- Дефектация деталей

Содержание
- 2. ПИСЬМЕННЫЙ ОПРОС 1. Какое оборудование применяют для подъема и транспортирования машин, сборочных единиц и деталей? 2.
- 3. ВОПРОС 1. ОБЩИЕ СВЕДЕНИЯ. Дефектацией называют процесс технического контроля соединений и деталей и сортировки их на
- 4. В ТЕХНИЧЕСКИХ ТРЕБОВАНИЯХ УКАЗАНЫ: марка и наименование машины или агрегата, чертеж, наименование и номер детали по
- 5. ПРИ ДЕФЕКТАЦИИ ВСЕ ДЕТАЛИ И СОЕДИНЕНИЯ РАЗДЕЛЯЮТ НА ГОДНЫЕ БЕЗ РЕМОНТА, ТРЕБУЮЩИЕ РЕМОНТА И НЕГОДНЫЕ. Сортируют
- 6. ВОПРОС 2. СПОСОБЫ И СРЕДСТВА ИЗМЕРЕНИЯ ДЕТАЛЕЙ.
- 7. Методы дефектации могут быть классифицированы в соответствии со схемой,
- 8. Осмотр - наиболее распространенный метод дефектации для выявления наружных повреждений деталей: - деформации, трещины, обломы, выкрашивание,
- 9. Простукивание - используется для определения плотности посадки шпилек, нарушения сплошности (целостности) деталей. Метод основан на изменении
- 10. Опробование вручную и проверка на ощупь – позволяет определить: - наличие зазора, - плавность вращения, -
- 11. ИЗНОСЫ ДЕТАЛЕЙ ИЗМЕРЯЮТ УНИВЕРСАЛЬНЫМИ СРЕДСТВАМИ ИЗМЕРЕНИЯ: - универсальные инструменты: штангенциркуль микрометр, нутромер и т. п.;
- 12. СПЕЦИАЛЬНЫЕ – ШТАНГЕНРЕЙСМУС, ШТАНГЕНЗУБОМЕР
- 13. -КОНТРОЛЬНЫЕ СРЕДСТВА – КАЛИБРЫ, ШАБЛОНЫ, ЩУПЫ, ПОВЕРОЧНЫЕ ПЛИТЫ, УГОЛЬНИКИ И ДР.
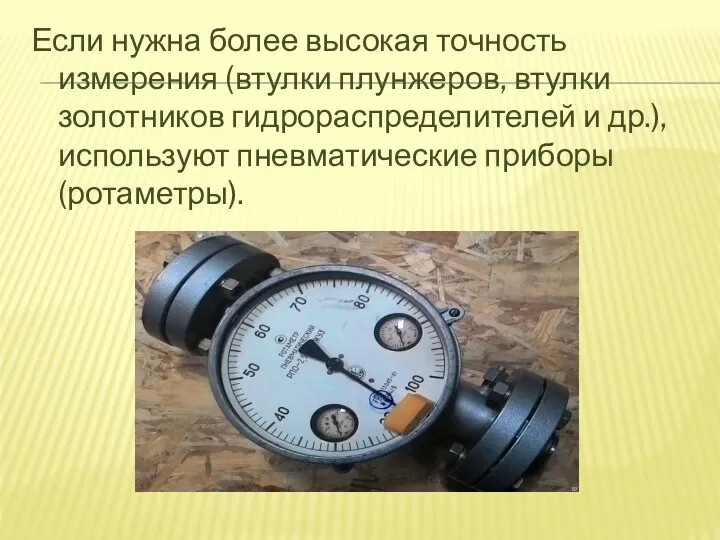
- 14. Если нужна более высокая точность измерения (втулки плунжеров, втулки золотников гидрораспределителей и др.), используют пневматические приборы
- 15. Чем определить: Износы деталей ? Погнутость, скрученность, биение и коробление ? Неперпендикулярность, непараллельность и другие отклонения
- 16. Пневматический способ применяют при проверке нарушения герметичности в радиаторах, топливных баках, топливопроводах, шлангах, шинах и т.
- 17. Гидравлическим способом на специальных стендах проверяют, нет ли трещин в водяных рубашках блоков и головок блока,
- 18. Магнитопорошковым способом выявляют наружные трещины в сплошных деталях, изготовленных из ферромагнитных металлов (сталь, чугун).
- 19. Электромагнитным способом можно выявить поверхностные и подповерхностные трещины и пустоты, отклонения твердости, межкристаллитную коррозию и т.
- 20. Капиллярные способы позволяют выявить нарушение сплошности (трещины, пористость, волосовины и т. п.) поверхностных слоев деталей любой
- 21. Ультразвуковой способ применяют для обнаружения внутренних трещин и раковин, расположенных на различной глубине от поверхности. Он
- 22. ВОПРОС 3. ДЕФЕКТАЦИЯ ШЕСТЕРЕН Основные дефекты шестерен: выкрашивание рабочей поверхности зубьев, износ зубьев по толщине, длине
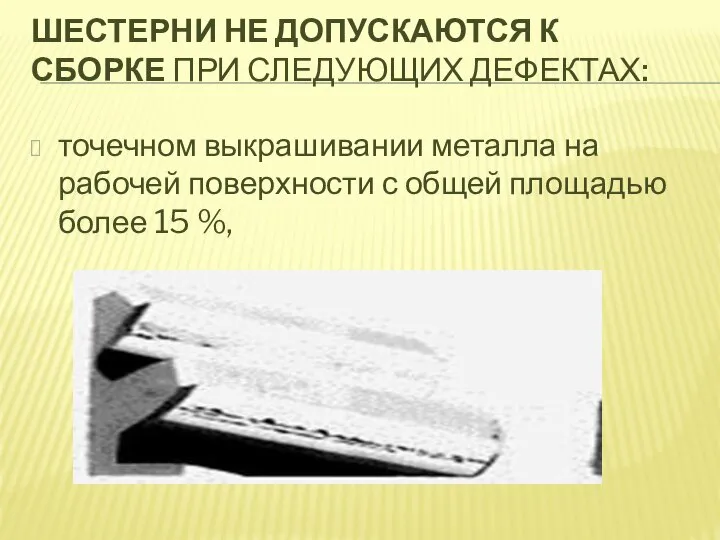
- 23. ШЕСТЕРНИ НЕ ДОПУСКАЮТСЯ К СБОРКЕ ПРИ СЛЕДУЮЩИХ ДЕФЕКТАХ: точечном выкрашивании металла на рабочей поверхности с общей
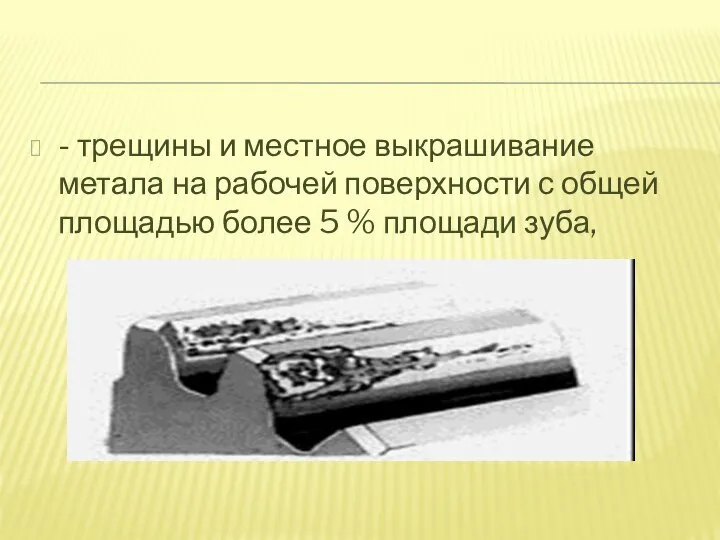
- 24. - трещины и местное выкрашивание метала на рабочей поверхности с общей площадью более 5 % площади
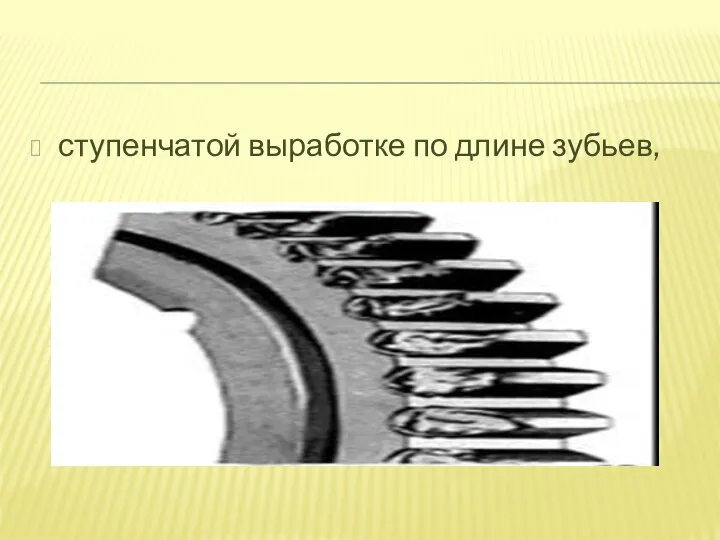
- 25. ступенчатой выработке по длине зубьев,
- 26. микротрещинах у основания зуба, неравномерный износ зуба (конусность) более 0,05 мм на длине 10 мм (проверяют
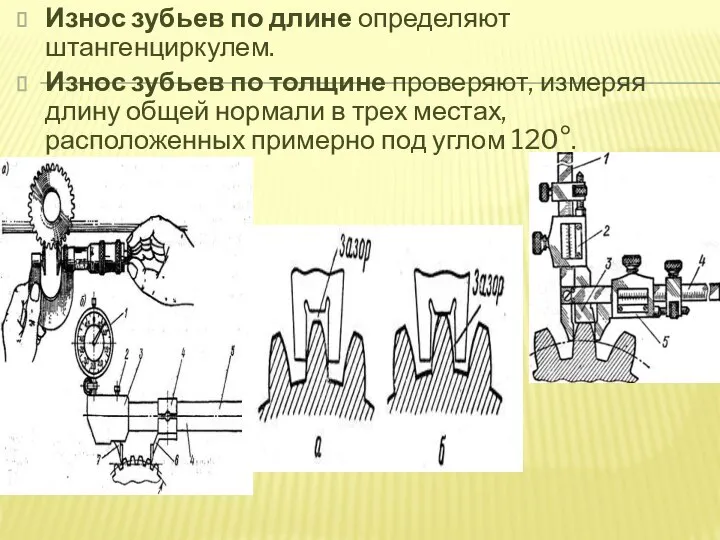
- 27. Износ зубьев по длине определяют штангенциркулем. Износ зубьев по толщине проверяют, измеряя длину общей нормали в
- 28. ВОПРОС 4. ДЕФЕКТАЦИЯ ПОДШИПНИКОВ КАЧЕНИЯ Последовательность контроля: - осмотр (наличие трещин, усталостных разрушений, забоин, вмятин, коррозии,
- 29. Не Допускаются к сборке подшипники, имеющие: - трещины или выкрашивание металла на кольцах и телах качения;
- 30. Годные подшипники при вращении должны иметь ровный, без заедания, ход, сопровождающийся незначительным шумом. Неравномерность вращения колец
- 31. ВОПРОС 5. ДЕФЕКТАЦИЯ ВАЛОВ, ОСЕЙ, ШПОНОЧНЫХ И ШЛИЦЕВЫХ СОЕДИНЕНИЙ. Шлицевые и шпоночные соединения. Контроль Шлицевых соединений
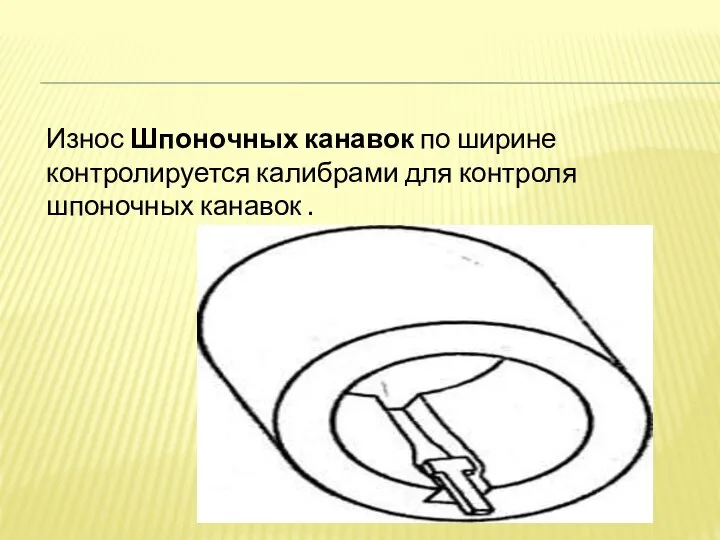
- 32. Износ Шпоночных канавок по ширине контролируется калибрами для контроля шпоночных канавок .
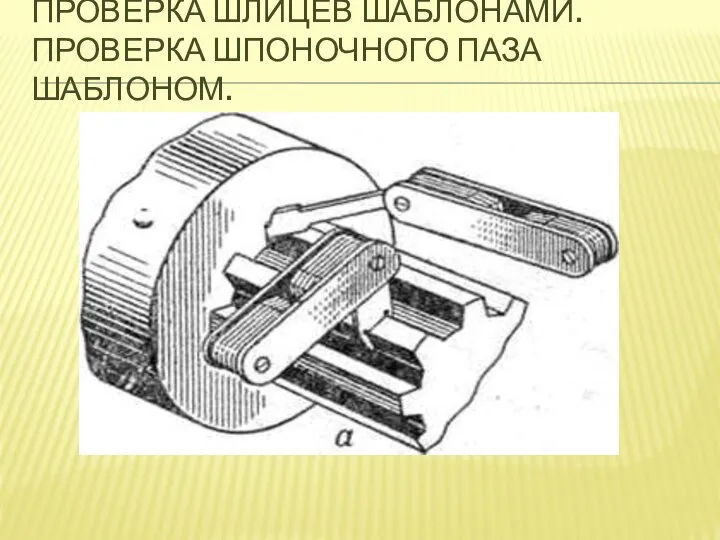
- 33. ПРОВЕРКА ШЛИЦЕВ ШАБЛОНАМИ. ПРОВЕРКА ШПОНОЧНОГО ПАЗА ШАБЛОНОМ.
- 34. ВАЛЫ И ОСИ. Визуально проверяют качество внешнего вида поверхностей валов (осей). На рабочих поверхностях валов и
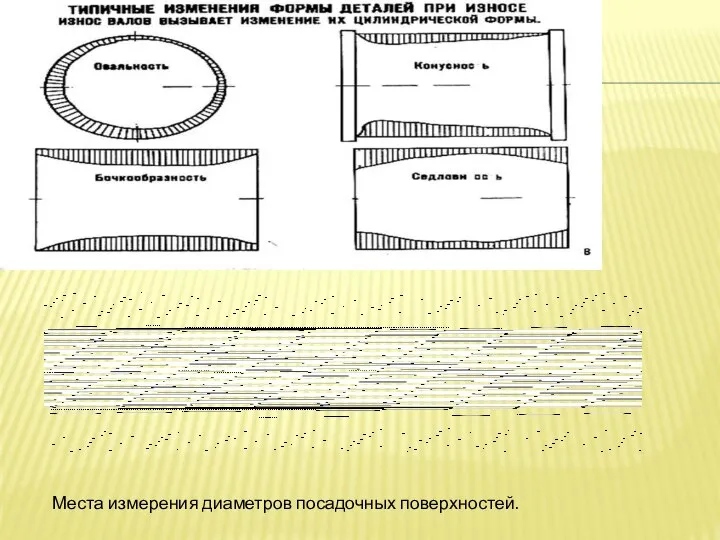
- 35. Места измерения диаметров посадочных поверхностей.
- 36. ВОПРОС 6. ДЕФЕКТАЦИЯ ПРУЖИН. На сборку Не допускаются пружины при наличии на поверхности витков: - проникающей
- 37. ДЕФЕКТАЦИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ. СОСТОЯНИЕ РЕЗЬБЫ Крепежные изделия. Осмотром проверяют наличие дефектов поверхностей, состояние резьбы, наличие изгиба
- 38. Состояние резьбы проверяют навертыванием (ввертыванием) резьбовых калибров (пробкой, кольцом). Плотность посадки шпилек проверяют остукиванием. Дребезжащий звук
- 39. Стопорные, замковые шайбы, стопорные пластины при ремонте бракуют. Пружинные шайбы бракуют также при разводе концов менее
- 40. Установочные штифты Бракуют, если ослабла посадка. Отверстие необходимо развернуть и установить вновь изготовленные ступенчатые штифты.
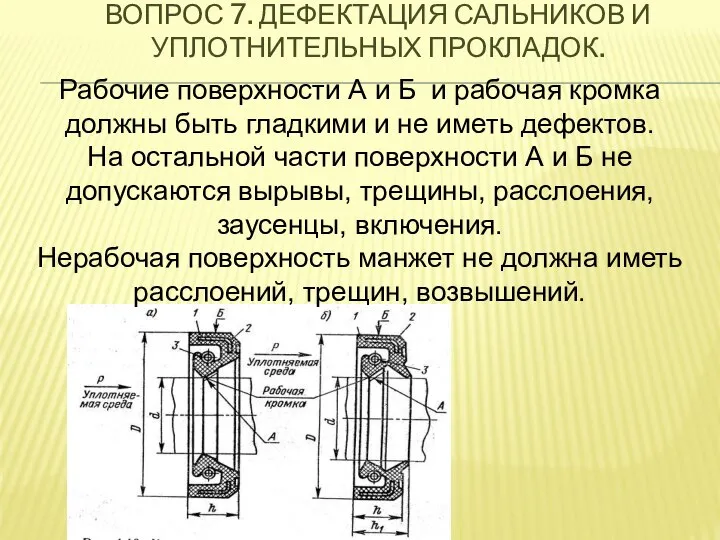
- 41. ВОПРОС 7. ДЕФЕКТАЦИЯ САЛЬНИКОВ И УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК. Рабочие поверхности А и Б и рабочая кромка должны
- 42. Самоподжимные и войлочные сальники при капитальном ремонте подлежат замене все без исключения. При текущем ремонте их
- 44. Скачать презентацию
Слайд 2ПИСЬМЕННЫЙ ОПРОС
1. Какое оборудование применяют для подъема и транспортирования машин, сборочных
ПИСЬМЕННЫЙ ОПРОС
1. Какое оборудование применяют для подъема и транспортирования машин, сборочных
Слайд 3ВОПРОС 1. ОБЩИЕ СВЕДЕНИЯ.
Дефектацией называют процесс технического контроля соединений и деталей и
ВОПРОС 1. ОБЩИЕ СВЕДЕНИЯ.
Дефектацией называют процесс технического контроля соединений и деталей и
Слайд 4В ТЕХНИЧЕСКИХ ТРЕБОВАНИЯХ УКАЗАНЫ:
марка и наименование машины или агрегата, чертеж, наименование и
В ТЕХНИЧЕСКИХ ТРЕБОВАНИЯХ УКАЗАНЫ:
марка и наименование машины или агрегата, чертеж, наименование и
Слайд 5ПРИ ДЕФЕКТАЦИИ ВСЕ ДЕТАЛИ И СОЕДИНЕНИЯ РАЗДЕЛЯЮТ НА ГОДНЫЕ БЕЗ РЕМОНТА, ТРЕБУЮЩИЕ
ПРИ ДЕФЕКТАЦИИ ВСЕ ДЕТАЛИ И СОЕДИНЕНИЯ РАЗДЕЛЯЮТ НА ГОДНЫЕ БЕЗ РЕМОНТА, ТРЕБУЮЩИЕ
Слайд 6ВОПРОС 2. СПОСОБЫ И СРЕДСТВА ИЗМЕРЕНИЯ ДЕТАЛЕЙ.
ВОПРОС 2. СПОСОБЫ И СРЕДСТВА ИЗМЕРЕНИЯ ДЕТАЛЕЙ.
Слайд 7Методы дефектации могут быть классифицированы в соответствии со схемой,
Методы дефектации могут быть классифицированы в соответствии со схемой,
Слайд 8Осмотр - наиболее распространенный метод дефектации для выявления наружных повреждений деталей:
- деформации, трещины, обломы,
Осмотр - наиболее распространенный метод дефектации для выявления наружных повреждений деталей:
- деформации, трещины, обломы,
Слайд 9Простукивание - используется для определения плотности посадки шпилек, нарушения сплошности (целостности) деталей.
Метод основан на изменении тона
Простукивание - используется для определения плотности посадки шпилек, нарушения сплошности (целостности) деталей.
Метод основан на изменении тона
Слайд 10Опробование вручную и проверка на ощупь – позволяет определить:
- наличие зазора,
- плавность вращения,
-
Опробование вручную и проверка на ощупь – позволяет определить:
- наличие зазора,
- плавность вращения,
-
Слайд 11ИЗНОСЫ ДЕТАЛЕЙ ИЗМЕРЯЮТ УНИВЕРСАЛЬНЫМИ СРЕДСТВАМИ ИЗМЕРЕНИЯ:
- универсальные инструменты: штангенциркуль микрометр, нутромер
ИЗНОСЫ ДЕТАЛЕЙ ИЗМЕРЯЮТ УНИВЕРСАЛЬНЫМИ СРЕДСТВАМИ ИЗМЕРЕНИЯ:
- универсальные инструменты: штангенциркуль микрометр, нутромер

Слайд 12СПЕЦИАЛЬНЫЕ – ШТАНГЕНРЕЙСМУС, ШТАНГЕНЗУБОМЕР
СПЕЦИАЛЬНЫЕ – ШТАНГЕНРЕЙСМУС, ШТАНГЕНЗУБОМЕР

Слайд 13
-КОНТРОЛЬНЫЕ СРЕДСТВА – КАЛИБРЫ, ШАБЛОНЫ, ЩУПЫ, ПОВЕРОЧНЫЕ ПЛИТЫ, УГОЛЬНИКИ И ДР.
-КОНТРОЛЬНЫЕ СРЕДСТВА – КАЛИБРЫ, ШАБЛОНЫ, ЩУПЫ, ПОВЕРОЧНЫЕ ПЛИТЫ, УГОЛЬНИКИ И ДР.

Слайд 14Если нужна более высокая точность измерения (втулки плунжеров, втулки золотников гидрораспределителей и
Если нужна более высокая точность измерения (втулки плунжеров, втулки золотников гидрораспределителей и
Слайд 15Чем определить:
Износы деталей ?
Погнутость, скрученность, биение и коробление ?
Неперпендикулярность, непараллельность и другие
Чем определить:
Износы деталей ?
Погнутость, скрученность, биение и коробление ?
Неперпендикулярность, непараллельность и другие
Слайд 16Пневматический способ применяют при проверке нарушения герметичности в радиаторах, топливных баках, топливопроводах,
Пневматический способ применяют при проверке нарушения герметичности в радиаторах, топливных баках, топливопроводах,
Слайд 17Гидравлическим способом на специальных стендах проверяют, нет ли трещин в водяных рубашках
Гидравлическим способом на специальных стендах проверяют, нет ли трещин в водяных рубашках
Слайд 18Магнитопорошковым способом выявляют наружные трещины в сплошных деталях, изготовленных из ферромагнитных металлов
Магнитопорошковым способом выявляют наружные трещины в сплошных деталях, изготовленных из ферромагнитных металлов
Слайд 19Электромагнитным способом можно выявить поверхностные и подповерхностные трещины и пустоты, отклонения твердости,
Электромагнитным способом можно выявить поверхностные и подповерхностные трещины и пустоты, отклонения твердости,
Слайд 20Капиллярные способы позволяют выявить нарушение сплошности (трещины, пористость, волосовины и т. п.)
Капиллярные способы позволяют выявить нарушение сплошности (трещины, пористость, волосовины и т. п.)
Слайд 21Ультразвуковой способ применяют для обнаружения внутренних трещин и раковин, расположенных на различной
Ультразвуковой способ применяют для обнаружения внутренних трещин и раковин, расположенных на различной
Слайд 22ВОПРОС 3. ДЕФЕКТАЦИЯ ШЕСТЕРЕН
Основные дефекты шестерен: выкрашивание рабочей поверхности зубьев, износ зубьев
ВОПРОС 3. ДЕФЕКТАЦИЯ ШЕСТЕРЕН
Основные дефекты шестерен: выкрашивание рабочей поверхности зубьев, износ зубьев

Слайд 23ШЕСТЕРНИ НЕ ДОПУСКАЮТСЯ К СБОРКЕ ПРИ СЛЕДУЮЩИХ ДЕФЕКТАХ:
точечном выкрашивании металла на рабочей поверхности
ШЕСТЕРНИ НЕ ДОПУСКАЮТСЯ К СБОРКЕ ПРИ СЛЕДУЮЩИХ ДЕФЕКТАХ:
точечном выкрашивании металла на рабочей поверхности
Слайд 24- трещины и местное выкрашивание метала на рабочей поверхности с общей площадью
- трещины и местное выкрашивание метала на рабочей поверхности с общей площадью
Слайд 25ступенчатой выработке по длине зубьев,
ступенчатой выработке по длине зубьев,
Слайд 26микротрещинах у основания зуба,
неравномерный износ зуба (конусность) более 0,05 мм на длине
микротрещинах у основания зуба,
неравномерный износ зуба (конусность) более 0,05 мм на длине
Слайд 27Износ зубьев по длине определяют штангенциркулем.
Износ зубьев по толщине проверяют, измеряя длину общей нормали
Износ зубьев по длине определяют штангенциркулем.
Износ зубьев по толщине проверяют, измеряя длину общей нормали
Слайд 28ВОПРОС 4. ДЕФЕКТАЦИЯ ПОДШИПНИКОВ КАЧЕНИЯ
Последовательность контроля:
- осмотр (наличие трещин, усталостных разрушений, забоин,
ВОПРОС 4. ДЕФЕКТАЦИЯ ПОДШИПНИКОВ КАЧЕНИЯ
Последовательность контроля:
- осмотр (наличие трещин, усталостных разрушений, забоин,
Слайд 29Не Допускаются к сборке подшипники, имеющие:
- трещины или выкрашивание металла на кольцах и телах
Не Допускаются к сборке подшипники, имеющие:
- трещины или выкрашивание металла на кольцах и телах
Слайд 30Годные подшипники при вращении должны иметь ровный, без заедания, ход, сопровождающийся незначительным шумом.
Неравномерность вращения колец
Годные подшипники при вращении должны иметь ровный, без заедания, ход, сопровождающийся незначительным шумом.
Неравномерность вращения колец
Слайд 31ВОПРОС 5. ДЕФЕКТАЦИЯ ВАЛОВ, ОСЕЙ, ШПОНОЧНЫХ И ШЛИЦЕВЫХ СОЕДИНЕНИЙ.
Шлицевые и шпоночные
ВОПРОС 5. ДЕФЕКТАЦИЯ ВАЛОВ, ОСЕЙ, ШПОНОЧНЫХ И ШЛИЦЕВЫХ СОЕДИНЕНИЙ.
Шлицевые и шпоночные
Слайд 32Износ Шпоночных канавок по ширине контролируется калибрами для контроля шпоночных канавок .
Износ Шпоночных канавок по ширине контролируется калибрами для контроля шпоночных канавок .
Слайд 33ПРОВЕРКА ШЛИЦЕВ ШАБЛОНАМИ. ПРОВЕРКА ШПОНОЧНОГО ПАЗА ШАБЛОНОМ.
ПРОВЕРКА ШЛИЦЕВ ШАБЛОНАМИ. ПРОВЕРКА ШПОНОЧНОГО ПАЗА ШАБЛОНОМ.
Слайд 34ВАЛЫ И ОСИ.
Визуально проверяют качество внешнего вида поверхностей валов (осей). На рабочих поверхностях
ВАЛЫ И ОСИ.
Визуально проверяют качество внешнего вида поверхностей валов (осей). На рабочих поверхностях
Слайд 35Места измерения диаметров посадочных поверхностей.
Места измерения диаметров посадочных поверхностей.
Слайд 36ВОПРОС 6. ДЕФЕКТАЦИЯ ПРУЖИН.
На сборку Не допускаются пружины при наличии на поверхности витков:
- проникающей
ВОПРОС 6. ДЕФЕКТАЦИЯ ПРУЖИН.
На сборку Не допускаются пружины при наличии на поверхности витков:
- проникающей
Слайд 37ДЕФЕКТАЦИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ. СОСТОЯНИЕ РЕЗЬБЫ
Крепежные изделия.
Осмотром проверяют наличие дефектов поверхностей, состояние резьбы, наличие
ДЕФЕКТАЦИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ. СОСТОЯНИЕ РЕЗЬБЫ
Крепежные изделия.
Осмотром проверяют наличие дефектов поверхностей, состояние резьбы, наличие
Слайд 38Состояние резьбы проверяют навертыванием (ввертыванием) резьбовых калибров (пробкой, кольцом).
Плотность посадки шпилек проверяют остукиванием.
Дребезжащий звук –
Состояние резьбы проверяют навертыванием (ввертыванием) резьбовых калибров (пробкой, кольцом).
Плотность посадки шпилек проверяют остукиванием.
Дребезжащий звук –
Слайд 39Стопорные, замковые шайбы, стопорные пластины при ремонте бракуют.
Пружинные шайбы бракуют также при разводе
Стопорные, замковые шайбы, стопорные пластины при ремонте бракуют.
Пружинные шайбы бракуют также при разводе
Слайд 40Установочные штифты Бракуют, если ослабла посадка. Отверстие необходимо развернуть и установить вновь изготовленные
Установочные штифты Бракуют, если ослабла посадка. Отверстие необходимо развернуть и установить вновь изготовленные
Слайд 41ВОПРОС 7. ДЕФЕКТАЦИЯ САЛЬНИКОВ И УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК.
Рабочие поверхности А и Б и
ВОПРОС 7. ДЕФЕКТАЦИЯ САЛЬНИКОВ И УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК.
Рабочие поверхности А и Б и
Слайд 42Самоподжимные и войлочные сальники при капитальном ремонте подлежат замене все без исключения.
Самоподжимные и войлочные сальники при капитальном ремонте подлежат замене все без исключения.
 Прямолинейное равномерное движение
Прямолинейное равномерное движение Солнечные батареи: принцип работы и применение
Солнечные батареи: принцип работы и применение Отражение света
Отражение света Энергия системы неподвижных точечных зарядов
Энергия системы неподвижных точечных зарядов Импульс тела. Задачи
Импульс тела. Задачи Опыт привлечения подрядчиков для продвижения
Опыт привлечения подрядчиков для продвижения Плотность вещества. 7 класс
Плотность вещества. 7 класс 2_kurs_lektsia_1_2
2_kurs_lektsia_1_2 Механические свойства твердых тел
Механические свойства твердых тел Теплотехнические измерения
Теплотехнические измерения Ток, протекающий в нейтралях трансформаторов и автотрансформаторов при КЗ на землю
Ток, протекающий в нейтралях трансформаторов и автотрансформаторов при КЗ на землю Виды источников тока
Виды источников тока Метод составления уравнений движения гибкого кольца при неголономных ограничениях
Метод составления уравнений движения гибкого кольца при неголономных ограничениях Электромагнитные волны и их свойства
Электромагнитные волны и их свойства 14 Лучистый теплообмен. Расчёт угловых коэффициентов. Казаков +
14 Лучистый теплообмен. Расчёт угловых коэффициентов. Казаков + тела и вещества 6 класс 1
тела и вещества 6 класс 1 Энергия. Виды энергии
Энергия. Виды энергии Физика вокруг нас
Физика вокруг нас Кинематика твердого тела. Простейшие движения твердого тела
Кинематика твердого тела. Простейшие движения твердого тела Кинематика точки
Кинематика точки Линейные электрические цепи при гармоническом воздействии
Линейные электрические цепи при гармоническом воздействии Электрический ток в электролитах. Урок 4
Электрический ток в электролитах. Урок 4 Сила Лоренца
Сила Лоренца Основные положения строения вещества. 7 класс
Основные положения строения вещества. 7 класс №1 Практикалық жұмыс. Бейтараптану реакциясының жылу эффектісін есептеу
№1 Практикалық жұмыс. Бейтараптану реакциясының жылу эффектісін есептеу Тепловые машины. Практическое занятие
Тепловые машины. Практическое занятие Диамагнитик тарихы
Диамагнитик тарихы Вольфрам
Вольфрам