- Алгоритм расчета (назначения) допусков, припусков и кузнчных напусков на поковку по ГОСТ 7505-89

Содержание
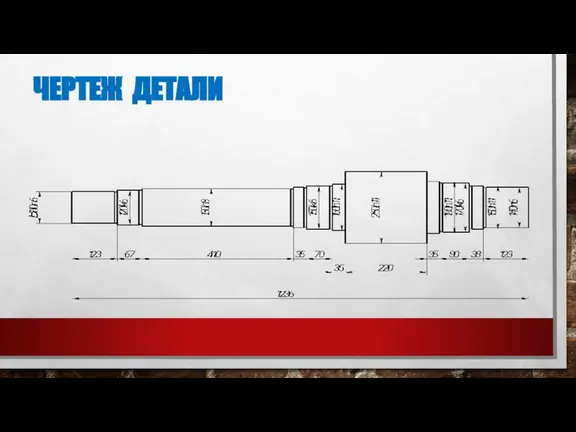
- 2. ЧЕРТЕЖ ДЕТАЛИ
- 3. Последовательность назначения допусков и допускаемых отклонений и припусков на поковки Назначение допусков и допускаемых отклонений и
- 4. Пример расчета поковки по ГОСТ 7505-89 Вал Штамповочное оборудование - КГШП. Нагрев заготовок индукционный. 1. Исходные
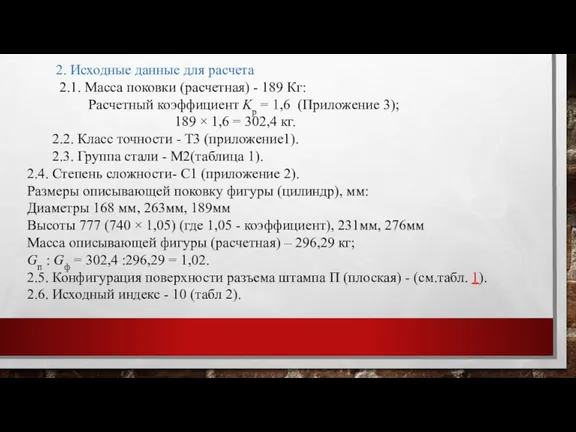
- 5. 2. Исходные данные для расчета 2.1. Масса поковки (расчетная) - 189 Кг: Расчетный коэффициент Kр =
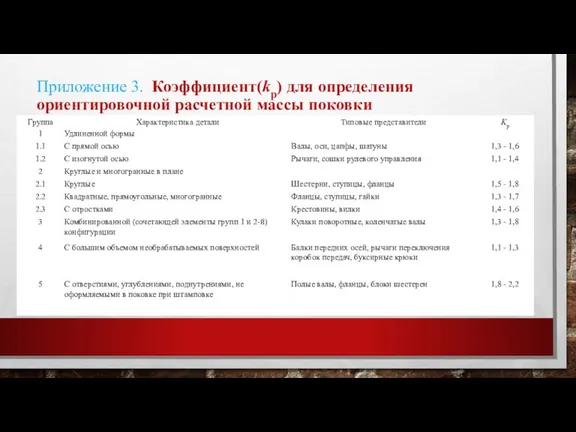
- 6. Приложение 3. Коэффициент(kp) для определения ориентировочной расчетной массы поковки Таблица 20
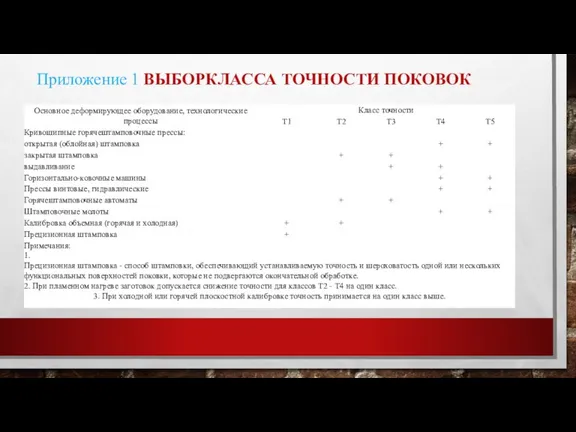
- 7. Приложение 1 ВЫБОРКЛАССА ТОЧНОСТИ ПОКОВОК
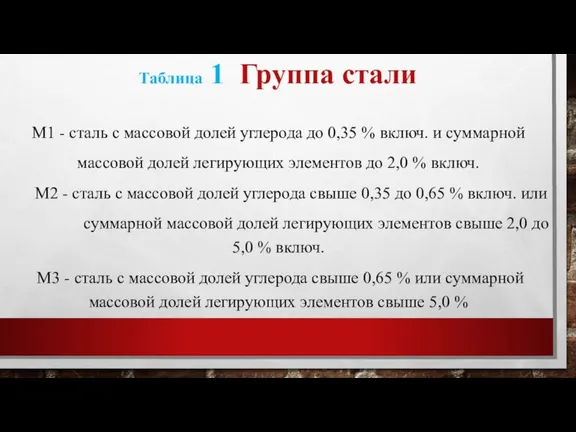
- 8. Таблица 1 Группа стали М1 - сталь с массовой долей углерода до 0,35 % включ. и
- 9. Приложение 2 Степень сложности поковок Степень сложности определяют путем вычисления отношения массы (объема) Gп поковки к
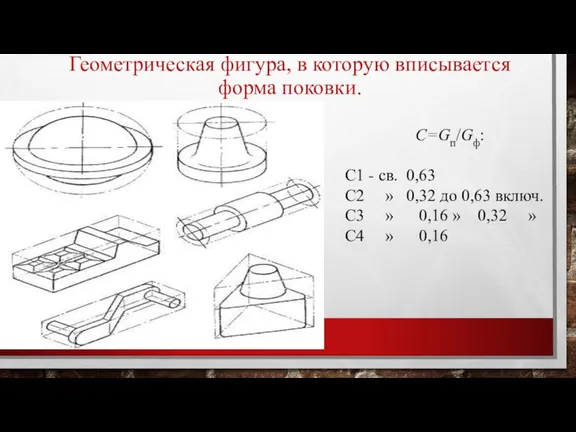
- 10. Геометрическая фигура, в которую вписывается форма поковки. С=Gп/Gф: С1 - св. 0,63 С2 » 0,32 до
- 11. Для поковок, полученных на горизонтально-ковочных машинах, допускается определять степень сложности формы в зависимости от числа переходов:
- 12. Класс точности, группа стали, степень сложности должны быть указаны на чертеже поковки. Правила выполнения чертежа поковки
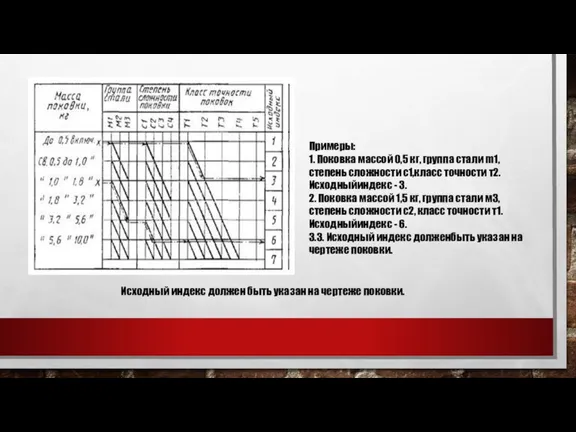
- 13. ОПРЕДЕЛЕНИЕ ИСХОДНОГО ИНДЕКСА Исходный индекс для последующего назначения основных припусков, допусков и допускаемых отклонений определяется в
- 14. Примеры: 1. Поковка массой 0,5 кг, группа стали m1, степень сложности с1,класс точности т2. Исходныйиндекс -
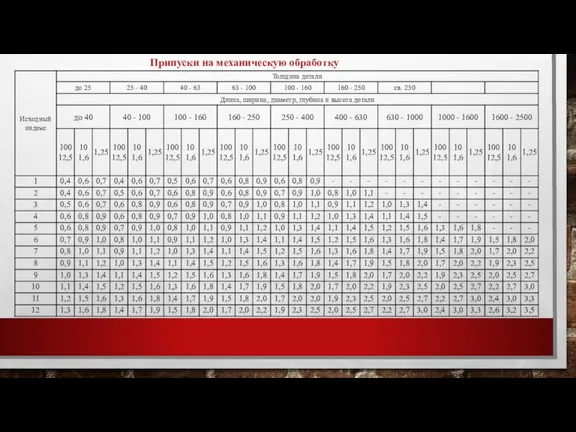
- 15. Припуски на механическую обработку
- 16. Допуски и допускаемые отклонения линейных размеров поковок, мм
- 17. ОФОРМЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ Вычерчивают контур готовой детали тонкой штрихпунктирной линией, затем наносят контур поковки, наглядно изображающей
- 18. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА ПОСТАВКУ ПОКОВКИ В технических требованиях на поставку поковки должны быть указаны не оговоренные
- 20. Скачать презентацию
Слайд 3Последовательность назначения допусков и допускаемых отклонений и припусков на поковки
Назначение допусков
Последовательность назначения допусков и допускаемых отклонений и припусков на поковки
Назначение допусков
Слайд 4Пример расчета поковки по ГОСТ 7505-89
Вал
Штамповочное оборудование - КГШП.
Пример расчета поковки по ГОСТ 7505-89
Вал
Штамповочное оборудование - КГШП.
Слайд 5 2. Исходные данные для расчета
2.1. Масса поковки (расчетная) - 189
2. Исходные данные для расчета
2.1. Масса поковки (расчетная) - 189
Слайд 6Приложение 3. Коэффициент(kp) для определения ориентировочной расчетной массы поковки
Таблица 20
Приложение 3. Коэффициент(kp) для определения ориентировочной расчетной массы поковки
Таблица 20
Слайд 7Приложение 1 ВЫБОРКЛАССА ТОЧНОСТИ ПОКОВОК
Приложение 1 ВЫБОРКЛАССА ТОЧНОСТИ ПОКОВОК
Слайд 8Таблица 1 Группа стали
М1 - сталь с массовой долей углерода до 0,35
Таблица 1 Группа стали
М1 - сталь с массовой долей углерода до 0,35
Слайд 9Приложение 2 Степень сложности поковок
Степень сложности определяют путем вычисления отношения массы
Приложение 2 Степень сложности поковок
Степень сложности определяют путем вычисления отношения массы
Слайд 10Геометрическая фигура, в которую вписывается форма поковки.
С=Gп/Gф:
С1 - св. 0,63
С2 » 0,32
Геометрическая фигура, в которую вписывается форма поковки.
С=Gп/Gф:
С1 - св. 0,63
С2 » 0,32
Слайд 11 Для поковок, полученных на горизонтально-ковочных машинах, допускается определять степень сложности формы
Для поковок, полученных на горизонтально-ковочных машинах, допускается определять степень сложности формы
Слайд 12 Класс точности, группа стали, степень сложности должны быть указаны на чертеже
Класс точности, группа стали, степень сложности должны быть указаны на чертеже
Слайд 13ОПРЕДЕЛЕНИЕ ИСХОДНОГО ИНДЕКСА
Исходный индекс для последующего назначения основных припусков, допусков и
ОПРЕДЕЛЕНИЕ ИСХОДНОГО ИНДЕКСА
Исходный индекс для последующего назначения основных припусков, допусков и
Слайд 14Примеры:
1. Поковка массой 0,5 кг, группа стали m1, степень сложности с1,класс точности
Примеры:
1. Поковка массой 0,5 кг, группа стали m1, степень сложности с1,класс точности
Слайд 15Припуски на механическую обработку
Припуски на механическую обработку
Слайд 16Допуски и допускаемые отклонения линейных размеров поковок, мм
Допуски и допускаемые отклонения линейных размеров поковок, мм

Слайд 17 ОФОРМЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ
Вычерчивают контур готовой детали тонкой штрихпунктирной линией, затем
ОФОРМЛЕНИЕ ЧЕРТЕЖА ПОКОВКИ
Вычерчивают контур готовой детали тонкой штрихпунктирной линией, затем
Слайд 18 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА ПОСТАВКУ ПОКОВКИ
В технических требованиях на поставку поковки должны
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА ПОСТАВКУ ПОКОВКИ
В технических требованиях на поставку поковки должны
 Удивительная страна – экономика. Многообразие форм собственности
Удивительная страна – экономика. Многообразие форм собственности Управление проектами
Управление проектами Банки и розничный бизнес в новых экономических условиях
Банки и розничный бизнес в новых экономических условиях Алгоритмическая торговля. Научный подход
Алгоритмическая торговля. Научный подход 8_klass_rynok
8_klass_rynok Общая торговая политика ЕС
Общая торговая политика ЕС Задание по теме Рынок
Задание по теме Рынок Экономический рост. Показатели экономического роста
Экономический рост. Показатели экономического роста Оценка эффективности организации производственной деятельности структурного подразделения по производству творога
Оценка эффективности организации производственной деятельности структурного подразделения по производству творога Значение финансов в национальной экономике
Значение финансов в национальной экономике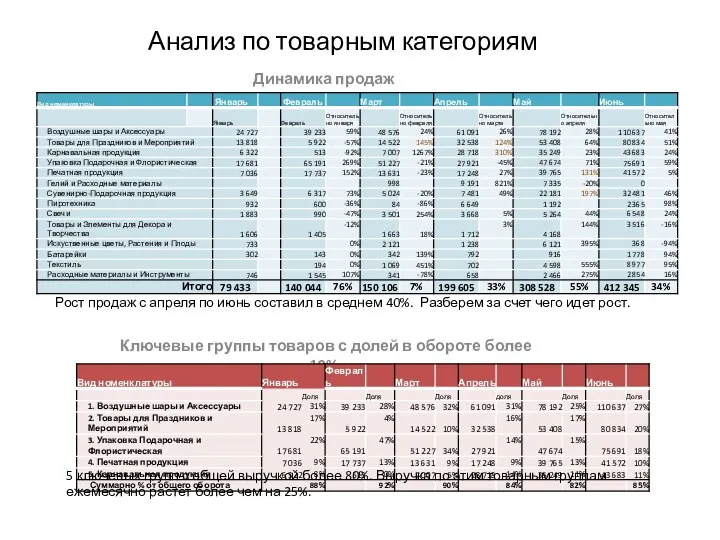 Анализ по товарным категориям
Анализ по товарным категориям Факторы производства
Факторы производства Международный Банк Реконструкции и Развития
Международный Банк Реконструкции и Развития Лизинг автомобилей в России: новые возможности для авторитейла
Лизинг автомобилей в России: новые возможности для авторитейла Общая характеристика хозяйственной деятельности. Государственное регулирование хозяйственной деятельности
Общая характеристика хозяйственной деятельности. Государственное регулирование хозяйственной деятельности Программа социально-экономического развития Приморского края
Программа социально-экономического развития Приморского края Государственное регулирование экономики
Государственное регулирование экономики Динамика состояния человеческих ресурсов Костромской области
Динамика состояния человеческих ресурсов Костромской области Статистическое изучение эффективности функционирования экономики
Статистическое изучение эффективности функционирования экономики Новые подходы к организации отношений в сфере теплоснабжения: переход на нерегулируемое ценообразование
Новые подходы к организации отношений в сфере теплоснабжения: переход на нерегулируемое ценообразование Основные фонды предприятия
Основные фонды предприятия Разработка и расчет экономической эффективности внедрения автоматизированной информационной системы управления заявками
Разработка и расчет экономической эффективности внедрения автоматизированной информационной системы управления заявками Оптимизация бюджета капиталовложений
Оптимизация бюджета капиталовложений Знос, відтворення, поліпшення використання основних засобів
Знос, відтворення, поліпшення використання основних засобів Туркменистан в СНГ - как участник наблюдатель
Туркменистан в СНГ - как участник наблюдатель Реализованные инвестиционные проекты
Реализованные инвестиционные проекты Несовершенство рынка. Необходимость государственного регулирования
Несовершенство рынка. Необходимость государственного регулирования Производственная система бережливое производство (задание)
Производственная система бережливое производство (задание)