- Matech cnc machine

Содержание
- 2. 1. Угол уклона равен 45° 2. Конструкция с ребрами жесткости 3. Цельнолитая мелкозернистая чугунная станина 4.
- 3. Направляющие 1. Прямоугольные направляющие скольжения 2. Каждая направляющая закалённая индукционно до 56-58 HRC. 3. Направляющие выполнены
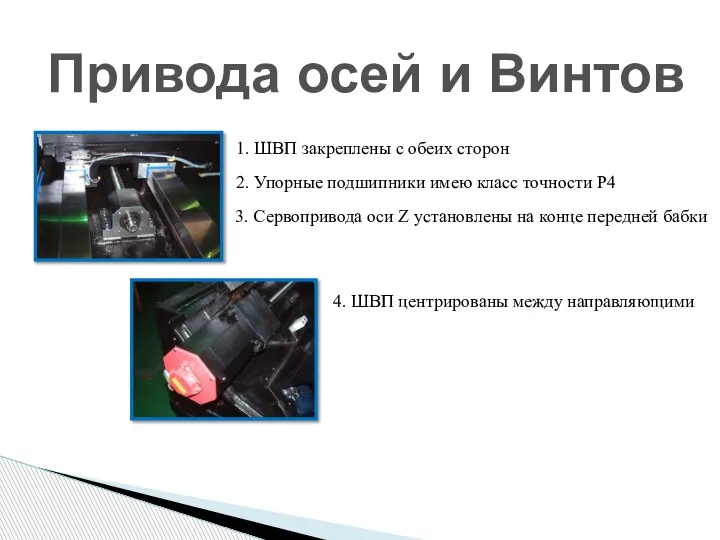
- 4. Привода осей и Винтов 1. ШВП закреплены с обеих сторон 2. Упорные подшипники имею класс точности
- 5. ШВП
- 6. Револьверная голова на 12 позиций инструмента. Обладает 6 приводными позициями для вращательного инструмента и 6 статическими
- 7. Двухсторонние инструментальные блоки для обработки детали в контршпинделя. Используя блоки такого типа мы получаем 24 инструментальные
- 8. 1. Мощность 18,5 квт 2. 6000 об/мин 95 Н*М 3. Прямая передача 4. Размер патрона 150
- 9. Шпиндель и передняя бабка Мощность 22 кВт. 2. Крутящий момент 390 Н*м 3. Максимальная скорость 3500
- 10. Измерение инструмента
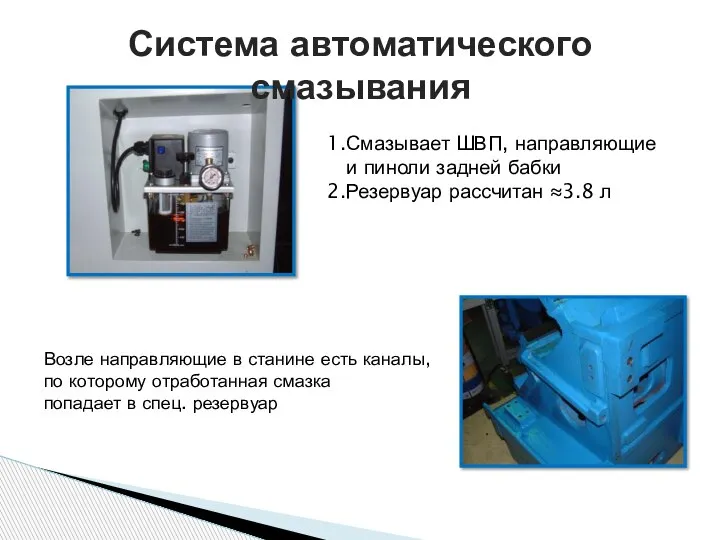
- 11. Система автоматического смазывания 1.Смазывает ШВП, направляющие и пиноли задней бабки 2.Резервуар рассчитан ≈3.8 л Возле направляющие
- 12. Система подачи СОЖ Подача СОЖ производится, через револьверную головку в шариковые сопла на каждой позиции. Насос
- 13. Полярная координатная интерполяция 1. Происходит замена координаты Y на поворотною координату С
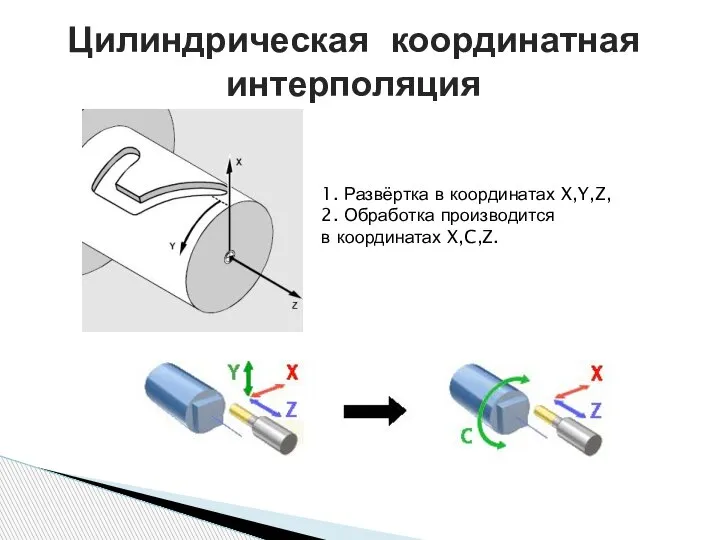
- 14. Цилиндрическая координатная интерполяция 1. Развёртка в координатах X,Y,Z, 2. Обработка производится в координатах X,C,Z.
- 16. Скачать презентацию

Слайд 3Направляющие
1. Прямоугольные направляющие скольжения
2. Каждая направляющая закалённая индукционно до 56-58 HRC.
3.
Направляющие
1. Прямоугольные направляющие скольжения
2. Каждая направляющая закалённая индукционно до 56-58 HRC.
3.

Слайд 4Привода осей и Винтов
1. ШВП закреплены с обеих сторон
2. Упорные подшипники
Привода осей и Винтов
1. ШВП закреплены с обеих сторон
2. Упорные подшипники
Слайд 5ШВП
ШВП

Слайд 6Револьверная голова на 12 позиций инструмента.
Обладает 6 приводными позициями для вращательного инструмента
Револьверная голова на 12 позиций инструмента.
Обладает 6 приводными позициями для вращательного инструмента

Слайд 7Двухсторонние инструментальные блоки
для обработки детали в контршпинделя.
Используя блоки такого типа мы
Двухсторонние инструментальные блоки
для обработки детали в контршпинделя.
Используя блоки такого типа мы

Слайд 81. Мощность 18,5 квт
2. 6000 об/мин 95 Н*М
3. Прямая передача
4. Размер патрона
1. Мощность 18,5 квт
2. 6000 об/мин 95 Н*М
3. Прямая передача
4. Размер патрона

Слайд 9Шпиндель и передняя бабка
Мощность 22 кВт.
2. Крутящий момент 390 Н*м
3. Максимальная
Шпиндель и передняя бабка
Мощность 22 кВт.
2. Крутящий момент 390 Н*м
3. Максимальная

Слайд 10Измерение инструмента
Измерение инструмента

Слайд 11Система автоматического смазывания
1.Смазывает ШВП, направляющие
и пиноли задней бабки
2.Резервуар рассчитан ≈3.8
Система автоматического смазывания
1.Смазывает ШВП, направляющие
и пиноли задней бабки
2.Резервуар рассчитан ≈3.8
Слайд 12Система подачи СОЖ
Подача СОЖ производится, через револьверную головку в шариковые сопла на
Система подачи СОЖ
Подача СОЖ производится, через револьверную головку в шариковые сопла на

Слайд 13Полярная координатная
интерполяция
1. Происходит замена координаты Y
на поворотною координату С
Полярная координатная
интерполяция
1. Происходит замена координаты Y
на поворотною координату С

Слайд 14Цилиндрическая координатная
интерполяция
1. Развёртка в координатах X,Y,Z,
2. Обработка производится
в
Цилиндрическая координатная
интерполяция
1. Развёртка в координатах X,Y,Z, 2. Обработка производится в
 Фотометрия Бугера, Ламберта, Бера
Фотометрия Бугера, Ламберта, Бера Тестирование ОВ. Измерение потерь на оптоволоконных соединениях
Тестирование ОВ. Измерение потерь на оптоволоконных соединениях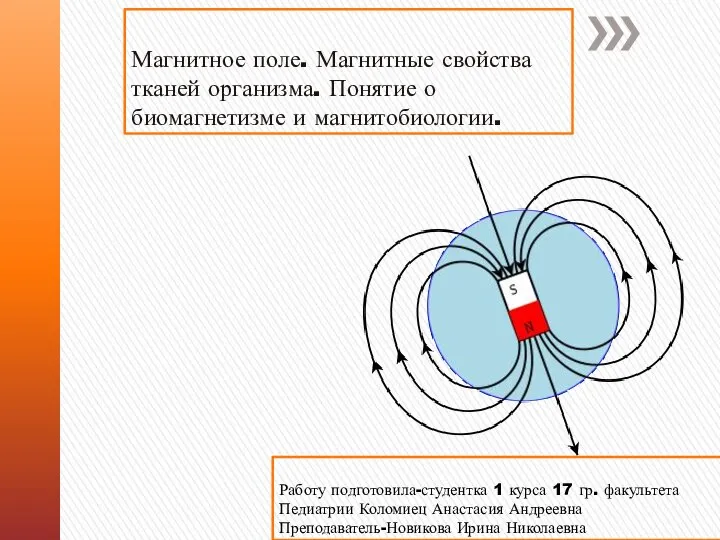 Магнитное поле. Магнитные свойства тканей организма. Понятие о биомагнетизме и магнитобиологии
Магнитное поле. Магнитные свойства тканей организма. Понятие о биомагнетизме и магнитобиологии Валоповоротное устройство турбины
Валоповоротное устройство турбины Методы исследование структуры. Часть 1
Методы исследование структуры. Часть 1 Итоговая контрольная работа. (7 класс)
Итоговая контрольная работа. (7 класс) Технология ТО и ремонта трансмиссии автомобиля
Технология ТО и ремонта трансмиссии автомобиля Электрические заряды. Электрические токи
Электрические заряды. Электрические токи Самое интересное о звуке, инфразвуке и ультразвуке. Игра
Самое интересное о звуке, инфразвуке и ультразвуке. Игра Магнітне поле (Лекція 1)
Магнітне поле (Лекція 1) Экспериментальный набор для демонстрации принципа работы электродвигателя постоянного тока
Экспериментальный набор для демонстрации принципа работы электродвигателя постоянного тока Плоское зеркало
Плоское зеркало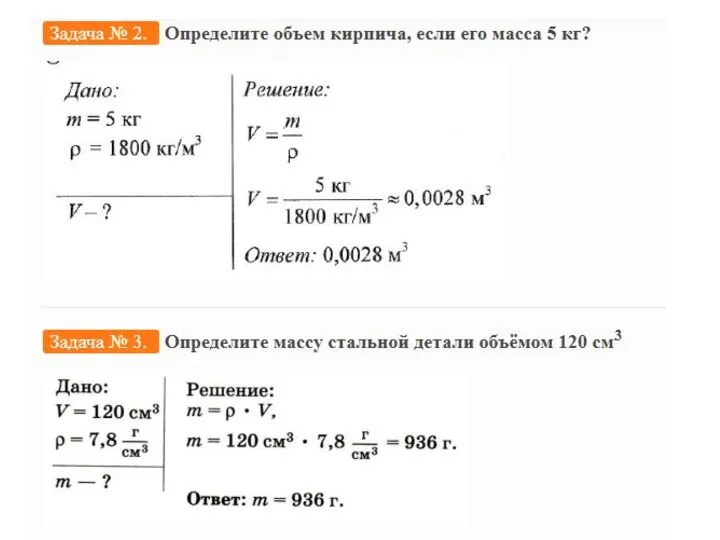 Задачи на массу и плотность
Задачи на массу и плотность Авиационная связь
Авиационная связь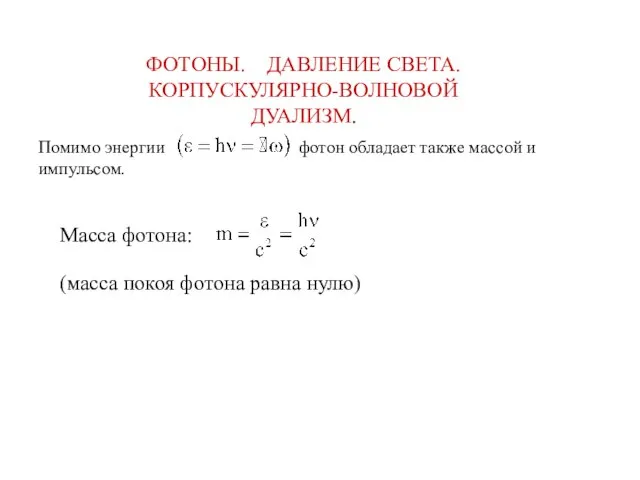 Фотоны. Давление света. Корпускулярно-волновой дуализм
Фотоны. Давление света. Корпускулярно-волновой дуализм Архимедова сила. Плавание тел
Архимедова сила. Плавание тел Расчет давления и атомных напряжений в МД
Расчет давления и атомных напряжений в МД Колебательный контур. ЕГЭ №18
Колебательный контур. ЕГЭ №18 Презентация на тему Свет и его законы
Презентация на тему Свет и его законы  Разработка технологического процесса ремонта и электронной диагностики блока управления антиблокировочной системы
Разработка технологического процесса ремонта и электронной диагностики блока управления антиблокировочной системы Презентация на тему Шкала электромагнитных излучений (11 класс)
Презентация на тему Шкала электромагнитных излучений (11 класс)  Дефлектор
Дефлектор Применение ядерной энергии в различных отраслях. Доза радиоактивного излучения. Развитие ядерной энергетики
Применение ядерной энергии в различных отраслях. Доза радиоактивного излучения. Развитие ядерной энергетики Движение твердых тел
Движение твердых тел Вещества в электрическом поле
Вещества в электрическом поле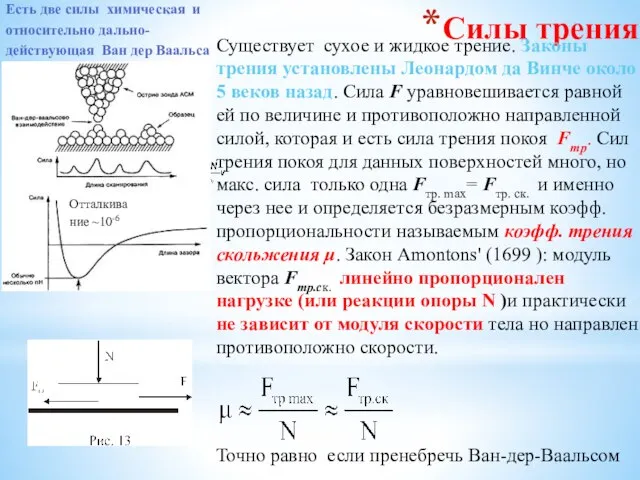 Силы трения
Силы трения Тезаурус
Тезаурус Электрические явления. Заряд
Электрические явления. Заряд