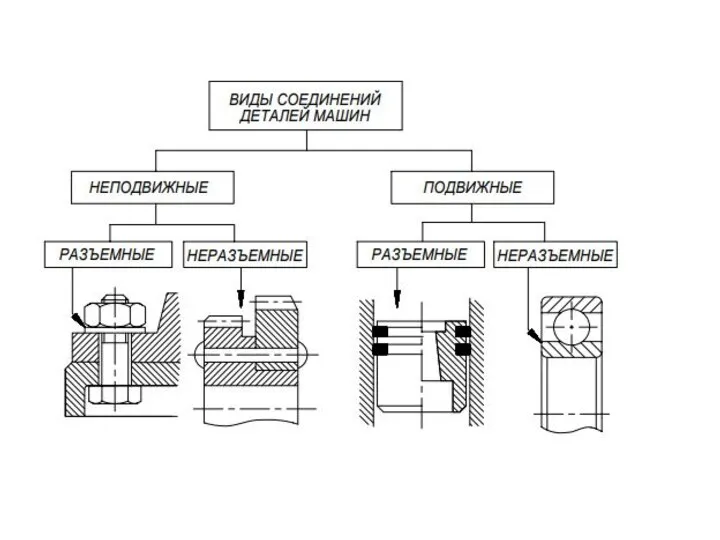
- Классаификация соединений

Содержание
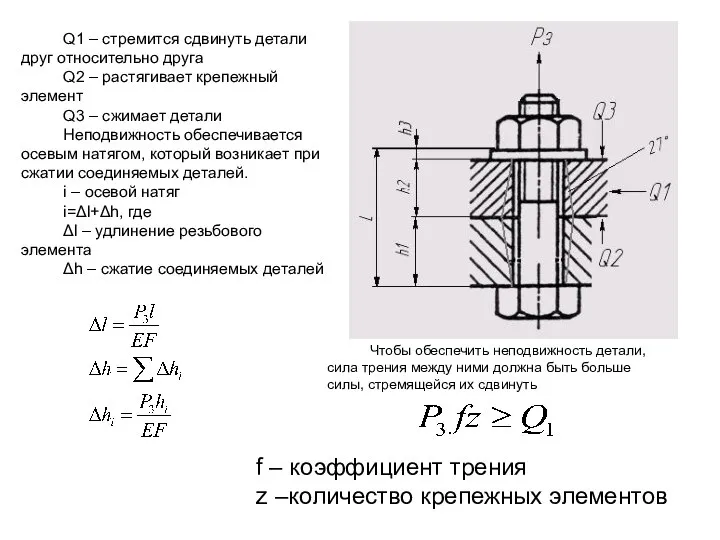
- 3. Q1 – стремится сдвинуть детали друг относительно друга Q2 – растягивает крепежный элемент Q3 – сжимает
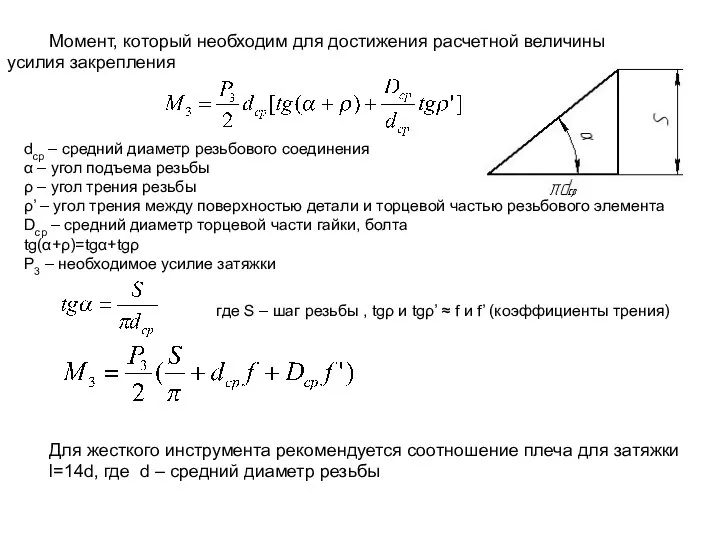
- 6. Момент, который необходим для достижения расчетной величины усилия закрепления dcp – средний диаметр резьбового соединения α
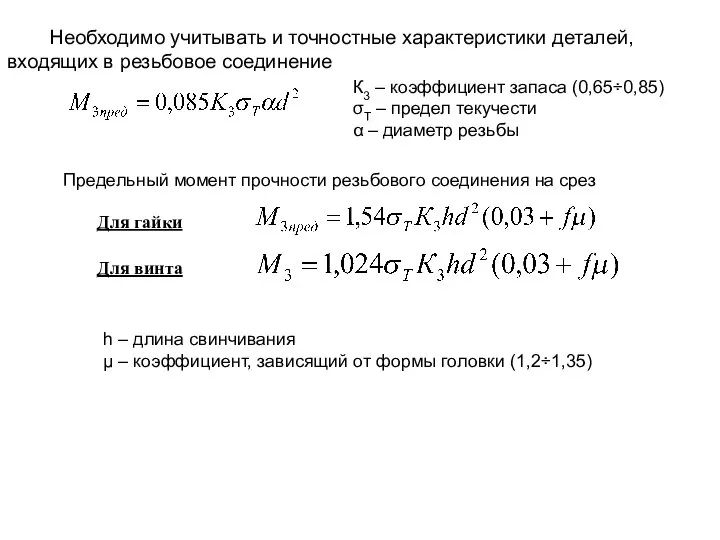
- 7. Необходимо учитывать и точностные характеристики деталей, входящих в резьбовое соединение К3 – коэффициент запаса (0,65÷0,85) σТ
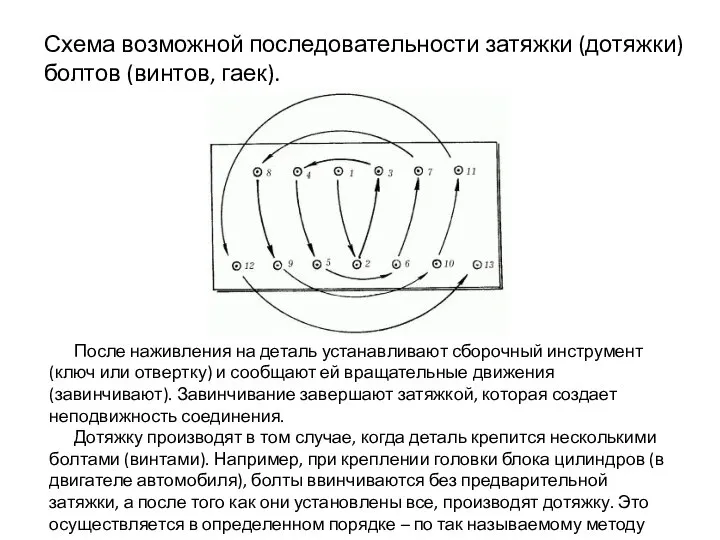
- 8. Схема возможной последовательности затяжки (дотяжки) болтов (винтов, гаек). После наживления на деталь устанавливают сборочный инструмент (ключ
- 20. Виды заклепок: а – с потайной головкой; б – с полукруглой головкой; в – с плоской
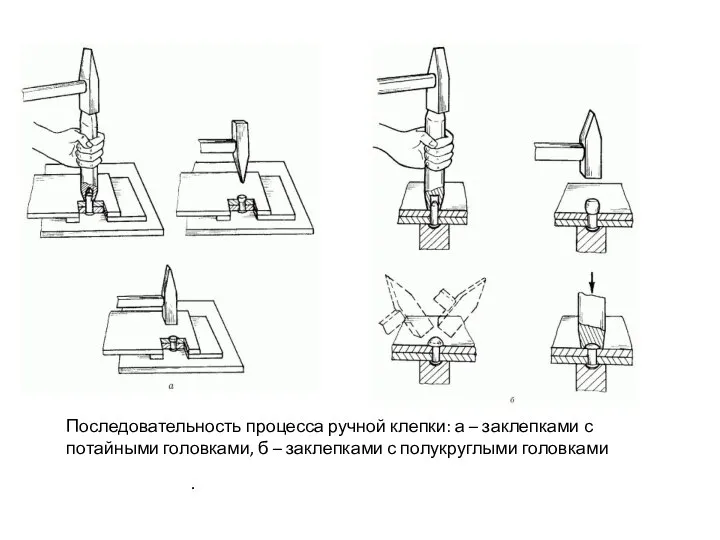
- 21. Последовательность процесса ручной клепки: а – заклепками с потайными головками, б – заклепками с полукруглыми головками
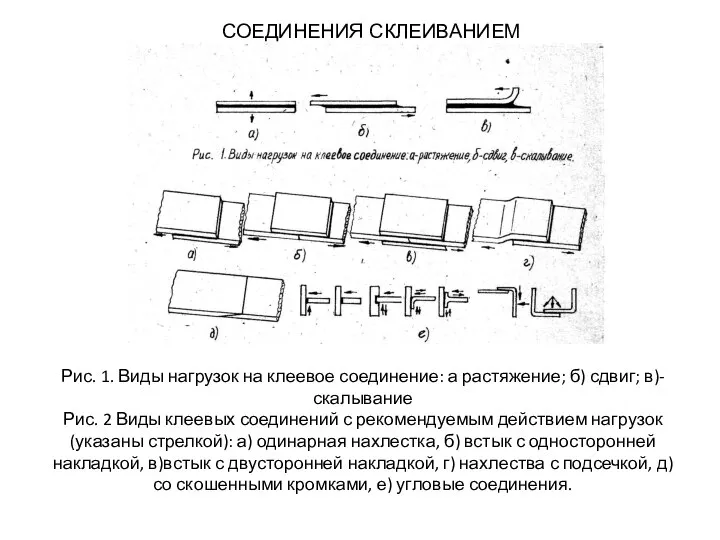
- 23. СОЕДИНЕНИЯ СКЛЕИВАНИЕМ Рис. 1. Виды нагрузок на клеевое соединение: а растяжение; б) сдвиг; в)- скалывание Рис.
- 24. Технологический процесс склеивания состоит из следующих операций: подготовка поверхностей склеиваемых деталей, подготовка клея, нанесение клея на
- 27. Скачать презентацию
Слайд 3Q1 – стремится сдвинуть детали друг относительно друга
Q2 – растягивает крепежный элемент
Q3
Q1 – стремится сдвинуть детали друг относительно друга
Q2 – растягивает крепежный элемент
Q3
Слайд 6Момент, который необходим для достижения расчетной величины усилия закрепления
dcp – средний диаметр
Момент, который необходим для достижения расчетной величины усилия закрепления
dcp – средний диаметр
Слайд 7Необходимо учитывать и точностные характеристики деталей, входящих в резьбовое соединение
К3 – коэффициент
Необходимо учитывать и точностные характеристики деталей, входящих в резьбовое соединение
К3 – коэффициент
Слайд 8Схема возможной последовательности затяжки (дотяжки) болтов (винтов, гаек).
После наживления на деталь устанавливают
Схема возможной последовательности затяжки (дотяжки) болтов (винтов, гаек).
После наживления на деталь устанавливают
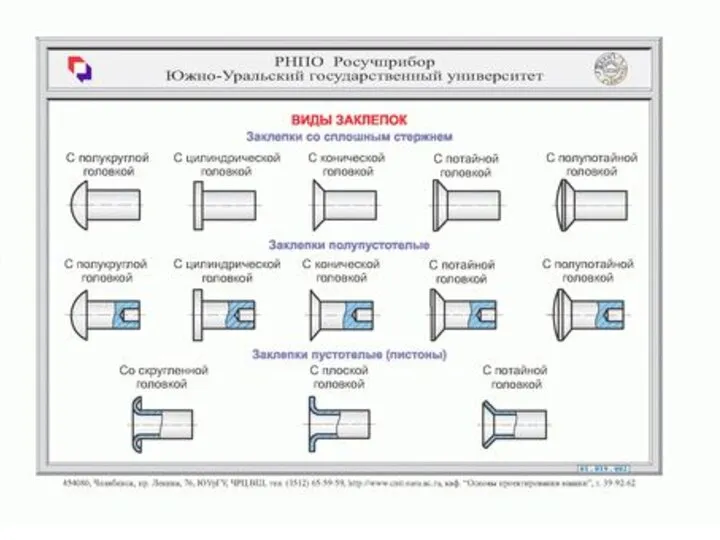
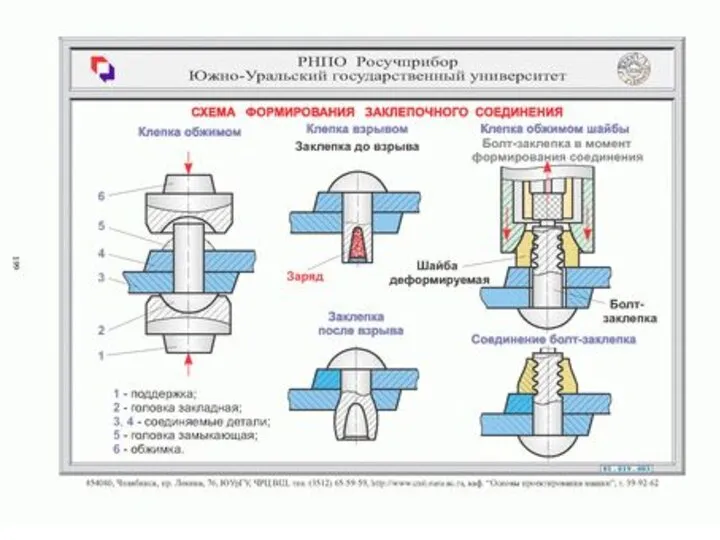
Слайд 20Виды заклепок: а – с потайной головкой; б – с полукруглой головкой;
Виды заклепок: а – с потайной головкой; б – с полукруглой головкой;

Слайд 21Последовательность процесса ручной клепки: а – заклепками с потайными головками, б –
Последовательность процесса ручной клепки: а – заклепками с потайными головками, б –
Слайд 23СОЕДИНЕНИЯ СКЛЕИВАНИЕМ
Рис. 1. Виды нагрузок на клеевое соединение: а растяжение; б) сдвиг;
СОЕДИНЕНИЯ СКЛЕИВАНИЕМ
Рис. 1. Виды нагрузок на клеевое соединение: а растяжение; б) сдвиг;
Слайд 24Технологический процесс склеивания состоит из следующих операций:
подготовка поверхностей склеиваемых деталей,
подготовка клея,
нанесение клея
Технологический процесс склеивания состоит из следующих операций:
подготовка поверхностей склеиваемых деталей,
подготовка клея,
нанесение клея

 Режимы течения жидкостей
Режимы течения жидкостей Генерирование электрической энергии
Генерирование электрической энергии c38d9b8
c38d9b8 Магнитное поле
Магнитное поле Презентация на тему Плавание судов (7 класс)
Презентация на тему Плавание судов (7 класс)  Законы постоянного тока. Лекция 10
Законы постоянного тока. Лекция 10 Движение и силы
Движение и силы Определение КПД при подъеме тела по наклонной плоскости
Определение КПД при подъеме тела по наклонной плоскости Колебания
Колебания Электропроводность горных пород
Электропроводность горных пород Физическая химия
Физическая химия Механические колебания и волны. 7 класс
Механические колебания и волны. 7 класс Работа и мощность
Работа и мощность Высокотемпературные сверхпроводники
Высокотемпературные сверхпроводники Законы Ньютона
Законы Ньютона Техническая термодинамика
Техническая термодинамика Потенциал электрического поля
Потенциал электрического поля Импульс и его сохранение
Импульс и его сохранение Явление электромагнитной индукции
Явление электромагнитной индукции Теория автоматического управления. Решение типовых задач теории управления. Устойчивость
Теория автоматического управления. Решение типовых задач теории управления. Устойчивость Газовый разряд и его классификации
Газовый разряд и его классификации Витая пара
Витая пара Механические колебания и волны
Механические колебания и волны Способы соединения частей: шестеренки
Способы соединения частей: шестеренки Первый закон Ньютона. Инерциальная система отсчёта. Динамика материальной точки
Первый закон Ньютона. Инерциальная система отсчёта. Динамика материальной точки Ультразвуковой дальномер HC-SR04
Ультразвуковой дальномер HC-SR04 Ремонт ходовой части. Ремонт электрооборудования
Ремонт ходовой части. Ремонт электрооборудования Эффект Холла для проводников и диэлектриков. Квантовый эффект Холла
Эффект Холла для проводников и диэлектриков. Квантовый эффект Холла