- Технологический процесс монтажа устройства для формовки протектора

Содержание
- 2. Устройство для формовки протектора состоит из: В технологическом потоке осуществляют 100% -ный контроль диэлектрической сплошности покрытия
- 3. Техническая характеристика: Усилие гибки профиля- 200кг Скорость гибки – 0,54м/сек Мощность электродвигателя- 3,5квт Число оборотов- 1000об/мин
- 4. Монтажная площадка, её оснащённость: Монтажная площадка должна иметь спланированную территорию для укрупнительной сборки узлов конструкций и
- 5. Приемка фундаментов: Оборудование устанавливается в основном двумя способами: - непосредственно на фундамент или бетонную подливку на
- 6. Выбор метода и способа монтажа: Выбор вида поставки оборудования, способов его доставки и установки на место
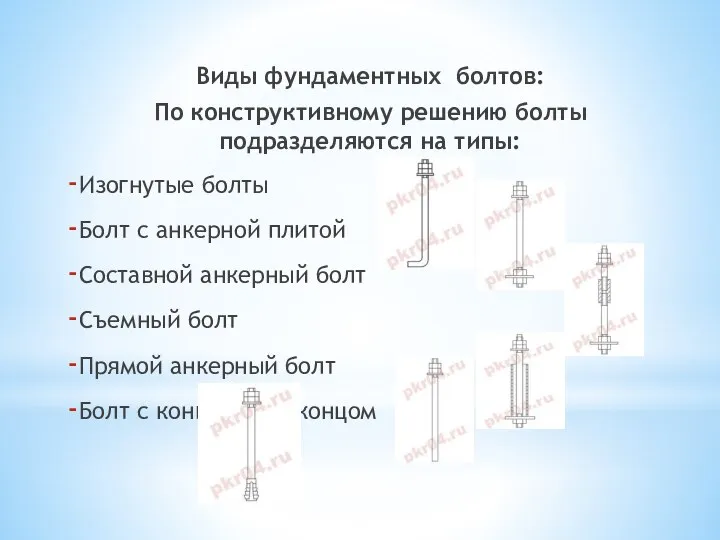
- 7. Виды фундаментных болтов: По конструктивному решению болты подразделяются на типы: Изогнутые болты Болт с анкерной плитой
- 8. Расчет фундамента оборудования: Масса фундамента- 1784,4 кг Объем фундамента- 0,89 м3 Длина L и ширина B
- 9. Расчет необходимого количества зажимов для крепления концов канатов: Количество зажимов – 4 Расстояние между зажимами- 81
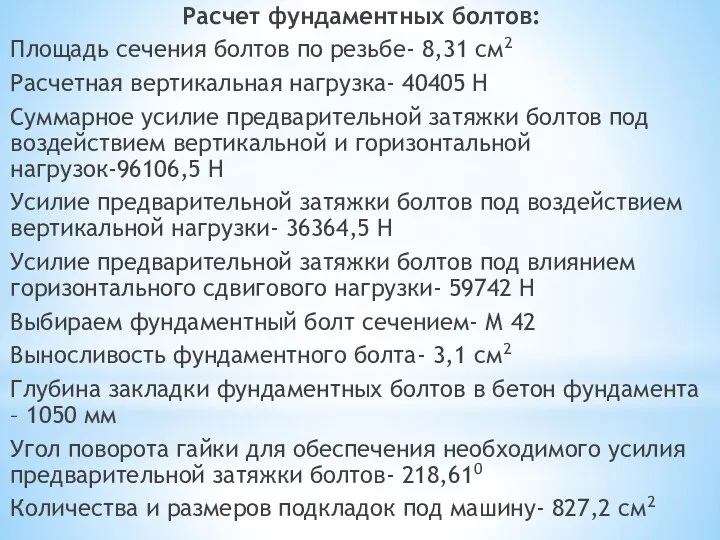
- 10. Расчет фундаментных болтов: Площадь сечения болтов по резьбе- 8,31 см2 Расчетная вертикальная нагрузка- 40405 Н Суммарное
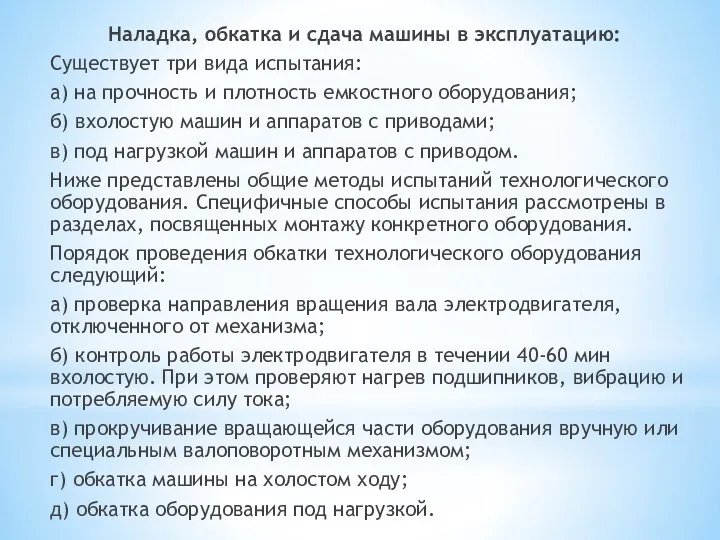
- 11. Наладка, обкатка и сдача машины в эксплуатацию: Существует три вида испытания: а) на прочность и плотность
- 13. Скачать презентацию
Слайд 2Устройство для формовки протектора состоит из:
В технологическом потоке осуществляют 100% -ный контроль
Устройство для формовки протектора состоит из:
В технологическом потоке осуществляют 100% -ный контроль
Слайд 3Техническая характеристика:
Усилие гибки профиля- 200кг
Скорость гибки – 0,54м/сек
Мощность электродвигателя- 3,5квт
Число оборотов- 1000об/мин
Передаточное
Техническая характеристика:
Усилие гибки профиля- 200кг
Скорость гибки – 0,54м/сек
Мощность электродвигателя- 3,5квт
Число оборотов- 1000об/мин
Передаточное
Слайд 4Монтажная площадка, её оснащённость:
Монтажная площадка должна иметь спланированную территорию для укрупнительной сборки
Монтажная площадка, её оснащённость:
Монтажная площадка должна иметь спланированную территорию для укрупнительной сборки
Слайд 5Приемка фундаментов:
Оборудование устанавливается в основном двумя способами:
- непосредственно на фундамент или бетонную
Приемка фундаментов:
Оборудование устанавливается в основном двумя способами:
- непосредственно на фундамент или бетонную
Слайд 6Выбор метода и способа монтажа:
Выбор вида поставки оборудования, способов его доставки и
Выбор метода и способа монтажа:
Выбор вида поставки оборудования, способов его доставки и
Слайд 7Виды фундаментных болтов:
По конструктивному решению болты подразделяются на типы:
Изогнутые болты
Болт с анкерной
Виды фундаментных болтов:
По конструктивному решению болты подразделяются на типы:
Изогнутые болты
Болт с анкерной
Слайд 8Расчет фундамента оборудования:
Масса фундамента- 1784,4 кг
Объем фундамента- 0,89 м3
Длина L и
Расчет фундамента оборудования:
Масса фундамента- 1784,4 кг
Объем фундамента- 0,89 м3
Длина L и
Слайд 9Расчет необходимого количества зажимов для крепления концов канатов:
Количество зажимов – 4
Расстояние между
Расчет необходимого количества зажимов для крепления концов канатов:
Количество зажимов – 4
Расстояние между
Слайд 10Расчет фундаментных болтов:
Площадь сечения болтов по резьбе- 8,31 см2
Расчетная вертикальная нагрузка- 40405
Расчет фундаментных болтов:
Площадь сечения болтов по резьбе- 8,31 см2
Расчетная вертикальная нагрузка- 40405
Слайд 11Наладка, обкатка и сдача машины в эксплуатацию:
Существует три вида испытания:
а) на прочность
Наладка, обкатка и сдача машины в эксплуатацию:
Существует три вида испытания:
а) на прочность
 Исполнительные механизмы автомобиля
Исполнительные механизмы автомобиля Свойства жидкости
Свойства жидкости Презентация на тему Единицы массы
Презентация на тему Единицы массы  Оптическое просветление биотканей
Оптическое просветление биотканей Тренажер. Газовые законы
Тренажер. Газовые законы Понятия релятивистской динамики - масса, импульс. Закон взаимодействия массы и энергии. Связь между импульсом и энергией тела
Понятия релятивистской динамики - масса, импульс. Закон взаимодействия массы и энергии. Связь между импульсом и энергией тела Трехфазный переменный ток
Трехфазный переменный ток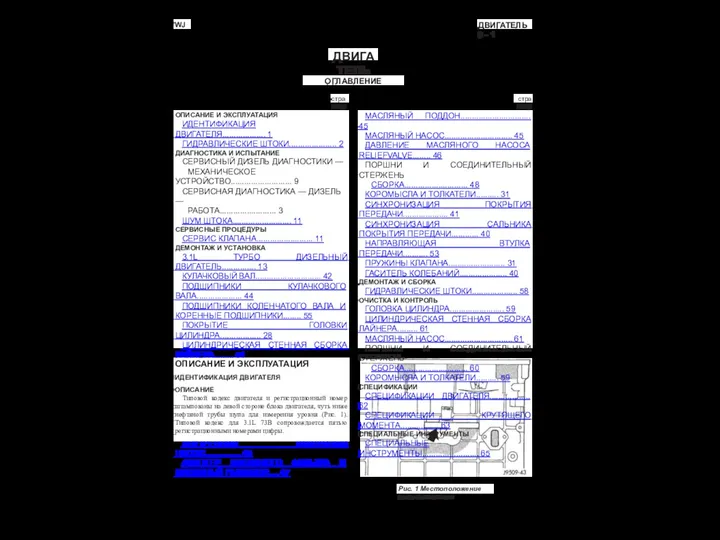 Двигатели WJ. Описание и эксплуатация идентификация двигателей
Двигатели WJ. Описание и эксплуатация идентификация двигателей Затухающие и вынужденные колебания. Дифференциальное уравнение колебаний. Явление резонанса
Затухающие и вынужденные колебания. Дифференциальное уравнение колебаний. Явление резонанса Основи термодинаміки
Основи термодинаміки Закон Кулона – основной закон электростатики
Закон Кулона – основной закон электростатики Меры времени, длины, тяжести
Меры времени, длины, тяжести Силовое действие магнитного поля
Силовое действие магнитного поля Физика в нашем доме. Принцип работы микроволновой (СВЧ) печи
Физика в нашем доме. Принцип работы микроволновой (СВЧ) печи Термодинамика. Внутренняя энергия
Термодинамика. Внутренняя энергия Переменные токи
Переменные токи Молния
Молния Решение задач по теме Закон Кулона
Решение задач по теме Закон Кулона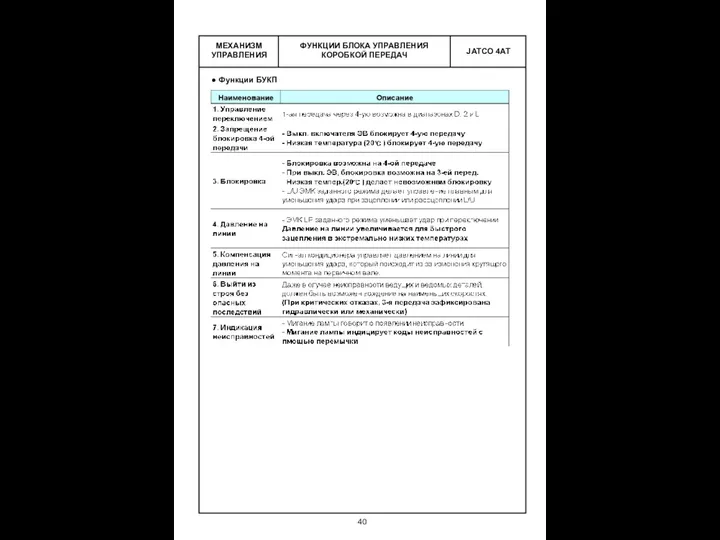 Механизм управления. Функции блока управления коробкой передач
Механизм управления. Функции блока управления коробкой передач Равномерность хода двигателя. Лекция №5б
Равномерность хода двигателя. Лекция №5б Презентация на тему Новые преобразования для теории относительности
Презентация на тему Новые преобразования для теории относительности 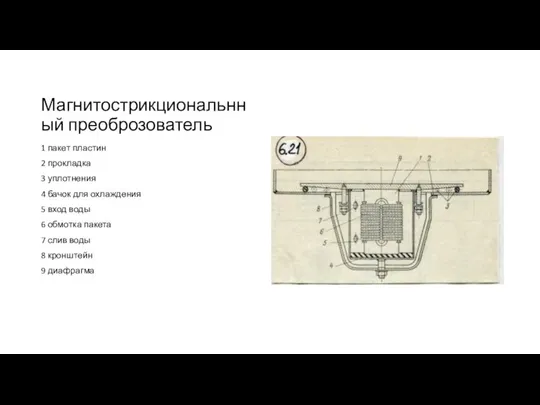 Магнитострикциональнный преоброзователь
Магнитострикциональнный преоброзователь Расчет стабилизированного источника питания
Расчет стабилизированного источника питания Радиоактивность
Радиоактивность prezik_22
prezik_22 Атомное ядро
Атомное ядро Устройство ведущего моста трактора ДТ-75
Устройство ведущего моста трактора ДТ-75 Распределение Максвелла. Практическое занятие
Распределение Максвелла. Практическое занятие