезжиривающего эффекта сильно замаслянных поверхностей (ПАВ, P3-tensopon 0555) Для обработки алюминиевых деталей (фторсодержащие
- 35. Duridine 3960 W Стандартный жидкий железофосфат 1-компонентный «легкий фосфат» pH (1 масс.% в обессоленной воде) =
- 36. Duridine 3955 1-компонентная жидкая формулировка pH (1 масс.% в обессоленной воде) = 3,0 Применяется при температурах
- 37. DURIDINE 3993 W 1-компонентный жидкий продукт «Тяжелый фосфат», образует однородное покрытие с прекрасными коррозионнозащитными свойствами pH
- 38. Duridine 59 S 1-компонентный обезжиривающий и фосфатирующий препарат Порошкообразный продукт Применяется методом погружения при 40 -
- 39. Granodine 1070 Для обработки широкого ряда металлов «Тяжелый фосфат» Высокая степень коррозионной защиты – особенно в
- 40. Duridine 68 W 2-компонентный железофосфатирующий процесс Не содержит ПАВ Для применения с щелочным обезжириванием или в
- 41. Ценовые преимущества Высокая эффективность продуктов. Хорошие антикоррозионные свойства, особенно в сочетании с использованием пассиваторов Низкий расход
- 42. DURIDINE – обзор железофосфатирующих продуктов продукт pH (1 масс.%) плотность* ускоритель DURIDINE 59 S 4,8 порошок
- 43. DURIDINE – обзор железофосфатирующих продуктов продукт pH (1 масс.%) плотность* ускоритель DURIDINE D 3871 IT порошок
- 44. Общий обзор продукции
- 45. Защита от коррозии Распространение коррозии после выдержки образца в камере соляного тумана в течение 504 часов
- 46. Тесты на коррозию в металлургической промышленности * Klimawechseltest
- 47. Тест на распространение коррозии Тест: Выдержка в «климате» VDA 621-414 Продолжительность: 12 месяцев
- 48. Сравнение процессов железофосфатирования и цинкфосфатирования
- 50. Скачать презентацию
Слайд 2Производительность
Предварительная
подготовка
поверхности
Обрабатываемые детали
Покраска
Экологическая
безопасность
Связь с подготовкой поверхности
Производительность
Предварительная
подготовка
поверхности
Обрабатываемые детали
Покраска
Экологическая
безопасность
Связь с подготовкой поверхности
Слайд 3Требования производства
Автоматический контроль и дозирование
Широкий спектр применения
Возможность обрабатывать различные
Требования производства
Автоматический контроль и дозирование
Широкий спектр применения
Возможность обрабатывать различные
Слайд 4Наши основные задачи
Высокоэффективные продукты
Легкость обращения
Экологическая безопасность
Понижения стоимости процесса
Наши основные задачи
Высокоэффективные продукты
Легкость обращения
Экологическая безопасность
Понижения стоимости процесса
Слайд 5Протирка / Смывка (вручную)
Струя пара / Высокое давление
Линия распыления
Линия погружения
Прокатное нанесение
Различные технологии
Протирка / Смывка (вручную)
Струя пара / Высокое давление
Линия распыления
Линия погружения
Прокатное нанесение
Различные технологии
Слайд 6Подготовка поверхности с использованием оборудования высокого давления
Вытяжка
Бак с фосфатирующим
раствором
Промывка чистой водой
Подготовка поверхности с использованием оборудования высокого давления
Вытяжка
Бак с фосфатирующим
раствором
Промывка чистой водой

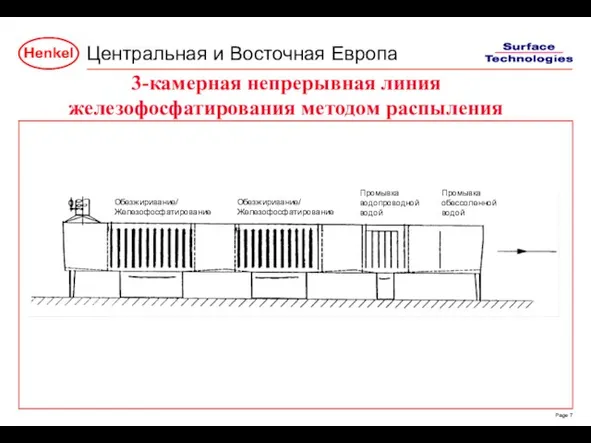
Слайд 73-камерная непрерывная линия железофосфатирования методом распыления
Обезжиривание/
Железофосфатирование
Обезжиривание/
Железофосфатирование
Промывка
водопроводной
водой
Промывка
обессоленной
водой
3-камерная непрерывная линия железофосфатирования методом распыления
Обезжиривание/
Железофосфатирование
Обезжиривание/
Железофосфатирование
Промывка
водопроводной
водой
Промывка
обессоленной
водой
Слайд 8Схематическое изображение струйной линии железофасфатирования
Обезжиривание
max. 75°C
Промывка
max. 75°C
Фосфатирование
max. 75°C
Промывка
комн. темп-ра
Промывка
комн. темп-ра
Зона 1
Зона 2
Зона
Схематическое изображение струйной линии железофасфатирования
Обезжиривание
max. 75°C
Промывка
max. 75°C
Фосфатирование
max. 75°C
Промывка
комн. темп-ра
Промывка
комн. темп-ра
Зона 1
Зона 2
Зона

Слайд 92-х камерная пошаговая линия распыления
2-х камерная пошаговая линия распыления

Слайд 10Аппараты высокого давления
Для низкой производительности
Результат зависит от оператора устройства
Непрерывная линия распыления
Широкий спектр
Аппараты высокого давления
Для низкой производительности
Результат зависит от оператора устройства
Непрерывная линия распыления
Широкий спектр
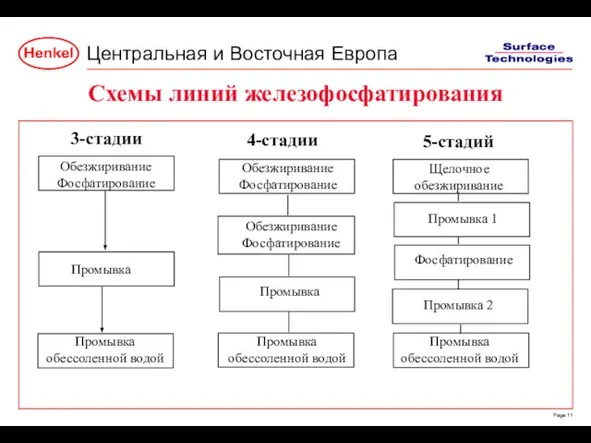
Слайд 11Схемы линий железофосфатирования
3-стадии
4-стадии
5-стадий
Обезжиривание
Фосфатирование
Щелочное
обезжиривание
Промывка
Промывка
обессоленной водой
Обезжиривание
Фосфатирование
Промывка
Обезжиривание
Фосфатирование
Промывка
обессоленной водой
Промывка 1
Фосфатирование
Промывка
Схемы линий железофосфатирования
3-стадии
4-стадии
5-стадий
Обезжиривание
Фосфатирование
Щелочное
обезжиривание
Промывка
Промывка
обессоленной водой
Обезжиривание
Фосфатирование
Промывка
Обезжиривание
Фосфатирование
Промывка
обессоленной водой
Промывка 1
Фосфатирование
Промывка
Слайд 12обезжиривание/
фосфатирование
Duridine G 1070
Промывка
Водопроводной
водой
Промывка
Обессоленной
водой
Ионообменник
Обратный осмос
Пополнение выноса раствора
И потерь за счет
обезжиривание/
фосфатирование
Duridine G 1070
Промывка
Водопроводной
водой
Промывка
Обессоленной
водой
Ионообменник
Обратный осмос
Пополнение выноса раствора
И потерь за счет

Слайд 13Кислые фосфаты щелочных металлов
Ускорители
Поверхностно-активные вещества (неионогенные ПАВ)
Добавки для стабилизации солей жесткости
Ингибиторы коррозии
(Фториды)
Составляющие
Кислые фосфаты щелочных металлов
Ускорители
Поверхностно-активные вещества (неионогенные ПАВ)
Добавки для стабилизации солей жесткости
Ингибиторы коррозии
(Фториды)
Составляющие
Слайд 14Травление металла:
Fe + 4 NaH2PO4 → Fe(H2PO4)2 + 2 Na2HPO4 + H2↑
Образование
Травление металла:
Fe + 4 NaH2PO4 → Fe(H2PO4)2 + 2 Na2HPO4 + H2↑
Образование
Слайд 15«Легкий" Железофосфат
Удельная масса 0,3 г/м2
Увеличение 32.000 x
«Тяжелый" Железофосфат
Удельная масса 0,8 г/м2
Увеличение 16.700
«Легкий" Железофосфат
Удельная масса 0,3 г/м2
Увеличение 32.000 x
«Тяжелый" Железофосфат
Удельная масса 0,8 г/м2
Увеличение 16.700
Слайд 161. Fe3(PO4)2 • 8 H2O Вивианит
Fe3O4 Магнетит
2. FePO4 Фосфат железа (III)
Fe(OH)3 оксид железа (III)
1. по Gebhardt
2. по
1. Fe3(PO4)2 • 8 H2O Вивианит
Fe3O4 Магнетит
2. FePO4 Фосфат железа (III)
Fe(OH)3 оксид железа (III)
1. по Gebhardt
2. по
Слайд 17Процесс обезжиривания
Свойства различных обезжиривателей
Процесс обезжиривания
Свойства различных обезжиривателей
Слайд 18Обычно от одного до трех различных ПАВ
используется в составе обезжиривателя для
Обычно от одного до трех различных ПАВ
используется в составе обезжиривателя для
Слайд 19Сталь / Железо (обезжиривание+фосфатирование)
Цинк (обезжиривание)
Алюминий (обезжиривание)
Магний (обезжиривание)
Медь + латунь (обезжиривание)
Обезжиривание
Сталь / Железо (обезжиривание+фосфатирование)
Цинк (обезжиривание)
Алюминий (обезжиривание)
Магний (обезжиривание)
Медь + латунь (обезжиривание)
Обезжиривание
Слайд 20Общая кислотность (концентрация)
pH
Тип ускорителя
Содержание фосфатов
Температура
Время обработки
Наличие примесей и загрязнений
Конструкционный материал
Влияние характеристик рабочей
Общая кислотность (концентрация)
pH
Тип ускорителя
Содержание фосфатов
Температура
Время обработки
Наличие примесей и загрязнений
Конструкционный материал
Влияние характеристик рабочей
Слайд 21Параметры процесса
Обезжиривание / Фосфатирование
Температура рабочего раствора : 40-60 °C
Время
Параметры процесса
Обезжиривание / Фосфатирование
Температура рабочего раствора : 40-60 °C
Время
Слайд 22Параметры процесса
Промывка водопроводной водой
Температура ванны : температура окружающей среды
Время промывки : 30 -
Параметры процесса
Промывка водопроводной водой
Температура ванны : температура окружающей среды
Время промывки : 30 -
Слайд 23Зависимость удельной массы железофосфатного покрытия от времени обработки
г/м2
мин.
Duridine 3993 W
Duridine 3960 W
Зависимость удельной массы железофосфатного покрытия от времени обработки
г/м2
мин.
Duridine 3993 W
Duridine 3960 W
Слайд 24Контроль процесса
электропроводность (mS/cm) (C) 40 - 600 C
pH
4.0
2.5
2.0
3.5
3.0
Duridine 3993 W
Контроль процесса
электропроводность (mS/cm) (C) 40 - 600 C
pH
4.0
2.5
2.0
3.5
3.0
Duridine 3993 W
Слайд 25Стадия 1: Обезжиривание и фосфатирование
DURIDINE 3960 W
Концентрация: 1,2 об.%
Температура: 50-60 °C
Время обработки: 2 –3 мин.
Интервал pH: 4,8
Стадия 1: Обезжиривание и фосфатирование DURIDINE 3960 W Концентрация: 1,2 об.% Температура: 50-60 °C Время обработки: 2 –3 мин. Интервал pH: 4,8
Слайд 26Стадия 3: Passivating
DEOXYLYTE 54 NC
Концентрация: 0,25 об.%
Температура: 20 - 25 °C
Время обработки: 20-45 сек.
Промывка: обессоленная вода
Осушка: Горячий воздух
Температура: 100
Стадия 3: Passivating
DEOXYLYTE 54 NC
Концентрация: 0,25 об.%
Температура: 20 - 25 °C
Время обработки: 20-45 сек.
Промывка: обессоленная вода
Осушка: Горячий воздух
Температура: 100
Слайд 27Пассивация
Для повышения коррозионной защиты можно использовать пассивацию
Для увеличения обезжиривающнго эффекта
Пассивация
Для повышения коррозионной защиты можно использовать пассивацию
Для увеличения обезжиривающнго эффекта
Слайд 28Пассивация (состав препаратов)
Пассивация (состав препаратов)
Слайд 29субстрат
субстрат
пассивации субстрата и реакции с фосфатным слоем
Уплотнение пор кристаллов посредством
Принцип действия пассивации
Слой
фосфата
Слой
фосфата
субстрат
субстрат
пассивации субстрата и реакции с фосфатным слоем
Уплотнение пор кристаллов посредством
Принцип действия пассивации
Слой
фосфата
Слой
фосфата
Слайд 30Deoxylyte 54 NC
Бесхромовая пассивация фосфатного покрытия
Преимущества
Отсутствие канцерогенных веществ
Отсутствие раздельной технологии обработки сточных
Deoxylyte 54 NC
Бесхромовая пассивация фосфатного покрытия
Преимущества
Отсутствие канцерогенных веществ
Отсутствие раздельной технологии обработки сточных
Слайд 31Стадия 5: Пассивация
DEOXYLYTE 41
Концентрация: 0,14 масс.%
Температура: 40 °C
Время обработки: 1 мин.
Промывка: обессоленная вода
Сушка: Горячий воздух
Температура: 100 -
Стадия 5: Пассивация DEOXYLYTE 41 Концентрация: 0,14 масс.% Температура: 40 °C Время обработки: 1 мин. Промывка: обессоленная вода Сушка: Горячий воздух Температура: 100 -
Слайд 32 HENKEL – ассортимент продуктов
Henkel Surface Technologies предлагает целый ряд продуктов различного
HENKEL – ассортимент продуктов
Henkel Surface Technologies предлагает целый ряд продуктов различного
Слайд 33Ассортимент продуктов
Продукты, содержащие и несодержащие ПАВ
«Легкие фосфаты"- фосфаты для повышения
Ассортимент продуктов
Продукты, содержащие и несодержащие ПАВ
«Легкие фосфаты"- фосфаты для повышения
Слайд 34Добавки
Для повышения обезжиривающего эффекта сильно замаслянных поверхностей (ПАВ, P3-tensopon 0555)
Для
Добавки
Для повышения обезжиривающего эффекта сильно замаслянных поверхностей (ПАВ, P3-tensopon 0555)
Для
Слайд 35Duridine 3960 W
Стандартный жидкий железофосфат
1-компонентный «легкий фосфат»
pH (1 масс.%
Duridine 3960 W
Стандартный жидкий железофосфат
1-компонентный «легкий фосфат»
pH (1 масс.%
Слайд 36Duridine 3955
1-компонентная жидкая формулировка
pH (1 масс.% в обессоленной воде) = 3,0
Применяется
Duridine 3955
1-компонентная жидкая формулировка
pH (1 масс.% в обессоленной воде) = 3,0
Применяется
Слайд 37DURIDINE 3993 W
1-компонентный жидкий продукт
«Тяжелый фосфат», образует однородное покрытие с прекрасными коррозионнозащитными
DURIDINE 3993 W
1-компонентный жидкий продукт
«Тяжелый фосфат», образует однородное покрытие с прекрасными коррозионнозащитными
Слайд 38Duridine 59 S
1-компонентный обезжиривающий и фосфатирующий препарат
Порошкообразный продукт
Применяется методом погружения при 40
Duridine 59 S
1-компонентный обезжиривающий и фосфатирующий препарат
Порошкообразный продукт
Применяется методом погружения при 40
Слайд 39Granodine 1070
Для обработки широкого ряда металлов
«Тяжелый фосфат»
Высокая степень коррозионной защиты – особенно
Granodine 1070
Для обработки широкого ряда металлов
«Тяжелый фосфат»
Высокая степень коррозионной защиты – особенно
Слайд 40Duridine 68 W
2-компонентный железофосфатирующий процесс
Не содержит ПАВ
Для применения с щелочным обезжириванием или
Duridine 68 W
2-компонентный железофосфатирующий процесс
Не содержит ПАВ
Для применения с щелочным обезжириванием или
Слайд 41Ценовые преимущества
Высокая эффективность продуктов.
Хорошие антикоррозионные свойства, особенно в сочетании с
Ценовые преимущества
Высокая эффективность продуктов.
Хорошие антикоррозионные свойства, особенно в сочетании с
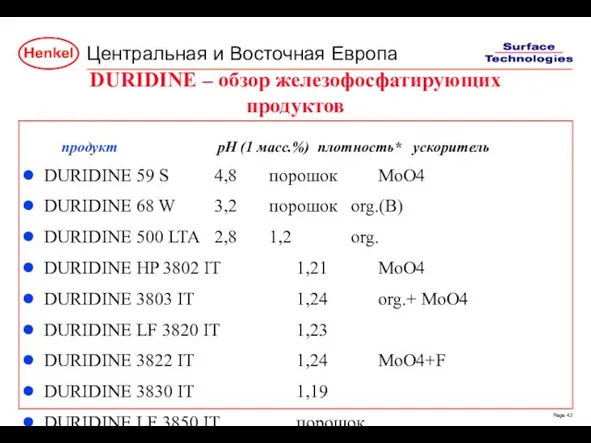
Слайд 42DURIDINE – обзор железофосфатирующих продуктов
продукт pH (1 масс.%) плотность* ускоритель
DURIDINE 59
DURIDINE – обзор железофосфатирующих продуктов
продукт pH (1 масс.%) плотность* ускоритель
DURIDINE 59
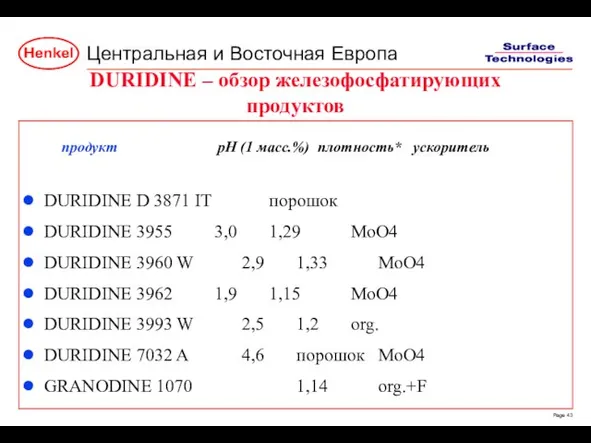
Слайд 43DURIDINE – обзор железофосфатирующих продуктов
продукт pH (1 масс.%) плотность* ускоритель
DURIDINE D
DURIDINE – обзор железофосфатирующих продуктов
продукт pH (1 масс.%) плотность* ускоритель
DURIDINE D
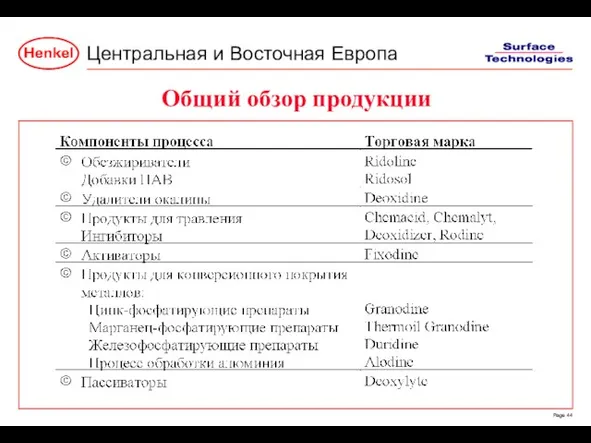
Слайд 44Общий обзор продукции
Общий обзор продукции
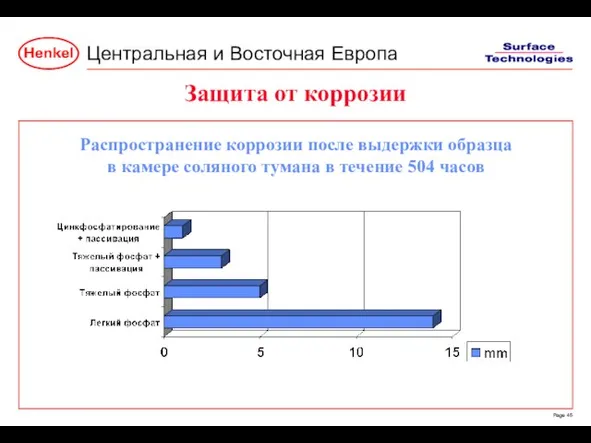
Слайд 45Защита от коррозии
Распространение коррозии после выдержки образца
в камере соляного тумана в течение
Защита от коррозии
Распространение коррозии после выдержки образца
в камере соляного тумана в течение
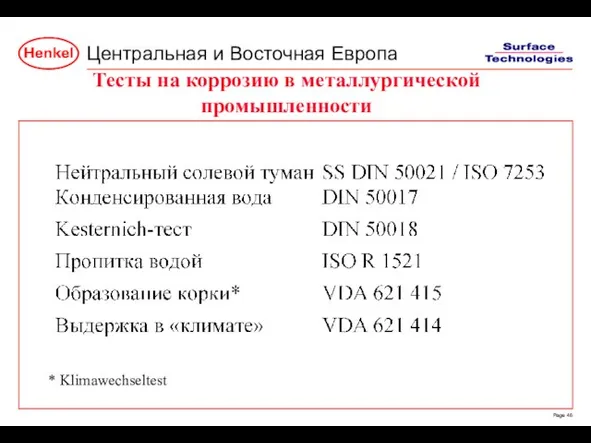
Слайд 46Тесты на коррозию в металлургической промышленности
* Klimawechseltest
Тесты на коррозию в металлургической промышленности
* Klimawechseltest
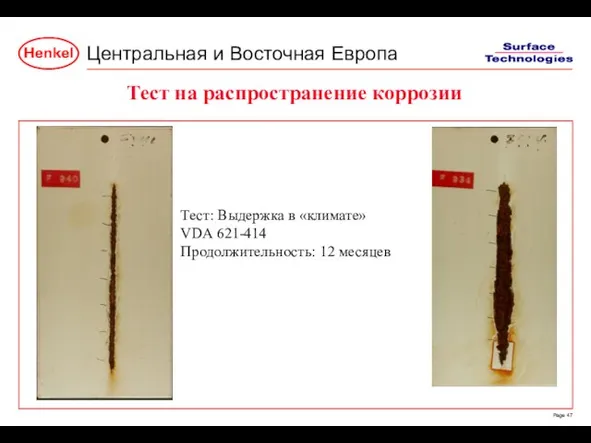
Слайд 47Тест на распространение коррозии
Тест: Выдержка в «климате»
VDA 621-414
Продолжительность: 12 месяцев
Тест на распространение коррозии
Тест: Выдержка в «климате»
VDA 621-414
Продолжительность: 12 месяцев
Слайд 48
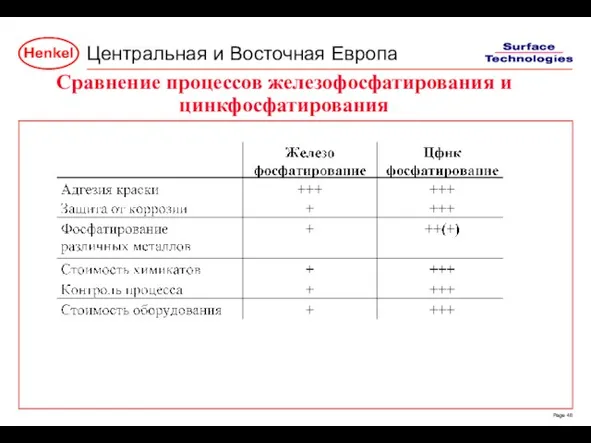
Сравнение процессов железофосфатирования и цинкфосфатирования
Сравнение процессов железофосфатирования и цинкфосфатирования
 П Р О Ф Е С С И И В МАРКЕТИНГЕ
П Р О Ф Е С С И И В МАРКЕТИНГЕ Насосы и электрооборудование насосов
Насосы и электрооборудование насосов Invoice Verification
Invoice Verification Развитие памяти, внимания и логического мышления учащихся 1 класса посредством проектной деятельности
Развитие памяти, внимания и логического мышления учащихся 1 класса посредством проектной деятельности СРАВНИТЕЛЬНЫЙ АНАЛИЗ новый федеральный закон России и правовые нормы ЕС Europeaid 119637/C/SV/RU
СРАВНИТЕЛЬНЫЙ АНАЛИЗ новый федеральный закон России и правовые нормы ЕС Europeaid 119637/C/SV/RU ЗОНТЫ
ЗОНТЫ Любовь в жизни и творчестве Александра Сергеевича Пушкина
Любовь в жизни и творчестве Александра Сергеевича Пушкина Д.И. Фонвизин «Недоросль»
Д.И. Фонвизин «Недоросль» Системы электроэнергетика России
Системы электроэнергетика России CASE OF KONSTANTIN MARKIN
CASE OF KONSTANTIN MARKIN ПОРТРЕТ 8Б КЛАССА
ПОРТРЕТ 8Б КЛАССА Пятно как средство выражения. Композиция как ритм пятен
Пятно как средство выражения. Композиция как ритм пятен Бизнес-инкубатор при Кыргызско-Российском Славянском Университете. Программы поддержки стартапов
Бизнес-инкубатор при Кыргызско-Российском Славянском Университете. Программы поддержки стартапов Биотехнологический процесс консервирование огурцов с применением молочной сыворотки
Биотехнологический процесс консервирование огурцов с применением молочной сыворотки Рис.1
Рис.1 Урок презентация Антонимы
Урок презентация Антонимы  Презентация на тему Иван Сергеевич Тургенев
Презентация на тему Иван Сергеевич Тургенев  Щербак С.Г., Макаренко С.В., Коваленко А.П., Сарана А.М., Бережкова Н.И. Докладчик Станислав Вячеславович Макаренко
Щербак С.Г., Макаренко С.В., Коваленко А.П., Сарана А.М., Бережкова Н.И. Докладчик Станислав Вячеславович Макаренко Красная книга Ставропольского края
Красная книга Ставропольского края Метапредметный подход при преподавании математики: использование технологии метапредмета «Задача»
Метапредметный подход при преподавании математики: использование технологии метапредмета «Задача» Вводный вебинар
Вводный вебинар Свойства тканей. Шерсть и шёлк
Свойства тканей. Шерсть и шёлк Лот 16, г. Хабаровск, ул. Сысоева, 21, кв. 48
Лот 16, г. Хабаровск, ул. Сысоева, 21, кв. 48 Восточный вектор в Энергетической стратегии России на период до 2030 года
Восточный вектор в Энергетической стратегии России на период до 2030 года Общение человека и растений
Общение человека и растений Астана - столица Казахстана
Астана - столица Казахстана Согласования на лету
Согласования на лету Совершенствование таможенного администрирования
Совершенствование таможенного администрирования