- Шпоночное соединение

Содержание
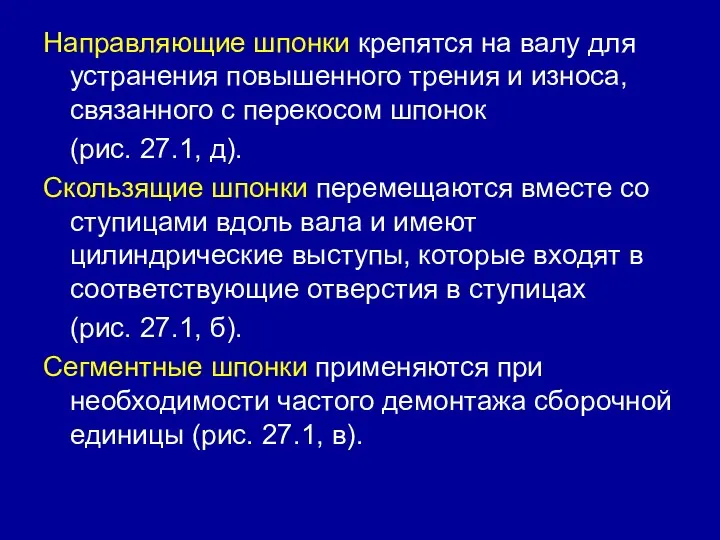
- 2. Направляющие шпонки крепятся на валу для устранения повышенного трения и износа, связанного с перекосом шпонок (рис.
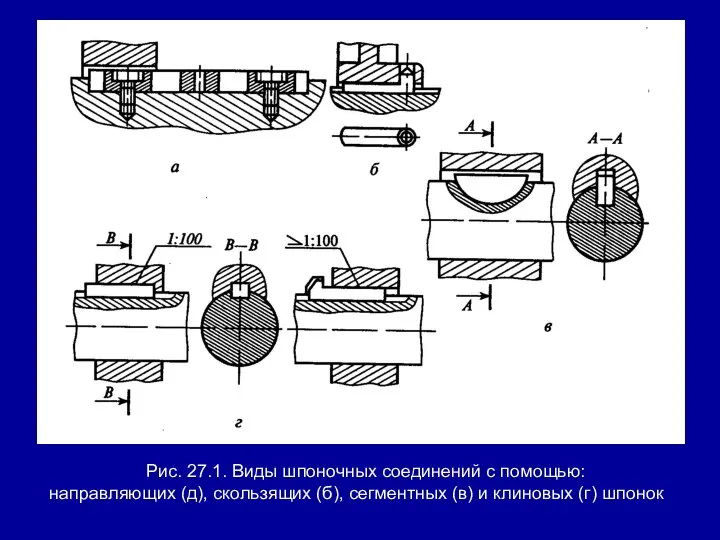
- 3. Рис. 27.1. Виды шпоночных соединений с помощью: направляющих (д), скользящих (б), сегментных (в) и клиновых (г)
- 4. Клиновые шпонки способны передавать не только крутящий момент, но и осевое усилие (рис. 27.1, г). Однако
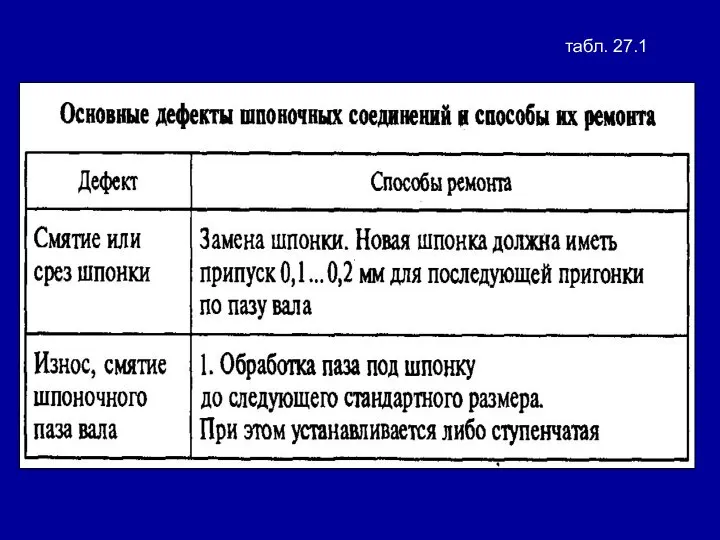
- 5. табл. 27.1
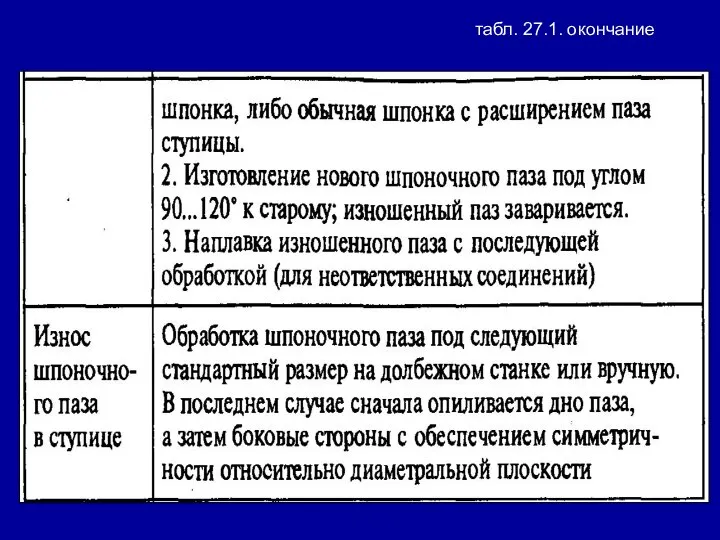
- 6. табл. 27.1. окончание
- 7. 27.2. Способы восстановления шпоночных пазов (рис. 27.2). При большом износе шпоночный паз ремонтируют наваркой грани (рис.
- 8. Возможен и такой вид ремонта: паз расширяют и углубляют, полностью устраняя следы износа, а затем к
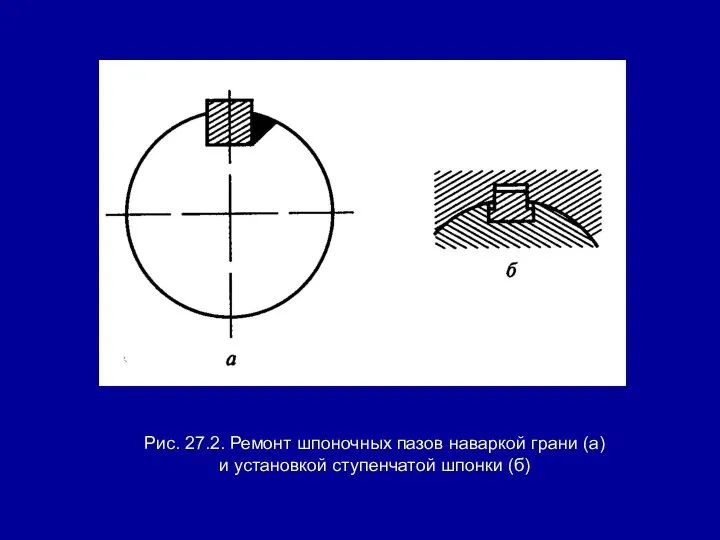
- 9. Рис. 27.2. Ремонт шпоночных пазов наваркой грани (а) и установкой ступенчатой шпонки (б)
- 10. Когда на чертеже нет указаний о фиксированном положении шпоночного паза, допускают изготовление его заново на другом
- 11. Исключение составляют клиновые шпонки: их загоняют в паз ударом молотка так, чтобы они заклинились по высоте.
- 12. Когда он своим концом упрется в вал, его продолжают вращать, и шпонка при этом выходит из
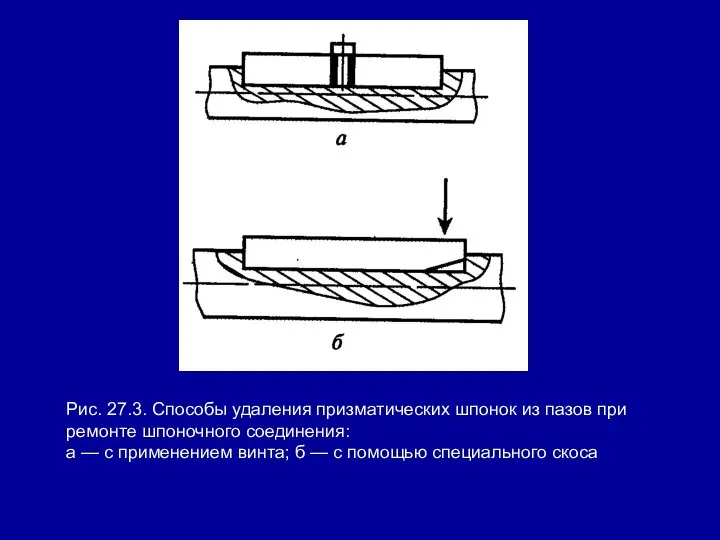
- 13. Рис. 27.3. Способы удаления призматических шпонок из пазов при ремонте шпоночного соединения: а — с применением
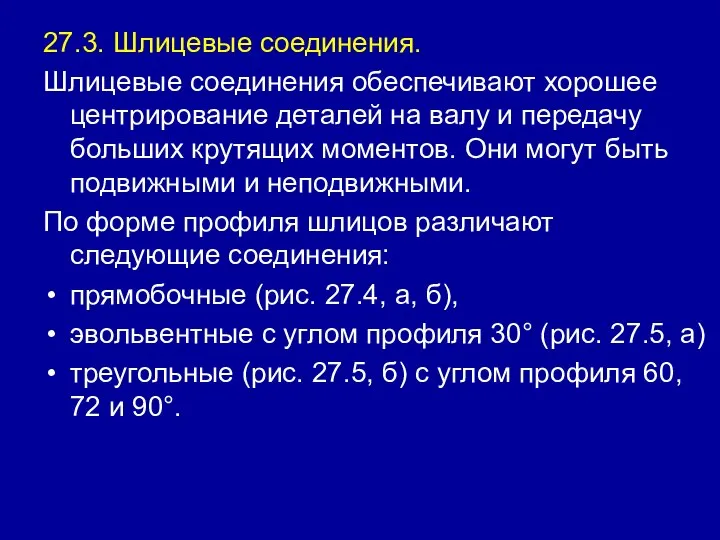
- 14. 27.3. Шлицевые соединения. Шлицевые соединения обеспечивают хорошее центрирование деталей на валу и передачу больших крутящих моментов.
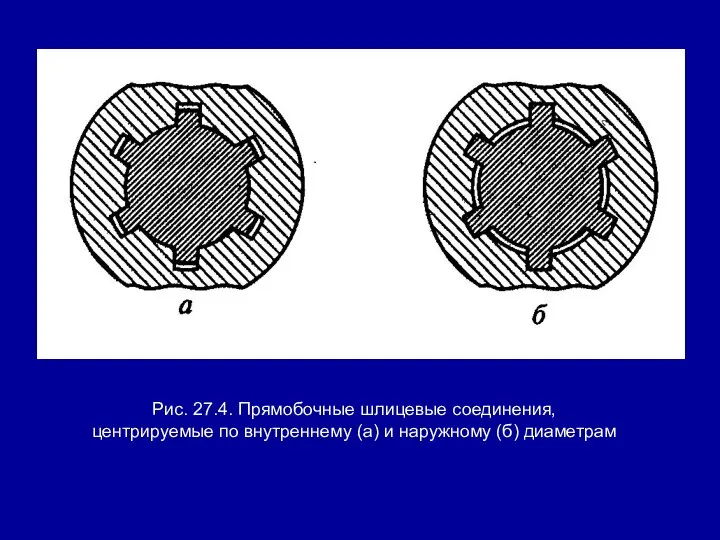
- 15. Рис. 27.4. Прямобочные шлицевые соединения, центрируемые по внутреннему (а) и наружному (б) диаметрам
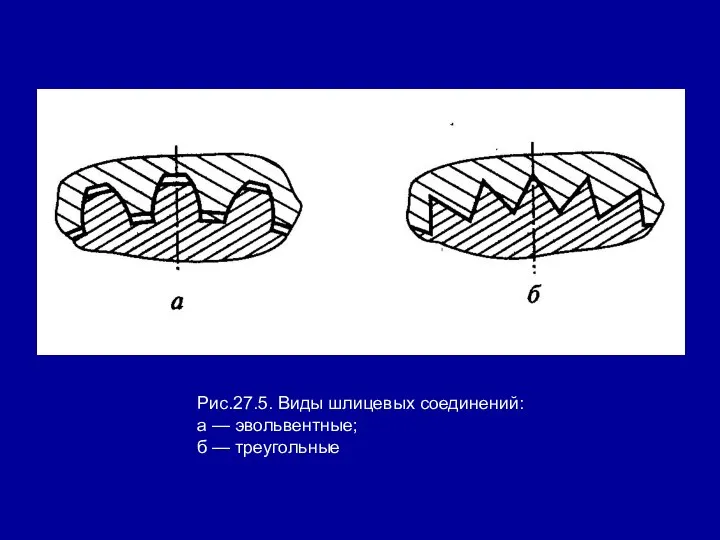
- 16. Рис.27.5. Виды шлицевых соединений: а — эвольвентные; б — треугольные
- 17. 27.4. Ремонт шлицевых соединений. Шлицы вала можно ремонтировать с помощью раздачи зубьев, когда шлицевое соединение центрируется
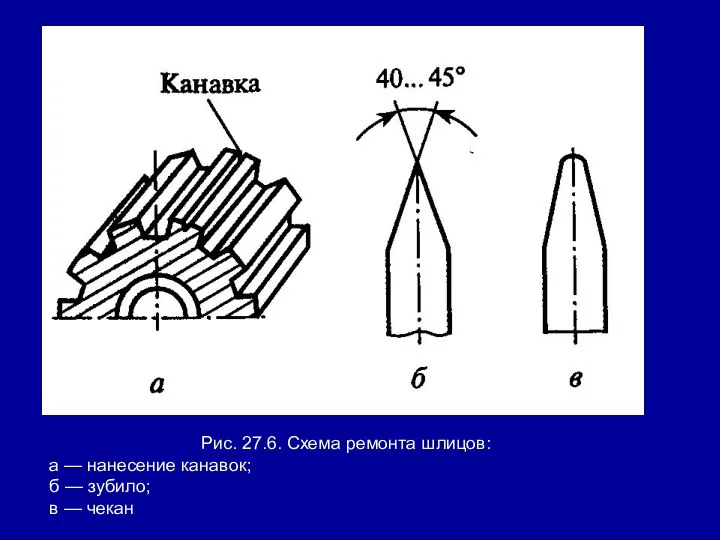
- 18. Для этого вдоль шлицов наносят по одной продольной риске, затем вдоль рисок вырубают канавки (рис. 27.6,
- 19. Рис. 27.6. Схема ремонта шлицов: а — нанесение канавок; б — зубило; в — чекан
- 20. Суппортом станка подводят ролик, вдавливают в тело зуба и осуществляют несколько рабочих ходов по одной канавке.
- 21. После раздачи зубьев шлицевое отверстие калибруют шлицевой протяжкой, удаляя при этом выдавленный металл и придавая детали
- 23. Скачать презентацию
Слайд 3Рис. 27.1. Виды шпоночных соединений с помощью:
направляющих (д), скользящих (б), сегментных
Рис. 27.1. Виды шпоночных соединений с помощью:
направляющих (д), скользящих (б), сегментных
Слайд 4Клиновые шпонки способны передавать не только крутящий момент, но и осевое усилие
Клиновые шпонки способны передавать не только крутящий момент, но и осевое усилие
Слайд 5табл. 27.1
табл. 27.1
Слайд 6табл. 27.1. окончание
табл. 27.1. окончание
Слайд 727.2. Способы восстановления шпоночных пазов (рис. 27.2).
При большом износе шпоночный паз
27.2. Способы восстановления шпоночных пазов (рис. 27.2).
При большом износе шпоночный паз
Слайд 8Возможен и такой вид ремонта:
паз расширяют и углубляют, полностью устраняя следы
Возможен и такой вид ремонта:
паз расширяют и углубляют, полностью устраняя следы
Слайд 9Рис. 27.2. Ремонт шпоночных пазов наваркой грани (а)
и установкой ступенчатой шпонки
Рис. 27.2. Ремонт шпоночных пазов наваркой грани (а)
и установкой ступенчатой шпонки
Слайд 10Когда на чертеже нет указаний о фиксированном положении шпоночного паза, допускают изготовление
Когда на чертеже нет указаний о фиксированном положении шпоночного паза, допускают изготовление
Слайд 11Исключение составляют клиновые шпонки: их загоняют в паз ударом молотка так, чтобы
Исключение составляют клиновые шпонки: их загоняют в паз ударом молотка так, чтобы
Слайд 12Когда он своим концом упрется в вал, его продолжают вращать, и шпонка
Когда он своим концом упрется в вал, его продолжают вращать, и шпонка
Слайд 13Рис. 27.3. Способы удаления призматических шпонок из пазов при ремонте шпоночного соединения:
а
Рис. 27.3. Способы удаления призматических шпонок из пазов при ремонте шпоночного соединения:
а
Слайд 1427.3. Шлицевые соединения.
Шлицевые соединения обеспечивают хорошее центрирование деталей на валу и
27.3. Шлицевые соединения.
Шлицевые соединения обеспечивают хорошее центрирование деталей на валу и
Слайд 15Рис. 27.4. Прямобочные шлицевые соединения,
центрируемые по внутреннему (а) и наружному (б)
Рис. 27.4. Прямобочные шлицевые соединения,
центрируемые по внутреннему (а) и наружному (б)
Слайд 16Рис.27.5. Виды шлицевых соединений:
а — эвольвентные;
б — треугольные
Рис.27.5. Виды шлицевых соединений:
а — эвольвентные;
б — треугольные
Слайд 1727.4. Ремонт шлицевых соединений.
Шлицы вала можно ремонтировать с помощью раздачи зубьев, когда
27.4. Ремонт шлицевых соединений.
Шлицы вала можно ремонтировать с помощью раздачи зубьев, когда
Слайд 18Для этого вдоль шлицов наносят по одной продольной риске, затем вдоль рисок
Для этого вдоль шлицов наносят по одной продольной риске, затем вдоль рисок
Слайд 19Рис. 27.6. Схема ремонта шлицов:
а — нанесение канавок;
б — зубило;
в
Рис. 27.6. Схема ремонта шлицов:
а — нанесение канавок;
б — зубило;
в
Слайд 20Суппортом станка подводят ролик, вдавливают в тело зуба и осуществляют несколько рабочих
Суппортом станка подводят ролик, вдавливают в тело зуба и осуществляют несколько рабочих
Слайд 21После раздачи зубьев шлицевое отверстие калибруют шлицевой протяжкой, удаляя при этом выдавленный
После раздачи зубьев шлицевое отверстие калибруют шлицевой протяжкой, удаляя при этом выдавленный
 Валы и оси
Валы и оси лекция 2 Динамика. Сила. Работа. Энергия. Импульс. (2)
лекция 2 Динамика. Сила. Работа. Энергия. Импульс. (2) Голография и ее применение
Голография и ее применение Топология квантовой физики
Топология квантовой физики Структурные уровни организации материи. Тема 4
Структурные уровни организации материи. Тема 4 Презентация на тему Применение законов Ньютона
Презентация на тему Применение законов Ньютона  Неньютоновская жидкость
Неньютоновская жидкость Электромагнитные волны
Электромагнитные волны Измерение физических величин. 7 класс
Измерение физических величин. 7 класс Густина. Одиниці густини
Густина. Одиниці густини Параллельный перенос сил. Связи и их реакции. Уравнения равновесия
Параллельный перенос сил. Связи и их реакции. Уравнения равновесия Марковские процессы
Марковские процессы Теория относительности. (Лекция 1)
Теория относительности. (Лекция 1)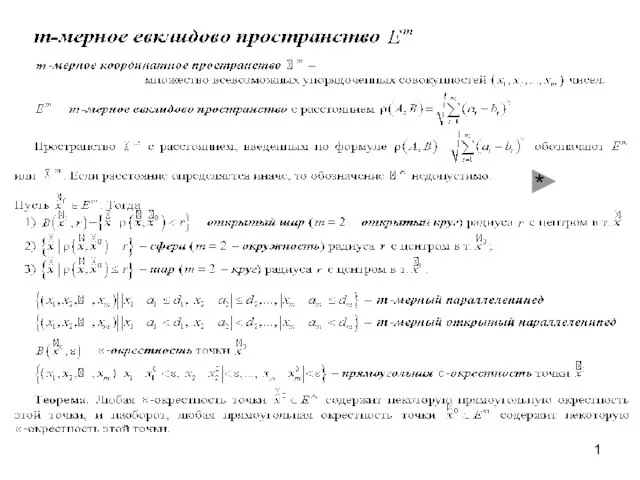 m-мерное евклидово пространство E m
m-мерное евклидово пространство E m Газовые законы
Газовые законы Методическая разработка по применению первого закона термодинамики к решению графических задач
Методическая разработка по применению первого закона термодинамики к решению графических задач Эпиграфы
Эпиграфы Насыщенный пар. Кипение. Влажность воздуха. Уроки физики в 10 классе
Насыщенный пар. Кипение. Влажность воздуха. Уроки физики в 10 классе Термометр Галілея
Термометр Галілея Режимы работы гидромуфты. Передаточное отношение и КПД гидромуфты
Режимы работы гидромуфты. Передаточное отношение и КПД гидромуфты Изменение агрегатных состояний вещества
Изменение агрегатных состояний вещества Реактивное движение. Ракеты
Реактивное движение. Ракеты Демонтаж тормозной системы автомобиля
Демонтаж тормозной системы автомобиля История создания автосцепки
История создания автосцепки Ядерные реакции
Ядерные реакции Определение удельной плотности и температуры растворов
Определение удельной плотности и температуры растворов Ньютон (урок физики в 10 классе)
Ньютон (урок физики в 10 классе) Биомехатронные системы. Лекция 1. Двойной маятник
Биомехатронные системы. Лекция 1. Двойной маятник