- PVD метод

Содержание
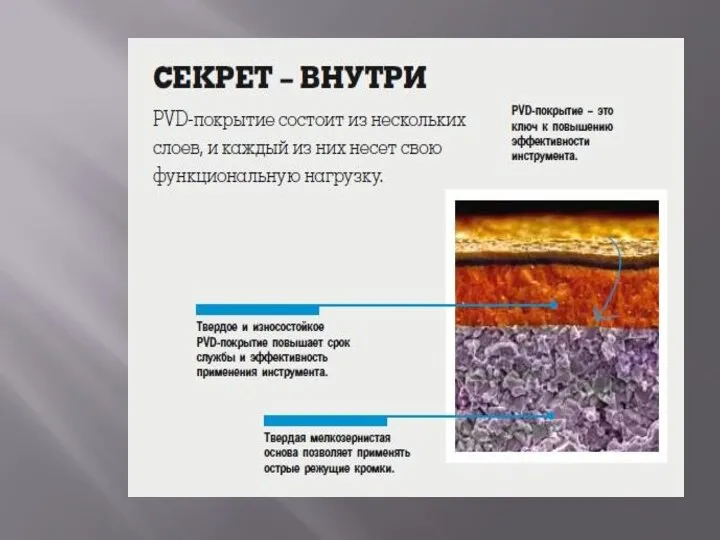
- 2. PVD-метод
- 3. При физическом осаждении (PVD) материал покрытия переходит из твердого состояния в газовую фазу в результате испарения
- 5. Нанесение покрытий методом PVD проводится при температуре до 450°С, что практически не накладывает ограничения по используемым
- 7. PVD-процессы проводят в вакууме или в атмосфере рабочего газа при достаточно низком давлении (около 10-2 мПа).
- 9. Для равномерного нанесения покрытия необходимо систематизированное движение материала или применение нескольких, определенным образом расположенных, источников. В
- 10. Основными факторами, определяющими качество покрытия, нанесенного методом физического осаждения, являются чистота исходных материалов и реакционного газа,
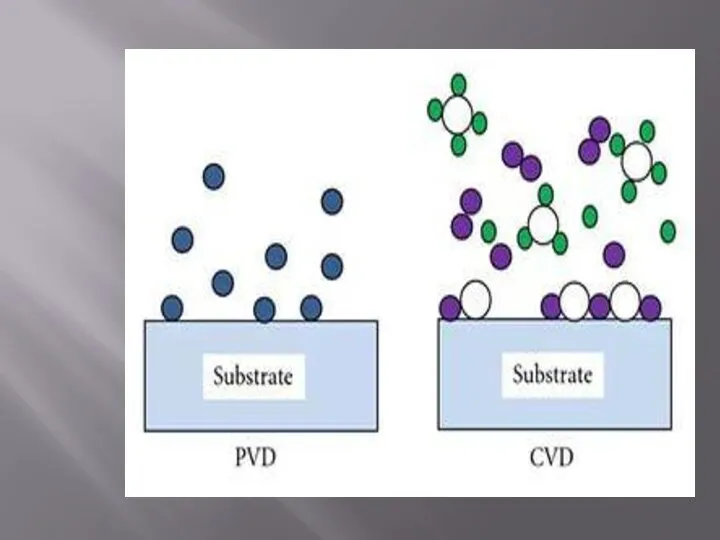
- 11. При методе PVD имеют место сжимающие напряжения, а при методе CVD – растягивающие. При методе PVD
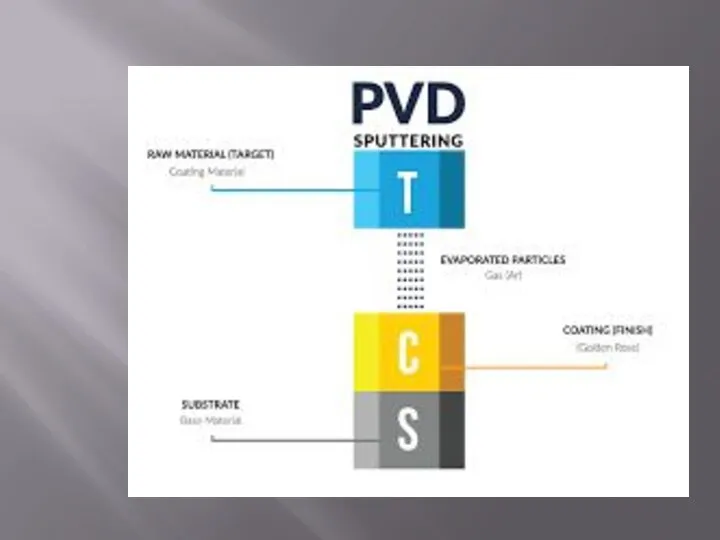
- 12. Их можно разделить на две большие группы – процессы испарения и распыления. Испарение осуществляется за счет
- 13. Распыление бывает диодное или магнетронное, при постоянном токе или токе высокой частоты, в среде реакционного газа
- 14. При использовании дугового испарения зажигается электрическая дуга В англоязычной литературе метод носит название AIP ( дуговое
- 15. Дуги осаждения покрытия машина.
- 16. PVD покрытие оборудование физического осаждения.
- 18. Скачать презентацию
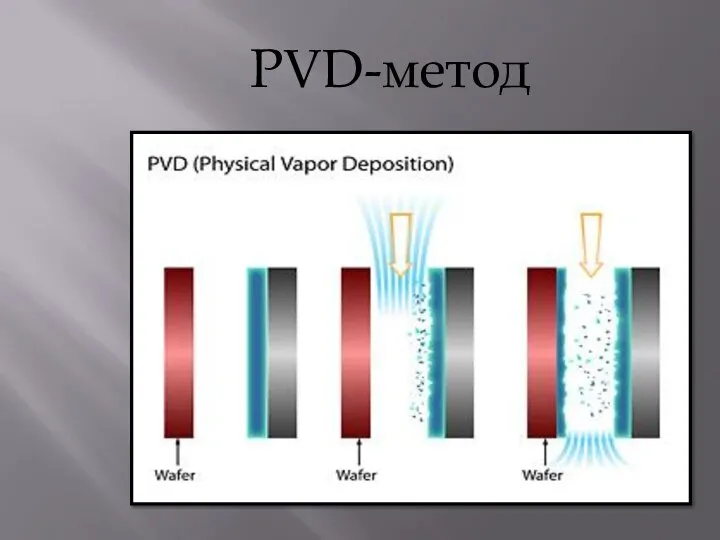
Слайд 3При физическом осаждении (PVD) материал покрытия переходит из твердого состояния в газовую
При физическом осаждении (PVD) материал покрытия переходит из твердого состояния в газовую
Слайд 5Нанесение покрытий методом PVD проводится при температуре до 450°С, что практически не
Нанесение покрытий методом PVD проводится при температуре до 450°С, что практически не
Слайд 7PVD-процессы проводят в вакууме или в атмосфере рабочего газа при достаточно низком
PVD-процессы проводят в вакууме или в атмосфере рабочего газа при достаточно низком
Слайд 9Для равномерного нанесения покрытия необходимо систематизированное движение материала или применение нескольких, определенным
Для равномерного нанесения покрытия необходимо систематизированное движение материала или применение нескольких, определенным
Слайд 10Основными факторами, определяющими качество покрытия, нанесенного методом физического осаждения, являются чистота исходных
Основными факторами, определяющими качество покрытия, нанесенного методом физического осаждения, являются чистота исходных
Слайд 11 При методе PVD имеют место сжимающие напряжения, а при методе CVD – растягивающие.
При методе PVD имеют место сжимающие напряжения, а при методе CVD – растягивающие.
Слайд 12Их можно разделить на две большие группы – процессы испарения и распыления.
Их можно разделить на две большие группы – процессы испарения и распыления.
Слайд 13Распыление бывает диодное или магнетронное, при постоянном токе или токе высокой частоты,
Распыление бывает диодное или магнетронное, при постоянном токе или токе высокой частоты,
Слайд 14При использовании дугового испарения зажигается электрическая дуга В англоязычной литературе метод носит
При использовании дугового испарения зажигается электрическая дуга В англоязычной литературе метод носит
Слайд 15Дуги осаждения покрытия машина.
Дуги осаждения покрытия машина.

Слайд 16PVD покрытие оборудование физического осаждения.
PVD покрытие оборудование физического осаждения.

 Техника Победы. Автомобиль ГАЗ – ММ-В (полуторка)
Техника Победы. Автомобиль ГАЗ – ММ-В (полуторка) Презентация "Электрические явления" - скачать
Презентация "Электрические явления" - скачать Презентация на тему Гидроэлектростанций (ГЭС)
Презентация на тему Гидроэлектростанций (ГЭС)  Баллистическое движение
Баллистическое движение Термометр Галілея
Термометр Галілея Явление электромагнитной индукции
Явление электромагнитной индукции Строение атома. Опыт Резерфорда
Строение атома. Опыт Резерфорда Безопасный лифт
Безопасный лифт Законы Ньютона
Законы Ньютона Презентация на тему Реактивное движение ракеты
Презентация на тему Реактивное движение ракеты  Квантовая природа излучения. Лекция 11
Квантовая природа излучения. Лекция 11 Электричество и магнетизм
Электричество и магнетизм I закон термодинамики
I закон термодинамики Вага тіла. Вага тіла, що рухається з прискоренням. Невагомість. Перевантаження
Вага тіла. Вага тіла, що рухається з прискоренням. Невагомість. Перевантаження Обратимые и необратимые термодинамические процессы. (Лекция 8)
Обратимые и необратимые термодинамические процессы. (Лекция 8) Равноускоренное движение
Равноускоренное движение Презентация на тему Влияние магнитных полей на живые организмы
Презентация на тему Влияние магнитных полей на живые организмы  Сила упругости. Условие возникновения силы упругости - деформация
Сила упругости. Условие возникновения силы упругости - деформация Тепловизионный мониторинг памятников архитектуры на примере г.Выборга
Тепловизионный мониторинг памятников архитектуры на примере г.Выборга Как работают солнечные панели
Как работают солнечные панели Механические передачи. Общие понятия о цилиндрических передачах. Лекция №2
Механические передачи. Общие понятия о цилиндрических передачах. Лекция №2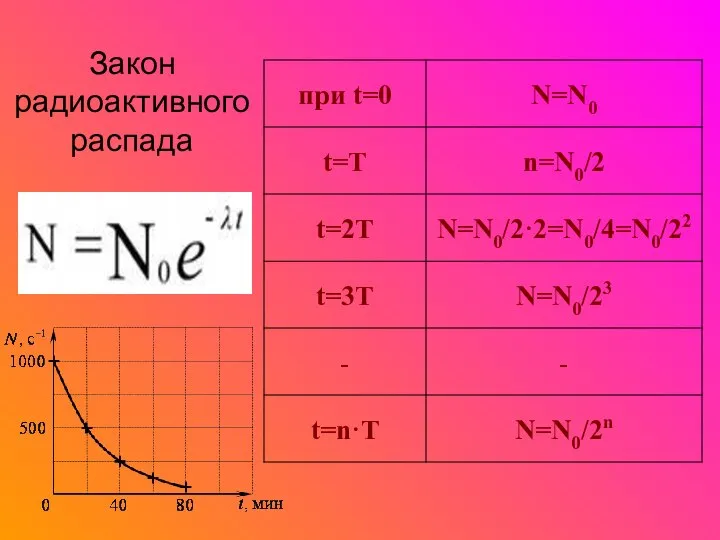 Закон радиоактивного распада
Закон радиоактивного распада Молекулярная физика. Часть 2
Молекулярная физика. Часть 2 Свинцово-кислотные аккумуляторы
Свинцово-кислотные аккумуляторы Основа классической динамики – три закона Ньютона (1686 год)
Основа классической динамики – три закона Ньютона (1686 год) Первый закон Ньютона
Первый закон Ньютона Радиоактивные превращения атомных ядер
Радиоактивные превращения атомных ядер Презентация по физике "Архимедова сила" -
Презентация по физике "Архимедова сила" -