- Текущий ремонт двигателя. Технологический процесс, оборудование и инструмент. Вопрос 19

Содержание
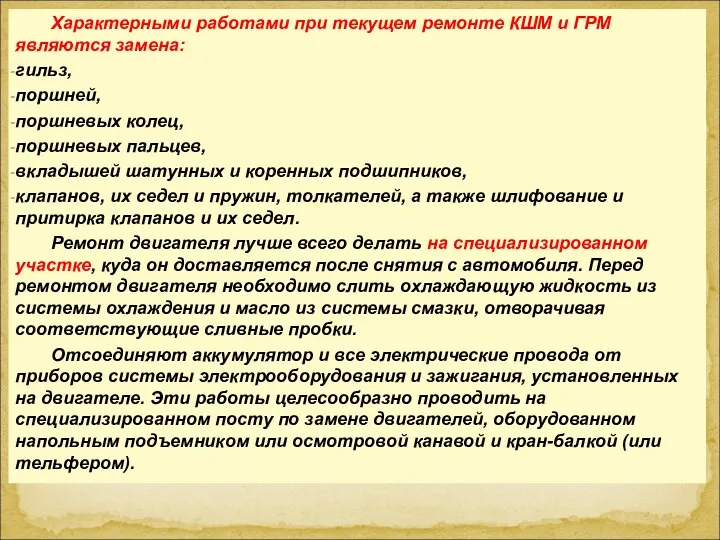
- 2. Характерными работами при текущем ремонте КШМ и ГРМ являются замена: гильз, поршней, поршневых колец, поршневых пальцев,
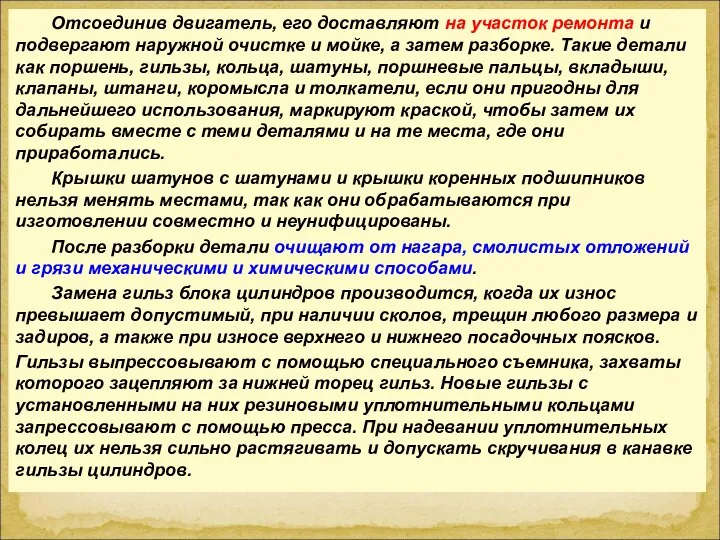
- 3. Отсоединив двигатель, его доставляют на участок ремонта и подвергают наружной очистке и мойке, а затем разборке.
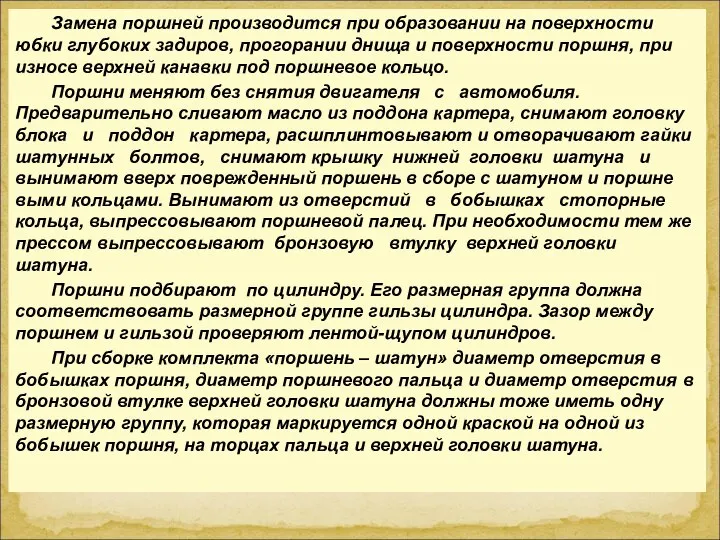
- 4. Замена поршней производится при образовании на поверхности юбки глубоких задиров, прогорании днища и поверхности поршня, при
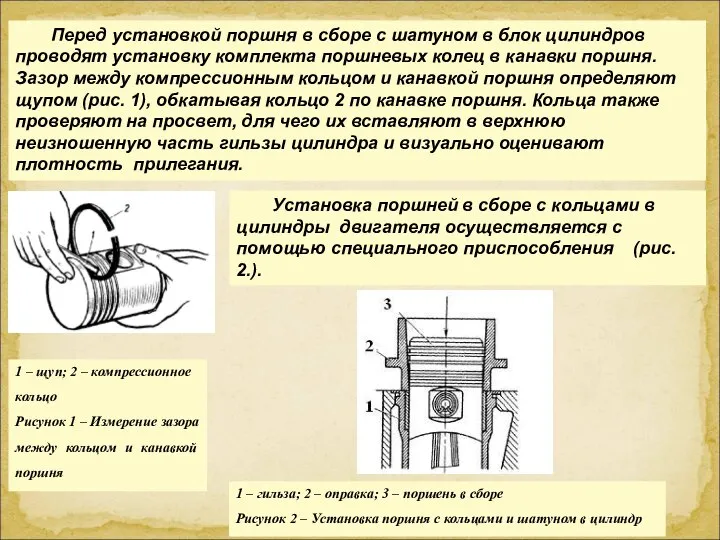
- 5. Перед установкой поршня в сборе с шатуном в блок цилиндров проводят установку комплекта поршневых колец в
- 6. Замена вкладышей коленчатого вала проводится при стуке подшипников и падении давления в масляной магистрали ниже 0,05
- 7. Коробление плоскости сопряжения головки с блоком цилиндров устраняют шлифованием или фрезерованием. После обработки головки проверяют на
- 9. Скачать презентацию
Слайд 3 Отсоединив двигатель, его доставляют на участок ремонта и подвергают наружной очистке и
Отсоединив двигатель, его доставляют на участок ремонта и подвергают наружной очистке и
Слайд 4 Замена поршней производится при образовании на поверхности юбки глубоких задиров, прогорании днища
Замена поршней производится при образовании на поверхности юбки глубоких задиров, прогорании днища
Слайд 5 Перед установкой поршня в сборе с шатуном в блок цилиндров проводят установку
Перед установкой поршня в сборе с шатуном в блок цилиндров проводят установку
Слайд 6 Замена вкладышей коленчатого вала проводится при стуке подшипников и падении давления в
Замена вкладышей коленчатого вала проводится при стуке подшипников и падении давления в
Слайд 7 Коробление плоскости сопряжения головки с блоком цилиндров устраняют шлифованием или фрезерованием. После
Коробление плоскости сопряжения головки с блоком цилиндров устраняют шлифованием или фрезерованием. После
 Термоядерная реакция
Термоядерная реакция Презентация на тему Сила трения. Трение в природе и технике
Презентация на тему Сила трения. Трение в природе и технике  Действие жидкости на погруженное в нее тело. 7 класс
Действие жидкости на погруженное в нее тело. 7 класс Пространство, время, движение (Тема 1)
Пространство, время, движение (Тема 1) Устройство, с помощью которого человек выполняет физическую работу, или подвижная часть более сложного устройства
Устройство, с помощью которого человек выполняет физическую работу, или подвижная часть более сложного устройства Теория функционала плотности: война с бесконечностью
Теория функционала плотности: война с бесконечностью Частицы с отрицательной энергией в эргосфере чёрных дыр
Частицы с отрицательной энергией в эргосфере чёрных дыр Видимое и ультрафиолетовое излучение
Видимое и ультрафиолетовое излучение Разветвленные цепи. Правила Кирхгофа
Разветвленные цепи. Правила Кирхгофа Презентация на тему Состав ядра. Ядерные силы (11 класс)
Презентация на тему Состав ядра. Ядерные силы (11 класс)  Защита проекта. Мойка и увлажнитель воздуха
Защита проекта. Мойка и увлажнитель воздуха Методические указания к курсовому проекту по спецкурсу № 2. Теории ядерных реакторов
Методические указания к курсовому проекту по спецкурсу № 2. Теории ядерных реакторов Колыбель Ньютона
Колыбель Ньютона Double - beta decay of 96zr and double - electron capture of 156dy to excited final states
Double - beta decay of 96zr and double - electron capture of 156dy to excited final states Электрические явления в живой природе
Электрические явления в живой природе Давление в физике
Давление в физике Решение задач на одновременное движение всех видов
Решение задач на одновременное движение всех видов Испарение. Насыщенный пар и его свойства. Влажность воздуха
Испарение. Насыщенный пар и его свойства. Влажность воздуха Инженерные решения
Инженерные решения Основы теории цифровой модуляции и детектирования
Основы теории цифровой модуляции и детектирования Нанотехнологии и их применение
Нанотехнологии и их применение Ферромагнетики. Относительная магнитная проницаемость вещества
Ферромагнетики. Относительная магнитная проницаемость вещества Атомы
Атомы Презентация на тему Статика и равновесие
Презентация на тему Статика и равновесие  физические величины измерение физических величин 6 класс презентация (1)
физические величины измерение физических величин 6 класс презентация (1) Давление. Урок физики
Давление. Урок физики Презентация на тему Энергетические характеристики электрического поля
Презентация на тему Энергетические характеристики электрического поля  Исследование превращения потенциальной энергии упругой деформации в кинетическую энергию
Исследование превращения потенциальной энергии упругой деформации в кинетическую энергию