- Организация производственного процесса во времени с использованием ленточных графиков. Лекция 5

Содержание
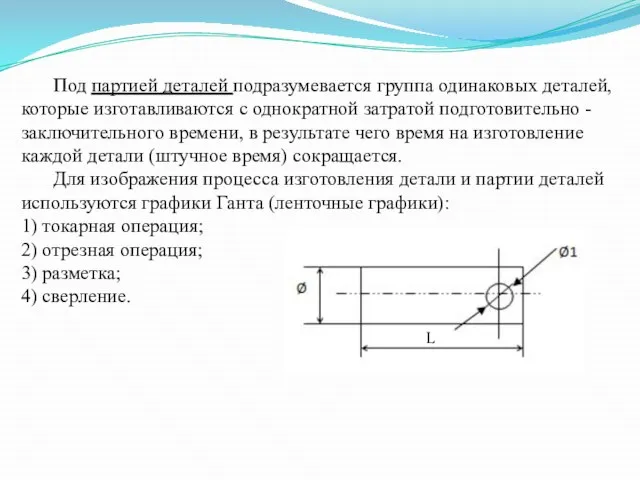
- 2. Под партией деталей подразумевается группа одинаковых деталей, которые изготавливаются с однократной затратой подготовительно - заключительного времени,
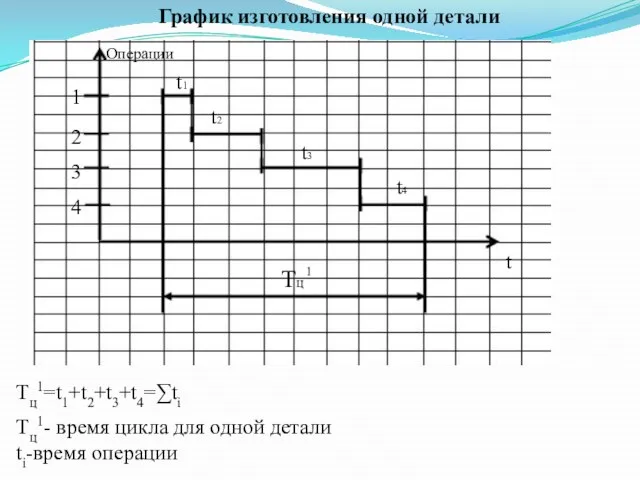
- 3. График изготовления одной детали t Tц Операции 1 2 3 4 1 Tц1=t1+t2+t3+t4=∑ti Tц1- время цикла
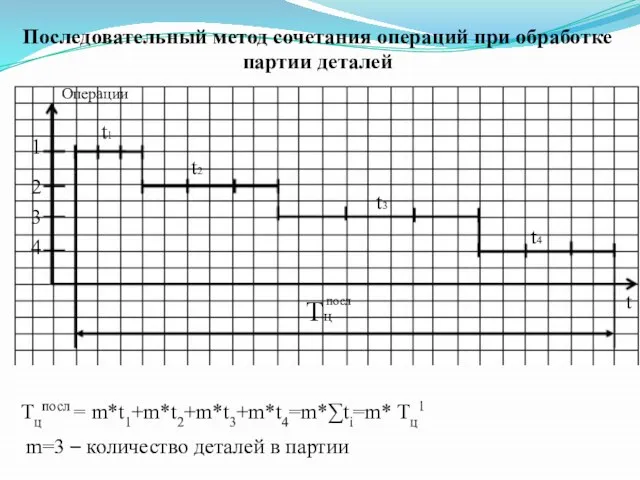
- 4. Последовательный метод сочетания операций при обработке партии деталей 4 3 2 1 Операции посл Tц t
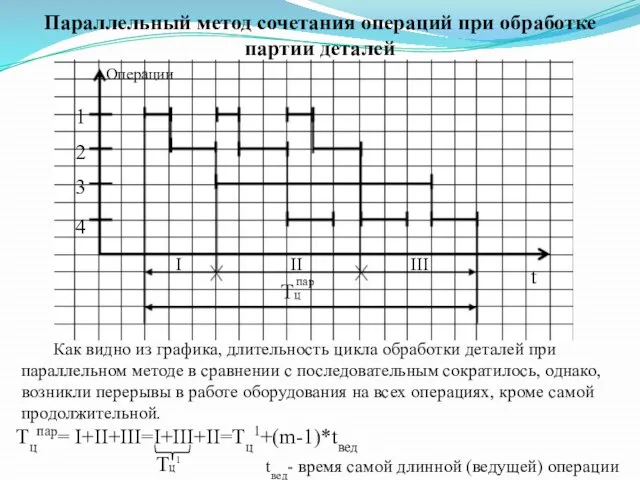
- 5. Параллельный метод сочетания операций при обработке партии деталей 1 2 3 4 Tц пар t I
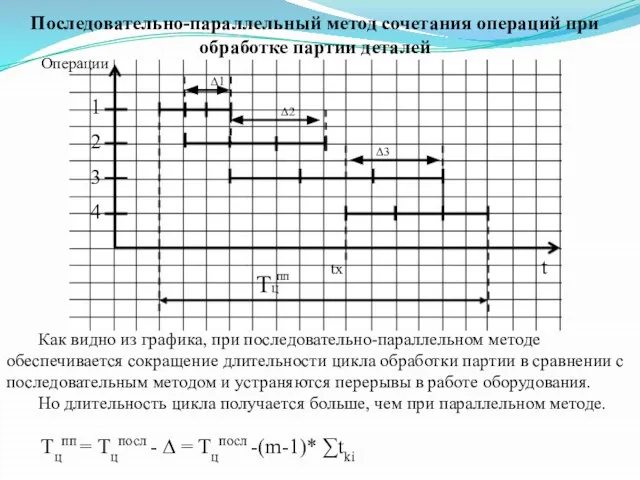
- 6. Последовательно-параллельный метод сочетания операций при обработке партии деталей Операции t 2 4 3 1 ∆1 ∆2
- 7. При построении последовательно-параллельного графика придерживаются следующих правил: 1) cтроят обработку всей партии деталей на первой операции;
- 8. 3.1. строится график обработки последней детали партии на последующей операции сразу же после обработки последней детали
- 10. Скачать презентацию
Слайд 2Под партией деталей подразумевается группа одинаковых деталей, которые изготавливаются с однократной затратой
Под партией деталей подразумевается группа одинаковых деталей, которые изготавливаются с однократной затратой
Слайд 3График изготовления одной детали
t
Tц
Операции
1
2
3
4
1
Tц1=t1+t2+t3+t4=∑ti
Tц1- время цикла для одной детали
ti-время операции
t1
t2
t3
t4
График изготовления одной детали
t
Tц
Операции
1
2
3
4
1
Tц1=t1+t2+t3+t4=∑ti
Tц1- время цикла для одной детали
ti-время операции
t1
t2
t3
t4
Слайд 4Последовательный метод сочетания операций при обработке партии деталей
4
3
2
1
Операции
посл
Tц
t
Tцпосл = m*t1+m*t2+m*t3+m*t4=m*∑ti=m* Tц1
m=3 –
Последовательный метод сочетания операций при обработке партии деталей
4
3
2
1
Операции
посл
Tц
t
Tцпосл = m*t1+m*t2+m*t3+m*t4=m*∑ti=m* Tц1
m=3 –
Слайд 5Параллельный метод сочетания операций при обработке партии деталей
1
2
3
4
Tц
пар
t
I
II
III
Операции
Как видно из графика, длительность
Параллельный метод сочетания операций при обработке партии деталей
1
2
3
4
Tц
пар
t
I
II
III
Операции
Как видно из графика, длительность
Слайд 6Последовательно-параллельный метод сочетания операций при обработке партии деталей
Операции
t
2
4
3
1
∆1
∆2
∆3
tx
Tц
пп
Как видно из графика, при
Последовательно-параллельный метод сочетания операций при обработке партии деталей
Операции
t
2
4
3
1
∆1
∆2
∆3
tx
Tц
пп
Как видно из графика, при
Слайд 7При построении последовательно-параллельного графика придерживаются следующих правил:
1) cтроят обработку всей партии деталей
При построении последовательно-параллельного графика придерживаются следующих правил:
1) cтроят обработку всей партии деталей
Слайд 83.1. строится график обработки последней детали партии на последующей операции сразу же
3.1. строится график обработки последней детали партии на последующей операции сразу же
 Понятие абсентеизма и способы его снижения на предприятии
Понятие абсентеизма и способы его снижения на предприятии Налоги (11 класс)
Налоги (11 класс) Глобализация
Глобализация Геополитический статус и роль РФ на мировой арене
Геополитический статус и роль РФ на мировой арене Программа дисциплины (модуля) экономическая теория
Программа дисциплины (модуля) экономическая теория Развитие экономики Республики Казахстан
Развитие экономики Республики Казахстан Основные этапы формирования ФОТ
Основные этапы формирования ФОТ Критерии оценки степени бюджетной централизации и децентрализации в показателях макроэкономической стабильности и роста
Критерии оценки степени бюджетной централизации и децентрализации в показателях макроэкономической стабильности и роста Современное состояние рекламного рынка РФ
Современное состояние рекламного рынка РФ Инфляция. Устойчивая тенденция роста
Инфляция. Устойчивая тенденция роста Қор Біріккен Ұлттар Ұйымының тұрғын халық саласындағы (ЮНФПА)
Қор Біріккен Ұлттар Ұйымының тұрғын халық саласындағы (ЮНФПА) Rezerwa produkcyjna
Rezerwa produkcyjna Рыночная экономика и государственная система социальной защиты
Рыночная экономика и государственная система социальной защиты Анализ регионального дохода. (Тема 6)
Анализ регионального дохода. (Тема 6) Детский образовательный центр Умный Совёнок
Детский образовательный центр Умный Совёнок Вводная лекция по дисциплине “Введение в макроэкономику” для ПД И НБ
Вводная лекция по дисциплине “Введение в макроэкономику” для ПД И НБ Определение инвестиционного проекта. Виды инвестиционных проектов
Определение инвестиционного проекта. Виды инвестиционных проектов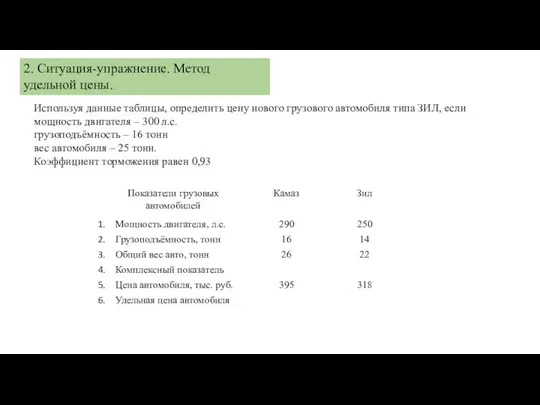 Задача по ценообразованию
Задача по ценообразованию Кейнсианская концепция естественного уровня безработицы
Кейнсианская концепция естественного уровня безработицы Выполнил: студент 2-го курса очной формы обучения факультета таможенного дела, группа Т092 Еркебаева З.С. Научный руководитель Л. И.
Выполнил: студент 2-го курса очной формы обучения факультета таможенного дела, группа Т092 Еркебаева З.С. Научный руководитель Л. И. 962a423185a64e3ca588e7750327816e
962a423185a64e3ca588e7750327816e Предмет и метод экономики
Предмет и метод экономики Капитал торгового предприятия и его формирование
Капитал торгового предприятия и его формирование Преобразование системы «Научного менеджмента» Ф. У. Тейлора
Преобразование системы «Научного менеджмента» Ф. У. Тейлора Программа Цифровая экономика Российской Федерации
Программа Цифровая экономика Российской Федерации Типы экономических систем
Типы экономических систем Достижения казахстанской науки на современном этапе
Достижения казахстанской науки на современном этапе ՀՀ կրթության, գիտության, մշակույթի և սպորտի նախարարություն
ՀՀ կրթության, գիտության, մշակույթի և սպորտի նախարարություն