- Технология ручной обработки металлов и искусственных материалов

Содержание
- 2. Цель: ознакомить воспитанников с видами и назначением напильников.
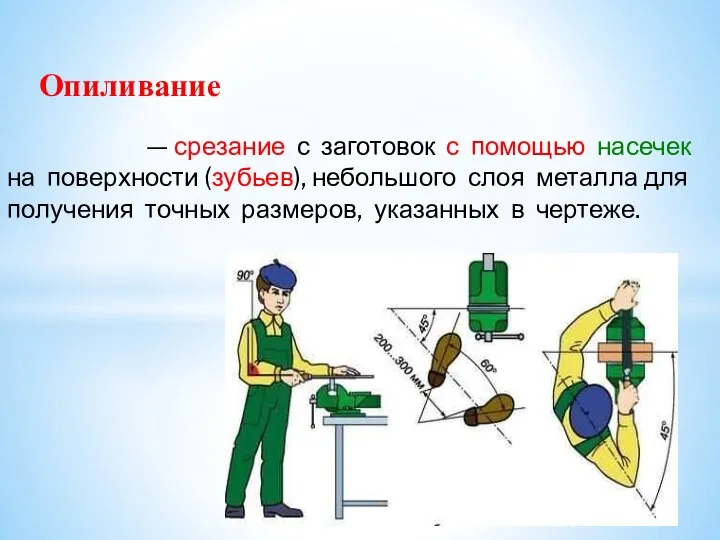
- 3. Опиливание — срезание с заготовок с помощью насечек на поверхности (зубьев), небольшого слоя металла для получения
- 4. Напильник –ручной режущий инструмент, определенного профиля в виде металлического стержня с насечкой (зубьями) на рабочей части
- 5. 7. Носок 6. Грань 5. Ребро 4. Пятка 2. Кольцо 3. Хвостовик 1. Ручка Устройство напильника
- 6. Форма поперечного сечения напильников: Трехгранные Круглые Плоские Квадратные Полукруглые Ромбические Ножовочные
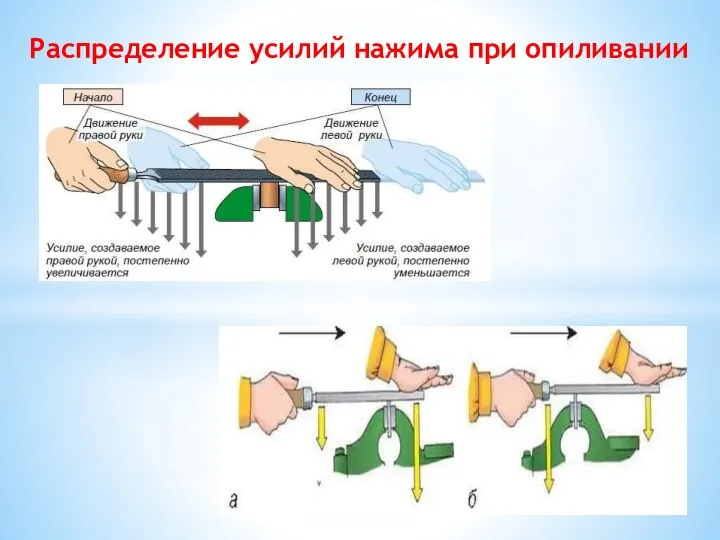
- 7. Распределение усилий нажима при опиливании
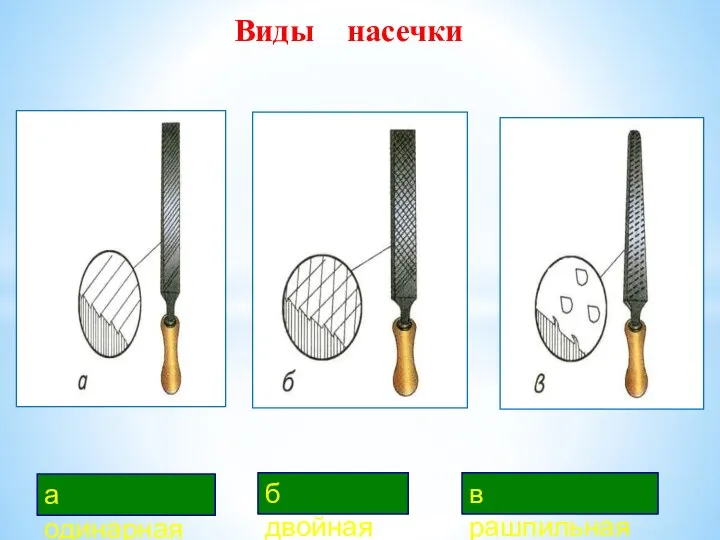
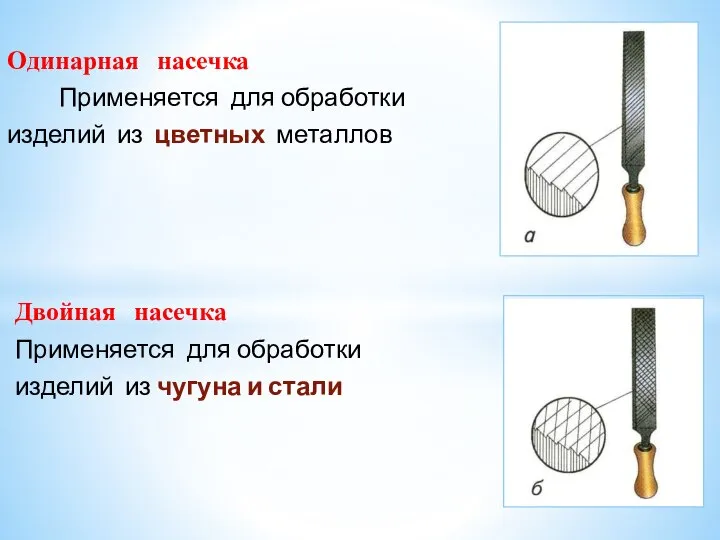
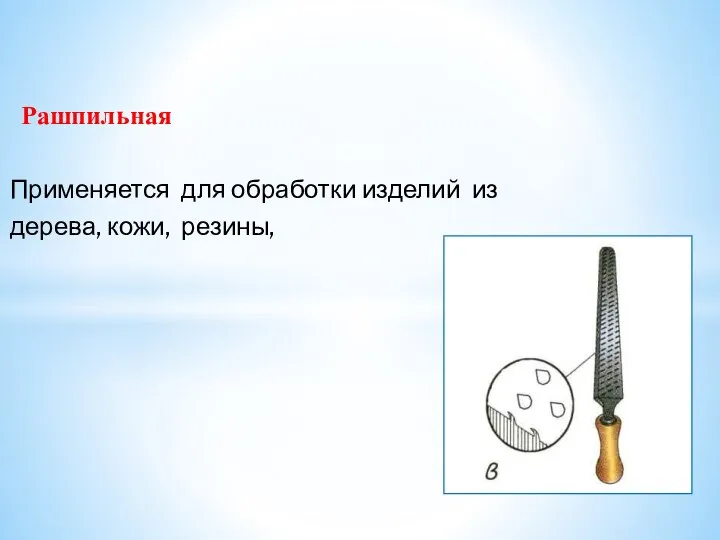
- 8. Виды насечки а одинарная б двойная в рашпильная
- 9. Двойная насечка Применяется для обработки изделий из чугуна и стали Одинарная насечка Применяется для обработки изделий
- 10. Рашпильная Применяется для обработки изделий из дерева, кожи, резины,
- 11. Промышленность выпускает напильники : 0, 1 - Драчёвые 2, 3 – Личные 4, 5 - Бархатные
- 12. Толщина снимаемого слоя металла за один ход– 0,2…0,5 мм Их применяют для 0 и 1 –
- 13. . 2 и 3 – Личные – средняя насечка (13–26 зубьев на 10 мм. длины) Толщина
- 14. Снимают слой металла толщиной 0,005…0,01 мм. 4 и 5 – Бархатные - очень мелкая насечка (42–80
- 15. . Напильники бывают разной длины: от 100 до 400 мм. При опиливании выбирают напильник на 150
- 16. Надфиль — маленький напильник для обработки мелких деталей (в труднодоступных местах)
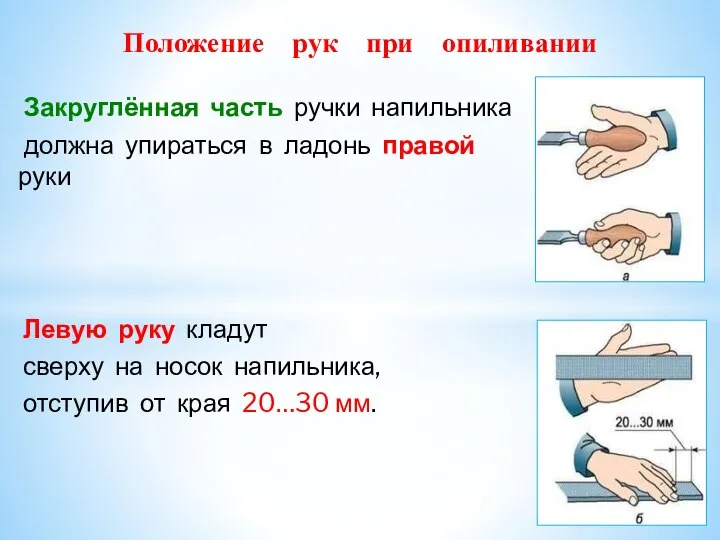
- 17. Положение рук при опиливании Закруглённая часть ручки напильника должна упираться в ладонь правой руки Левую руку
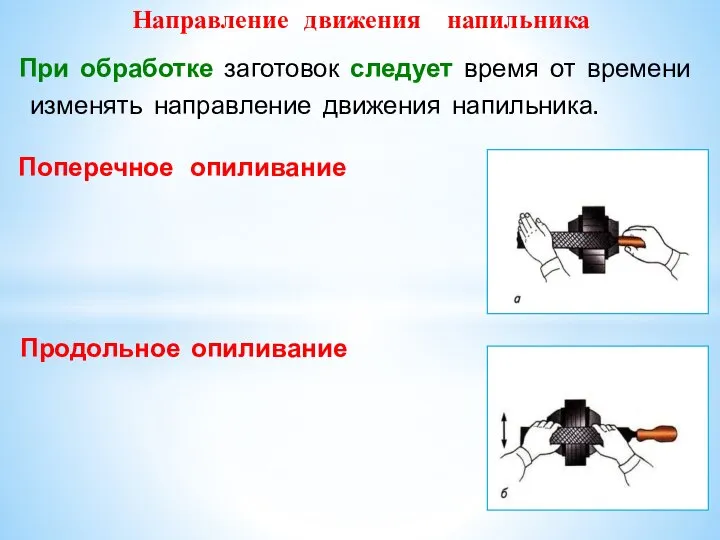
- 18. Направление движения напильника При обработке заготовок следует время от времени изменять направление движения напильника. Поперечное опиливание
- 19. Направление движения напильника Круговое опиливание Перекрестное опиливание
- 20. плоскими напильниками вдоль и поперек выпуклости. Выпуклые поверхности обрабатывают Вогнутые поверхности обрабатывают круглыми и полукруглыми напильниками.
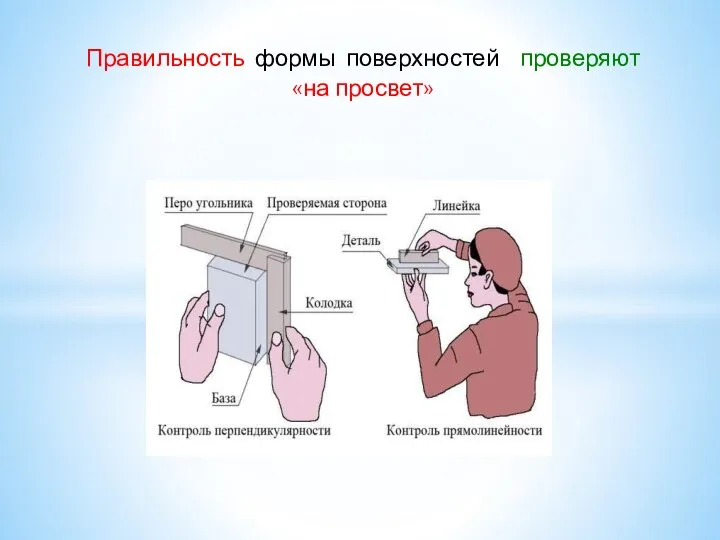
- 21. Правильность формы поверхностей проверяют «на просвет»
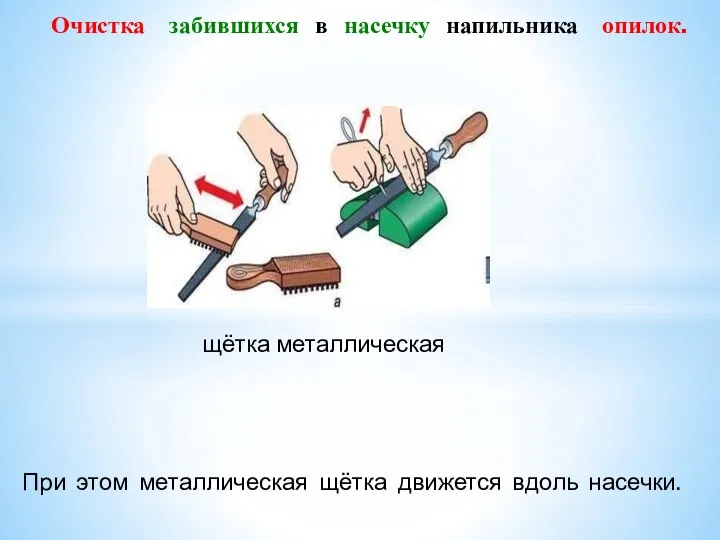
- 22. Очистка забившихся в насечку напильника опилок. При этом металлическая щётка движется вдоль насечки. щётка металлическая
- 23. 1. Храните напильники на подкладках из мягких материалов. 2. Оберегайте их от попадания воды и масла.
- 25. Скачать презентацию
Слайд 3 Опиливание
— срезание с заготовок с помощью насечек на поверхности
Опиливание
— срезание с заготовок с помощью насечек на поверхности
Слайд 4 Напильник –ручной режущий инструмент,
определенного профиля
в виде металлического стержня
Напильник –ручной режущий инструмент,
определенного профиля
в виде металлического стержня

Слайд 5 7. Носок
6. Грань
5. Ребро
4. Пятка
2. Кольцо
3.
7. Носок
6. Грань
5. Ребро
4. Пятка
2. Кольцо
3.

Слайд 6Форма поперечного сечения напильников:
Трехгранные
Круглые
Плоские
Квадратные
Полукруглые
Ромбические
Ножовочные
Форма поперечного сечения напильников:
Трехгранные
Круглые
Плоские
Квадратные
Полукруглые
Ромбические
Ножовочные

Слайд 7Распределение усилий нажима при опиливании
Распределение усилий нажима при опиливании
Слайд 8Виды насечки
а одинарная
б двойная
в рашпильная
Виды насечки
а одинарная
б двойная
в рашпильная
Слайд 9 Двойная насечка
Применяется для обработки
изделий из чугуна и стали
Двойная насечка
Применяется для обработки
изделий из чугуна и стали
Слайд 10 Рашпильная
Применяется для обработки изделий из
дерева, кожи, резины,
Рашпильная
Применяется для обработки изделий из
дерева, кожи, резины,
Слайд 11Промышленность выпускает напильники :
0, 1 - Драчёвые
2, 3 – Личные
4,
Промышленность выпускает напильники :
0, 1 - Драчёвые
2, 3 – Личные
4,
Слайд 12 Толщина снимаемого слоя металла
за один ход– 0,2…0,5 мм
Их
Толщина снимаемого слоя металла
за один ход– 0,2…0,5 мм
Их

Слайд 13
.
2 и 3 – Личные – средняя насечка
(13–26
.
2 и 3 – Личные – средняя насечка
(13–26

Слайд 14 Снимают слой металла толщиной 0,005…0,01 мм.
4 и 5 – Бархатные
Снимают слой металла толщиной 0,005…0,01 мм.
4 и 5 – Бархатные

Слайд 15.
Напильники бывают разной длины: от 100 до 400 мм.
При опиливании
.
Напильники бывают разной длины: от 100 до 400 мм.
При опиливании

Слайд 16
Надфиль — маленький напильник для обработки
мелких деталей
Надфиль — маленький напильник для обработки
мелких деталей

Слайд 17Положение рук при опиливании
Закруглённая часть ручки напильника
должна
Положение рук при опиливании
Закруглённая часть ручки напильника
должна
Слайд 18
Направление движения напильника
При обработке заготовок следует время от времени
Направление движения напильника
При обработке заготовок следует время от времени
Слайд 19
Направление движения напильника
Круговое опиливание
Перекрестное опиливание
Направление движения напильника
Круговое опиливание
Перекрестное опиливание

Слайд 20
плоскими напильниками
вдоль и поперек выпуклости.
Выпуклые поверхности обрабатывают
плоскими напильниками
вдоль и поперек выпуклости.
Выпуклые поверхности обрабатывают

Слайд 21
Правильность формы поверхностей проверяют
«на просвет»
Правильность формы поверхностей проверяют
«на просвет»
Слайд 22 Очистка забившихся в насечку напильника опилок.
При этом металлическая щётка движется вдоль
Очистка забившихся в насечку напильника опилок.
При этом металлическая щётка движется вдоль
Слайд 231. Храните напильники на подкладках
из мягких материалов.
2. Оберегайте их от
1. Храните напильники на подкладках
из мягких материалов.
2. Оберегайте их от

 Баллистическое движение
Баллистическое движение Основы электроники
Основы электроники Подвеска автомобиля
Подвеска автомобиля Уровнемеры. Задачи и способы измерения и контроля уровня жидкости
Уровнемеры. Задачи и способы измерения и контроля уровня жидкости И. Кеплер, и его вклад и развитие механики
И. Кеплер, и его вклад и развитие механики Презентация на тему Последовательное и параллельное соединения проводников
Презентация на тему Последовательное и параллельное соединения проводников  Расчет бункеров
Расчет бункеров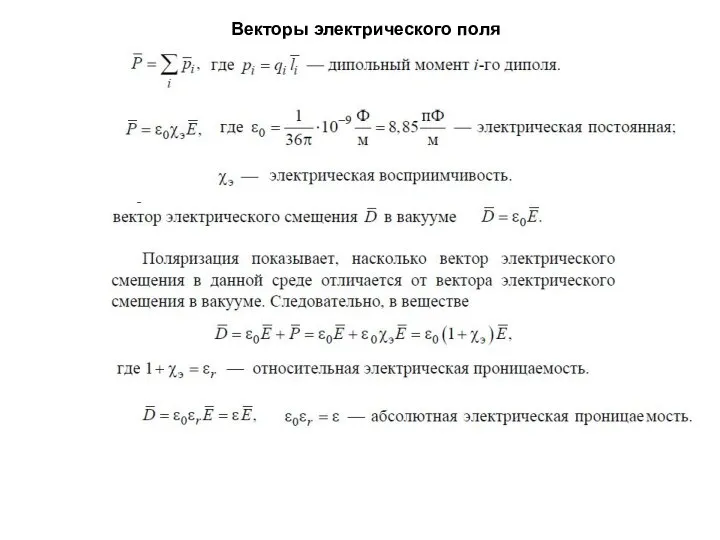 Векторы электрического поля
Векторы электрического поля Электрическая цепь. Электротехнические материалы и изделия
Электрическая цепь. Электротехнические материалы и изделия Элементы линейной алгебры в электротехнике (электронное учебное пособие)
Элементы линейной алгебры в электротехнике (электронное учебное пособие) Вспомогательные системы
Вспомогательные системы Роль гидрогазодинамики в учебном процессе
Роль гидрогазодинамики в учебном процессе ВКР: Анализ обеспечения безопасности плавания при планировании перехода по маршруту: порт Таллинн – порт Клайпеда
ВКР: Анализ обеспечения безопасности плавания при планировании перехода по маршруту: порт Таллинн – порт Клайпеда Демонтаж устройства самообслуживания
Демонтаж устройства самообслуживания Презентация на тему Масса Плотность вещества
Презентация на тему Масса Плотность вещества  Презентация на тему Теория электролитической диссоциации
Презентация на тему Теория электролитической диссоциации  Конденсаторы. Подготовка к ЕГЭ
Конденсаторы. Подготовка к ЕГЭ Твердая жидкость
Твердая жидкость Определение остаточных внутренних сил при разгрузке статически неопределимой балки
Определение остаточных внутренних сил при разгрузке статически неопределимой балки Примеры наклонной плоскости
Примеры наклонной плоскости Презентация на тему Как стать экологически грамотным потребителем электроэнергии
Презентация на тему Как стать экологически грамотным потребителем электроэнергии  Вариант расчета ФР. Закон смещения Вина
Вариант расчета ФР. Закон смещения Вина Агрегатные состояния вещества
Агрегатные состояния вещества opredelenie_koordinaty_dvizh_tela
opredelenie_koordinaty_dvizh_tela Техосмотр
Техосмотр Газовые законы
Газовые законы Электростатика. Диагностико-коррекционный тест. 8 класс
Электростатика. Диагностико-коррекционный тест. 8 класс Метод переходного состояния. Классическая теория
Метод переходного состояния. Классическая теория