- Техническое обслуживание и ремонт подшипников электрических машин

Содержание
- 2. Подшипники - это технические устройства, являющиеся частью опор вращающихся осей и валов. подшипники скольжения, в которых
- 3. В электрических машинах малой и средней мощности применяют главным образом шариковые или роликовые подшипники качения, закрепляемые
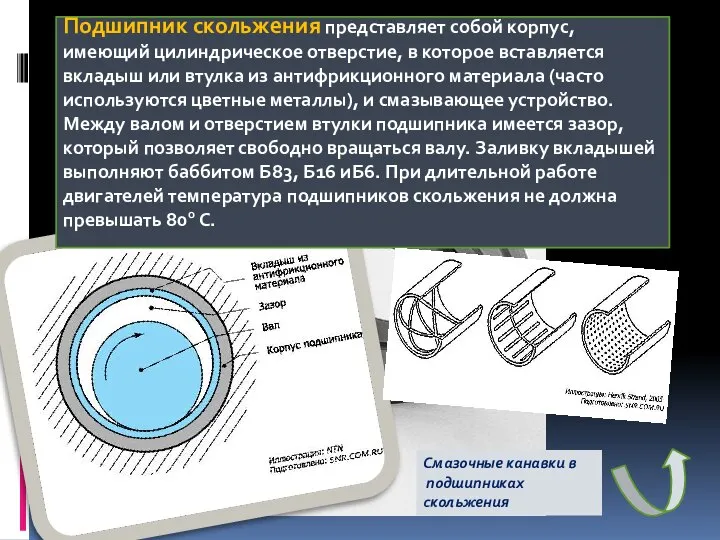
- 4. Подшипник скольжения представляет собой корпус, имеющий цилиндрическое отверстие, в которое вставляется вкладыш или втулка из антифрикционного
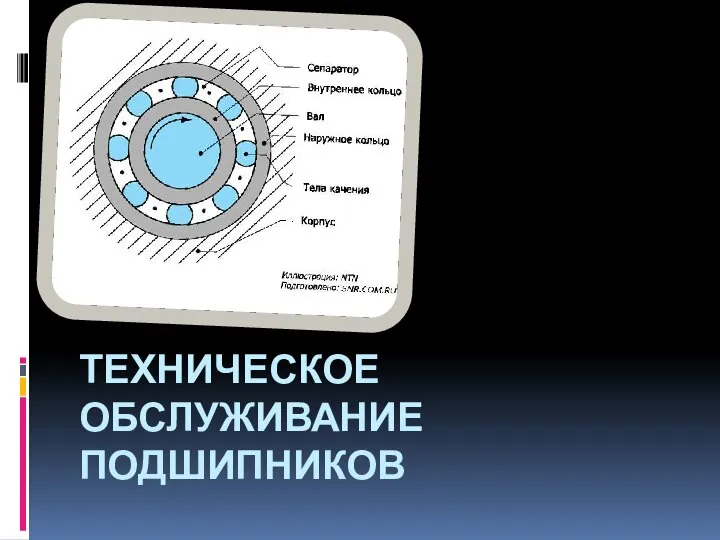
- 5. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ПОДШИПНИКОВ
- 6. При техническом обслуживании двигателя проверяют нагрев и вибрацию его подшипников, состояние и уровень масла, подработку подшипников.
- 7. На практике часто о степени нагрева судят на ощупь, прикасаясь рукой к корпусу и подшипниковому щиту.
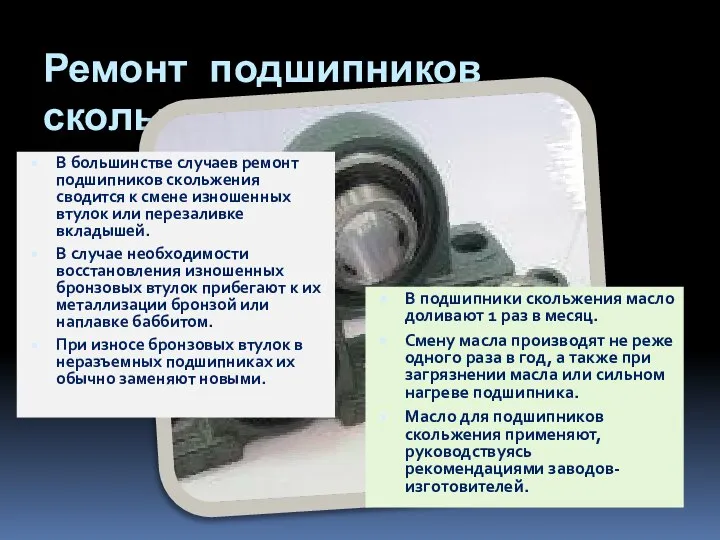
- 8. Уход за подшипниками сводится к периодическому их осмотру, промывке и смене смазки. Смену смазки и промывку
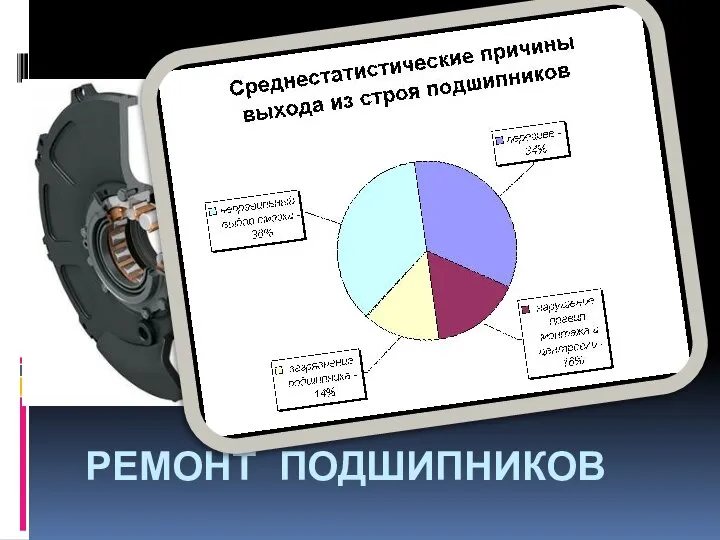
- 9. РЕМОНТ ПОДШИПНИКОВ
- 10. Подшипники — важнейшие детали всякой электрической машины. Работа подшипников происходит в тяжелых условиях вследствие перегревов, значительных
- 11. Наиболее частой причиной преждевременного износа и выхода из строя подшипников качения является их перегрузка. Подшипники качения
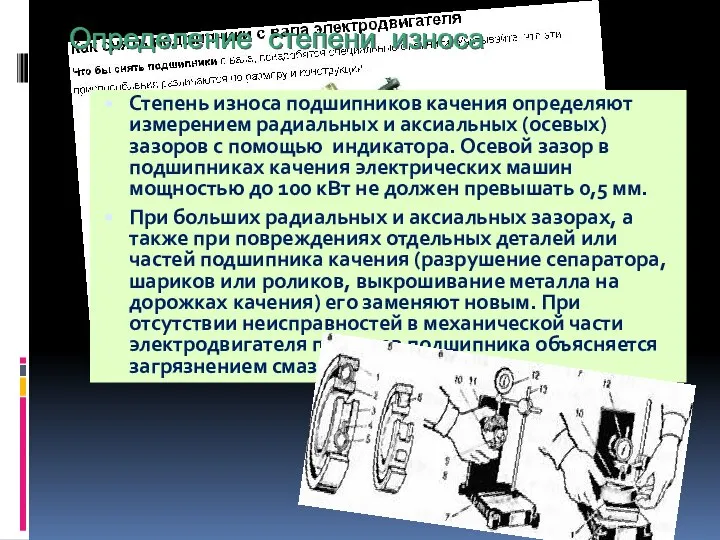
- 12. Определение степени износа Степень износа подшипников качения определяют измерением радиальных и аксиальных (осевых) зазоров с помощью
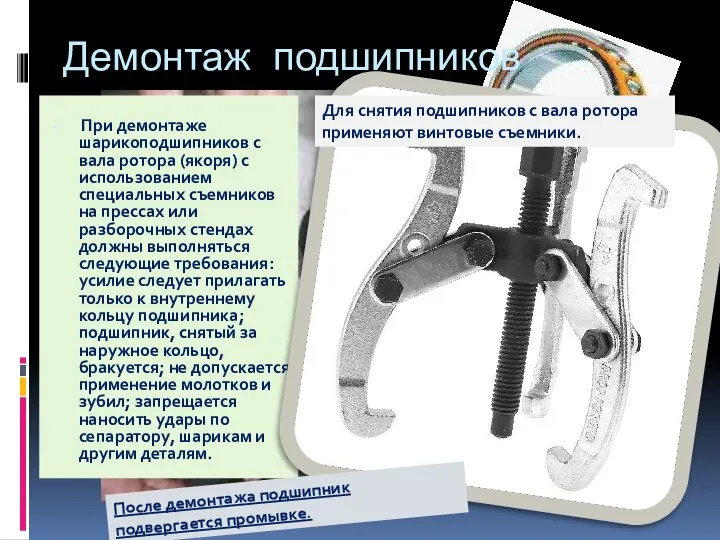
- 13. Демонтаж подшипников При демонтаже шарикоподшипников с вала ротора (якоря) с использованием специальных съемников на прессах или
- 14. Набор для запрессовки подшипников Контроль работоспособности подшипников
- 15. Отбраковка подшипников Демонтированные подшипники промываются в специальных растворах, осматриваются и контролируются с помощью специального инструмента. Подшипники,
- 16. Подшипники заменяют новыми и при наличии следующих неустранимых повреждений: -сколы или трещины на кольцах, сепараторах или
- 17. Ремонт подшипников скольжения В большинстве случаев ремонт подшипников скольжения сводится к смене изношенных втулок или перезаливке
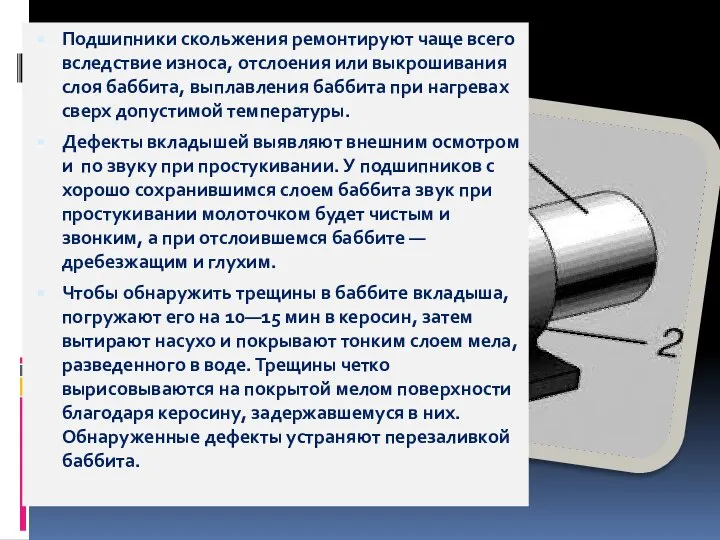
- 18. Подшипники скольжения ремонтируют чаще всего вследствие износа, отслоения или выкрошивания слоя баббита, выплавления баббита при нагревах
- 19. Ремонт подшипниковых щитов. Восстанавливать изношенные посадочные поверхности подшипниковых щитов чаще всего приходится в местах посадки подшипников
- 20. При проверке технического состояния корпуса, подшипниковых щитов электрических машин выполняют следующие операции: - внешний осмотр состояния
- 21. ТРЕБОВАНИЯ К РАБОЧЕМУ МЕСТУ
- 22. Как показывает практика, чистота и порядок в сборочном помещении оказывают прямое воздействие на долговечность подшипника. Отсюда
- 24. Скачать презентацию

Слайд 3В электрических машинах малой и средней мощности применяют главным образом шариковые или
В электрических машинах малой и средней мощности применяют главным образом шариковые или

Слайд 4Подшипник скольжения представляет собой корпус, имеющий цилиндрическое отверстие, в которое вставляется вкладыш или втулка
Подшипник скольжения представляет собой корпус, имеющий цилиндрическое отверстие, в которое вставляется вкладыш или втулка
Слайд 5ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ПОДШИПНИКОВ
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ПОДШИПНИКОВ
Слайд 6При техническом обслуживании двигателя проверяют нагрев и вибрацию его подшипников, состояние и
При техническом обслуживании двигателя проверяют нагрев и вибрацию его подшипников, состояние и
Слайд 7На практике часто о степени нагрева судят на ощупь, прикасаясь рукой к
На практике часто о степени нагрева судят на ощупь, прикасаясь рукой к
Слайд 8Уход за подшипниками сводится к периодическому их осмотру, промывке и смене смазки.
Смену
Уход за подшипниками сводится к периодическому их осмотру, промывке и смене смазки.
Смену
Слайд 9РЕМОНТ ПОДШИПНИКОВ
РЕМОНТ ПОДШИПНИКОВ
Слайд 10Подшипники — важнейшие детали всякой электрической машины. Работа подшипников происходит в тяжелых
Подшипники — важнейшие детали всякой электрической машины. Работа подшипников происходит в тяжелых
Слайд 11Наиболее частой причиной преждевременного износа и выхода из строя подшипников качения является
Наиболее частой причиной преждевременного износа и выхода из строя подшипников качения является
Слайд 12Определение степени износа
Степень износа подшипников качения определяют измерением радиальных и аксиальных (осевых)
Определение степени износа
Степень износа подшипников качения определяют измерением радиальных и аксиальных (осевых)
Слайд 13Демонтаж подшипников
При демонтаже шарикоподшипников с вала ротора (якоря) с использованием специальных съемников на
Демонтаж подшипников
При демонтаже шарикоподшипников с вала ротора (якоря) с использованием специальных съемников на
Слайд 14Набор для запрессовки подшипников
Контроль работоспособности
подшипников
Набор для запрессовки подшипников
Контроль работоспособности
подшипников

Слайд 15Отбраковка подшипников
Демонтированные подшипники промываются в специальных растворах, осматриваются и контролируются с помощью
Отбраковка подшипников
Демонтированные подшипники промываются в специальных растворах, осматриваются и контролируются с помощью
Слайд 16Подшипники заменяют новыми и при наличии следующих неустранимых повреждений:
-сколы или трещины на
Подшипники заменяют новыми и при наличии следующих неустранимых повреждений: -сколы или трещины на
Слайд 17Ремонт подшипников скольжения
В большинстве случаев ремонт подшипников скольжения сводится к смене изношенных
Ремонт подшипников скольжения
В большинстве случаев ремонт подшипников скольжения сводится к смене изношенных
Слайд 18Подшипники скольжения ремонтируют чаще всего вследствие износа, отслоения или выкрошивания слоя баббита,
Подшипники скольжения ремонтируют чаще всего вследствие износа, отслоения или выкрошивания слоя баббита,
Слайд 19Ремонт подшипниковых щитов.
Восстанавливать изношенные посадочные поверхности подшипниковых щитов чаще всего приходится в
Ремонт подшипниковых щитов.
Восстанавливать изношенные посадочные поверхности подшипниковых щитов чаще всего приходится в

Слайд 20При проверке технического состояния корпуса, подшипниковых щитов электрических машин выполняют следующие операции:
-
При проверке технического состояния корпуса, подшипниковых щитов электрических машин выполняют следующие операции:
-
Слайд 21ТРЕБОВАНИЯ К РАБОЧЕМУ МЕСТУ
ТРЕБОВАНИЯ К РАБОЧЕМУ МЕСТУ

Слайд 22Как показывает практика, чистота и порядок в сборочном помещении оказывают прямое воздействие
Как показывает практика, чистота и порядок в сборочном помещении оказывают прямое воздействие
 рух по колу
рух по колу Место доказательств в научном познании
Место доказательств в научном познании Полупроводники
Полупроводники Устранение несоответствия по контакту жгута проводов двигателя о кромку площадки АКБ на а/м LADA XRAY с двигателями ВАЗ
Устранение несоответствия по контакту жгута проводов двигателя о кромку площадки АКБ на а/м LADA XRAY с двигателями ВАЗ Путешествие по океану Знаний
Путешествие по океану Знаний Электричество и магнетизм. Курс лекций
Электричество и магнетизм. Курс лекций Методы, основанные на индуцированном переходе из одной фазы в другую через разделяющую их третью фазу. (Лекция 7)
Методы, основанные на индуцированном переходе из одной фазы в другую через разделяющую их третью фазу. (Лекция 7) ИГЭС2 семестр Колебания лекция 1
ИГЭС2 семестр Колебания лекция 1 Механические колебания и волны. Решение задач. 11 класс
Механические колебания и волны. Решение задач. 11 класс Измерение физических величин
Измерение физических величин Реактивное движение. Ракеты
Реактивное движение. Ракеты Решение задач по теме Закон всемирного тяготения
Решение задач по теме Закон всемирного тяготения Невидимая сила
Невидимая сила Резисторы и Реостаты. Занятие 7
Резисторы и Реостаты. Занятие 7 Обработка деталей на оборудовании с ЧПУ
Обработка деталей на оборудовании с ЧПУ Открытия Ломоносова в области физики
Открытия Ломоносова в области физики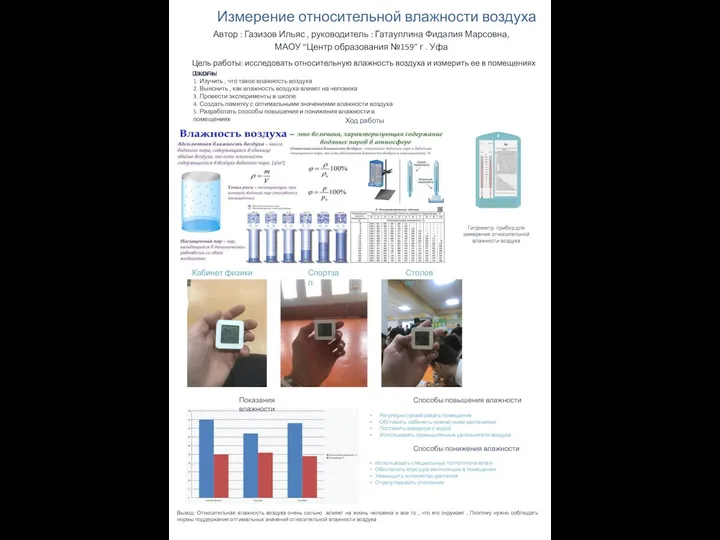 Измерение относительной влажности воздуха
Измерение относительной влажности воздуха Волновая теория Эллиотта
Волновая теория Эллиотта Строение атомов химических элементов
Строение атомов химических элементов Ультрофеолетовые волны
Ультрофеолетовые волны Основные характеристики гребных винтов
Основные характеристики гребных винтов Судың физикалық қасиеттері
Судың физикалық қасиеттері Источники света. Прямолинейное распространение света,
Источники света. Прямолинейное распространение света, Вещества в электрическом поле
Вещества в электрическом поле Урок 21+ Розв'язування задач
Урок 21+ Розв'язування задач Разработка системы управления узлом подготовки реакционной смеси с применением САР соотношения расходов
Разработка системы управления узлом подготовки реакционной смеси с применением САР соотношения расходов Вольфрам
Вольфрам Презентация на тему Сила упругости
Презентация на тему Сила упругости