- Технология производства пленок. Свойства полимерных пленочных материалов, модификация, применение

Содержание
- 2. Пленки – плоские полимерные материалы толщиной от нескольких микрометров до 0,25 мм (250 мкм) (в Японии
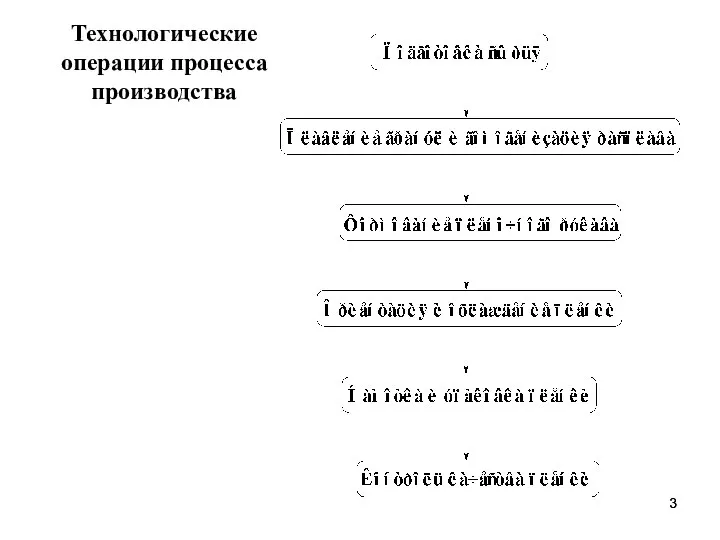
- 3. Технологические операции процесса производства
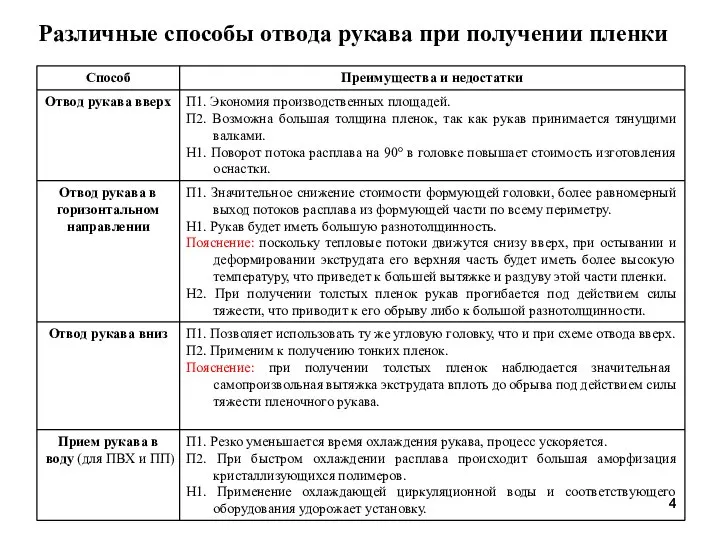
- 4. Различные способы отвода рукава при получении пленки
- 5. Сырье для получения пленок Выбор сырья обусловлен требованиями к готовой продукции, однако чаще всего для экструзии
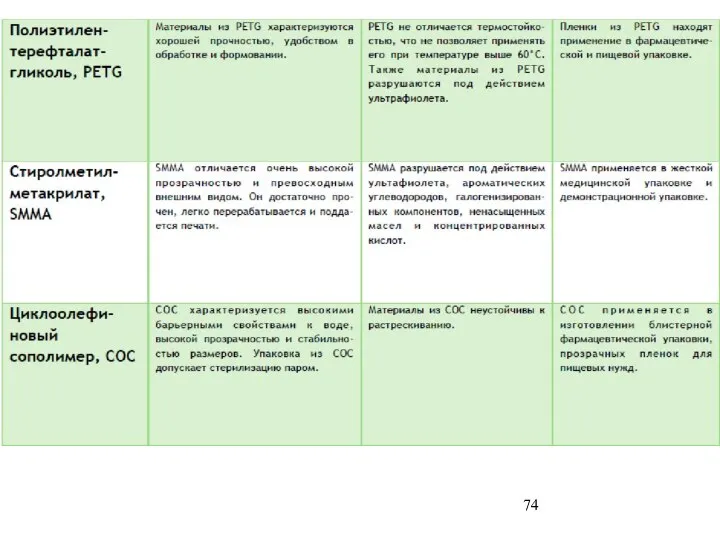
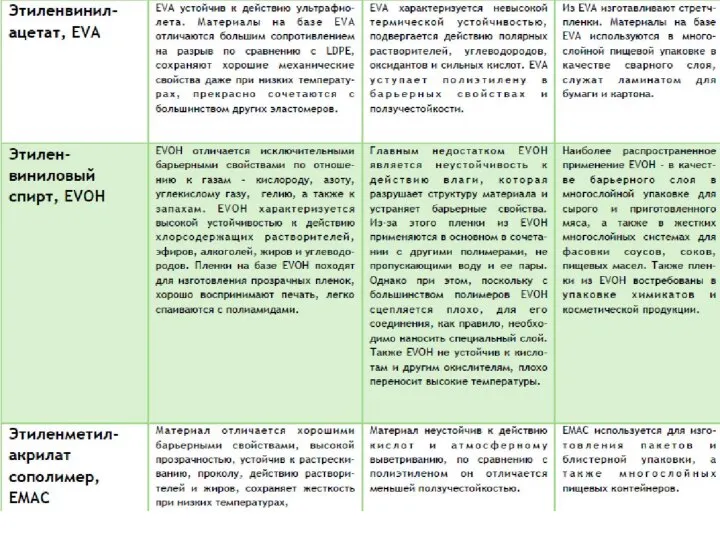
- 6. Другие полимеры для производства пленок: - поливинилхлорид поливинилиденхлорид - сополимеры ВХ и ВА - поливинилацетат -
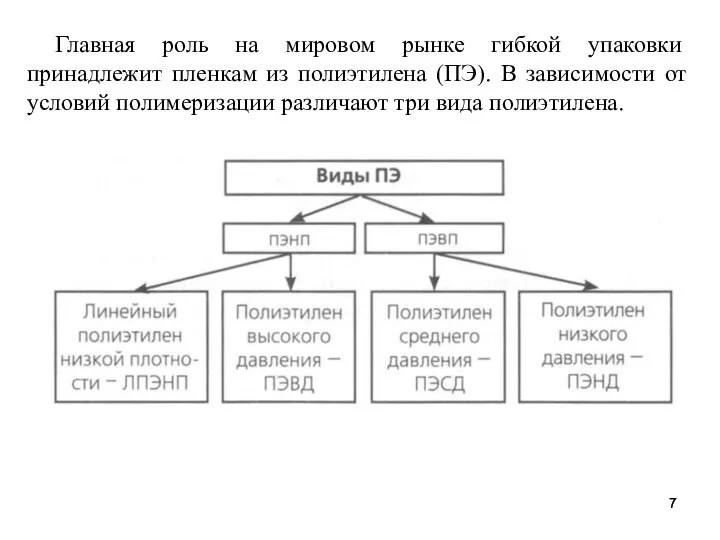
- 7. Главная роль на мировом рынке гибкой упаковки принадлежит пленкам из полиэтилена (ПЭ). В зависимости от условий
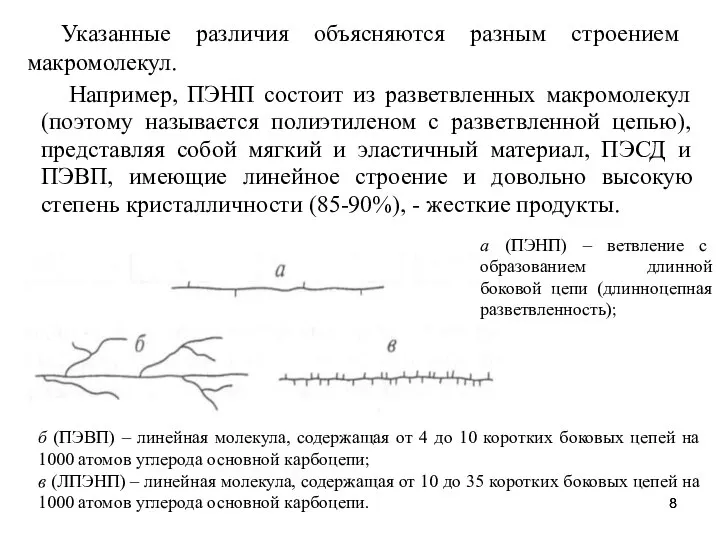
- 8. Например, ПЭНП состоит из разветвленных макромолекул (поэтому называется полиэтиленом с разветвленной цепью), представляя собой мягкий и
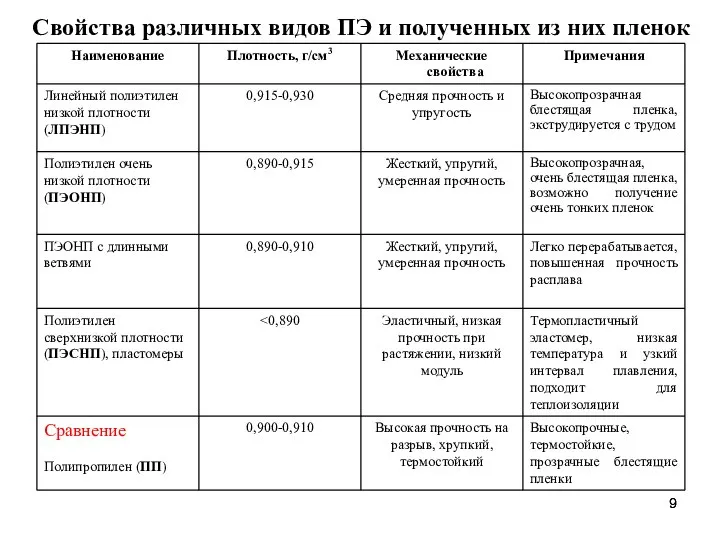
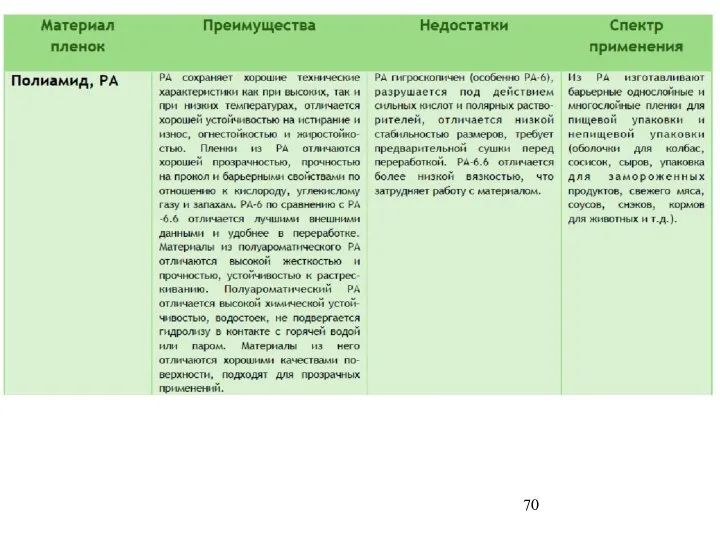
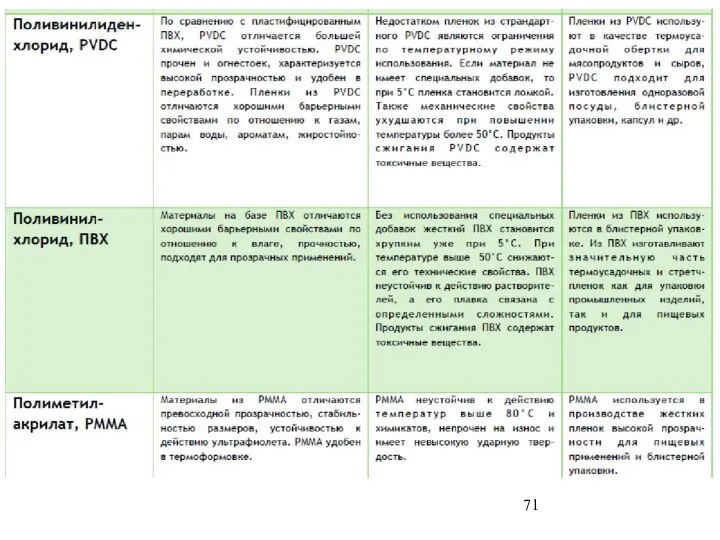
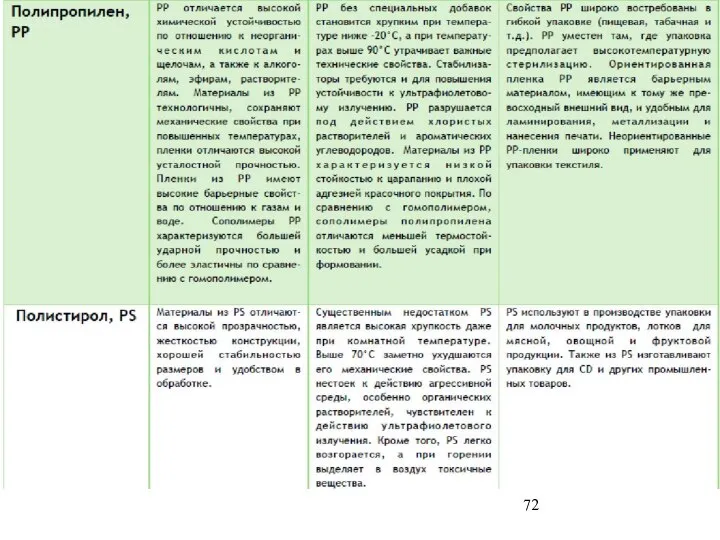
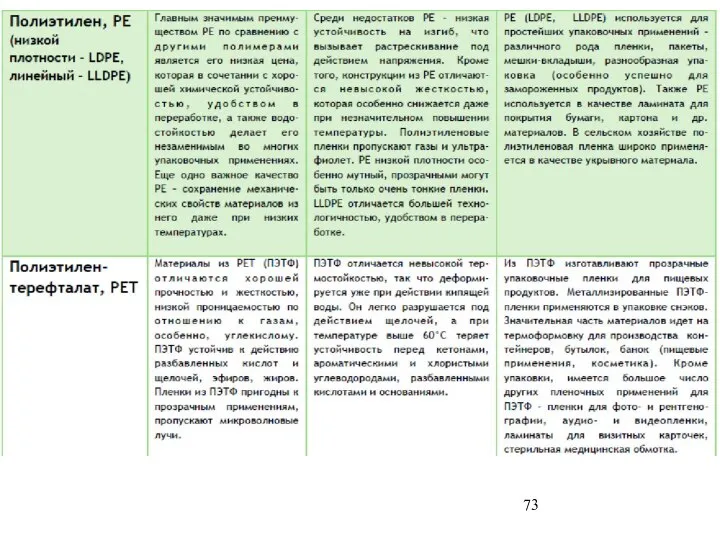
- 9. Свойства различных видов ПЭ и полученных из них пленок
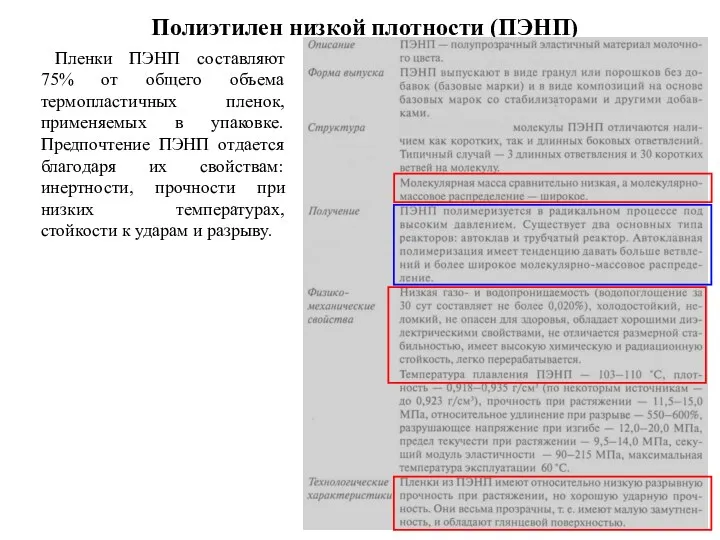
- 10. Полиэтилен низкой плотности (ПЭНП) Пленки ПЭНП составляют 75% от общего объема термопластичных пленок, применяемых в упаковке.
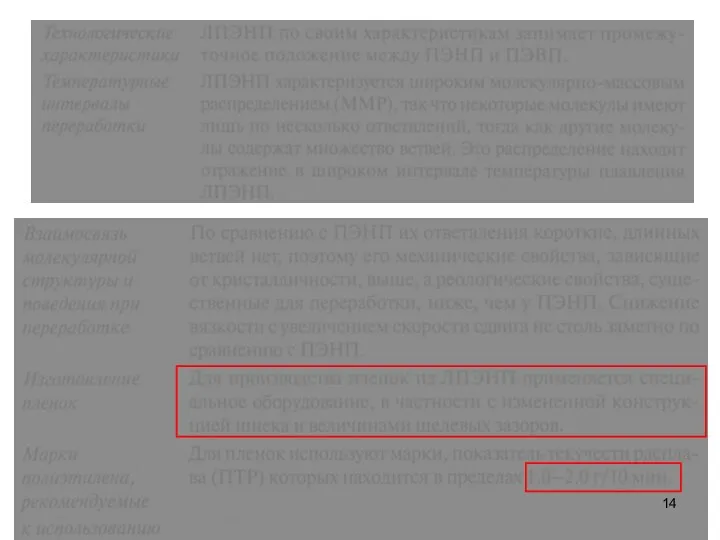
- 12. Существует два вида полиэтилена низкой плотности: полиэтилен высокого давления (ПЭВД) и линейный полиэтилен низкой плотности (ЛПЭНП),
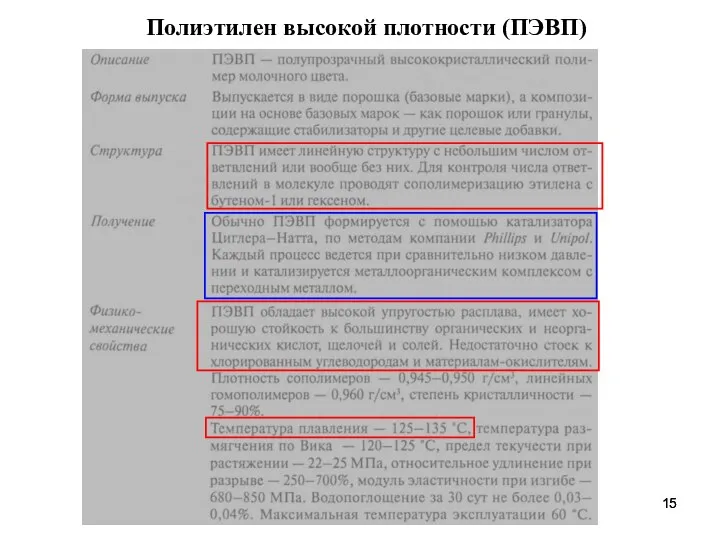
- 15. Полиэтилен высокой плотности (ПЭВП)
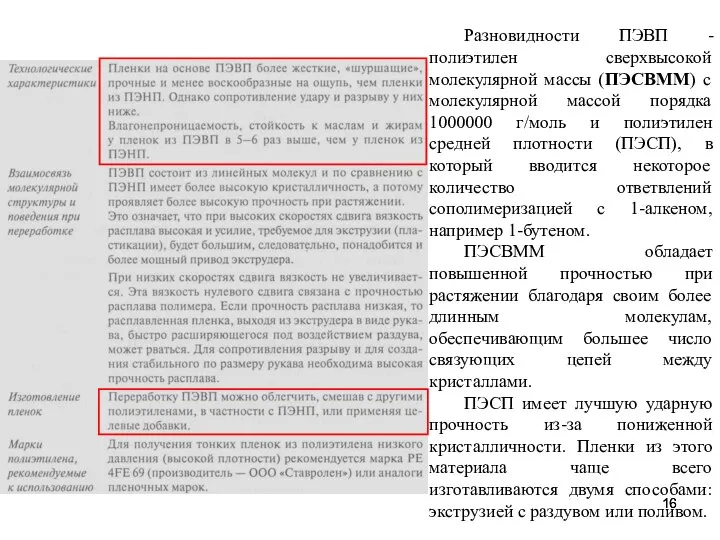
- 16. Разновидности ПЭВП - полиэтилен сверхвысокой молекулярной массы (ПЭСВММ) с молекулярной массой порядка 1000000 г/моль и полиэтилен
- 17. Содержание винилацетата (ВА) в таких сополимерах колеблется в пределах 7-20%. В целом же ВА-сополимеры можно рассматривать
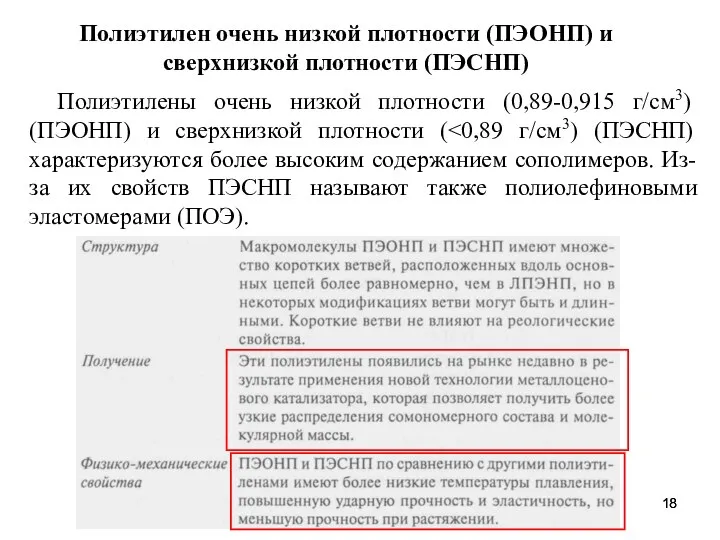
- 18. Полиэтилены очень низкой плотности (0,89-0,915 г/см3) (ПЭОНП) и сверхнизкой плотности ( Полиэтилен очень низкой плотности (ПЭОНП)
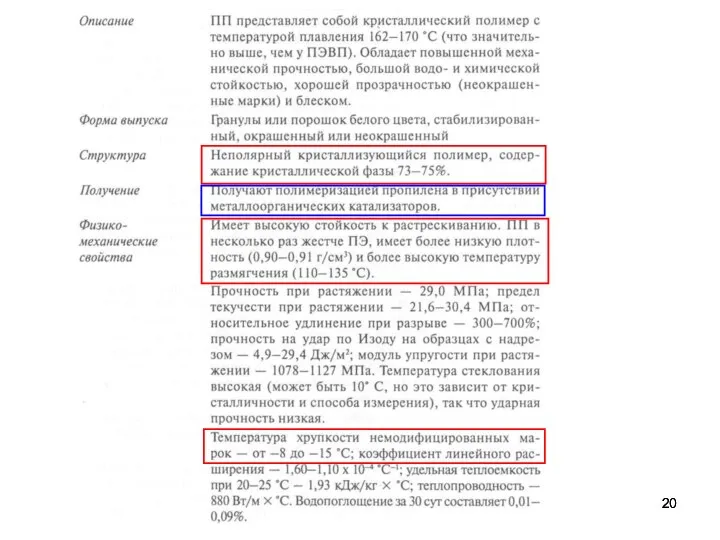
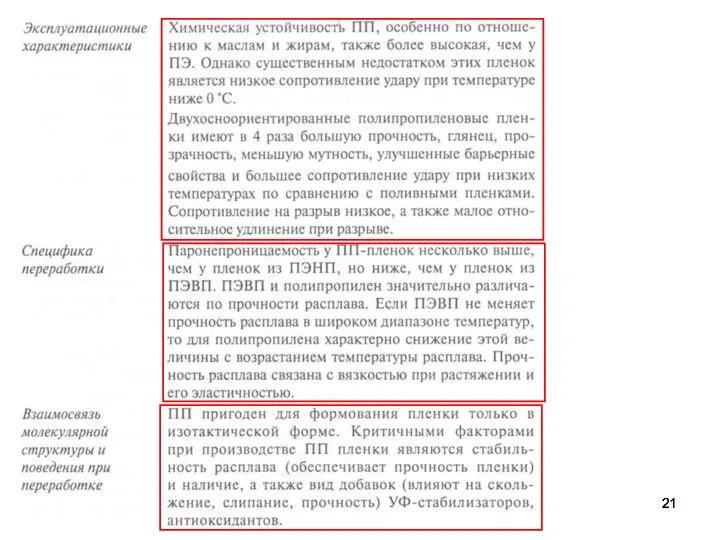
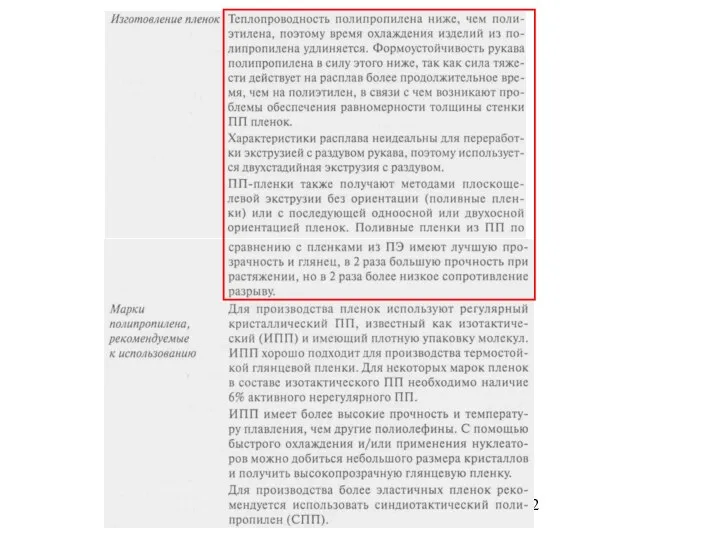
- 19. Полипропилены обладают множеством преимуществ перед полиэтиленами благодаря более высокой прочности, жесткости, твердости, термостойкости, прозрачности и глянцевой
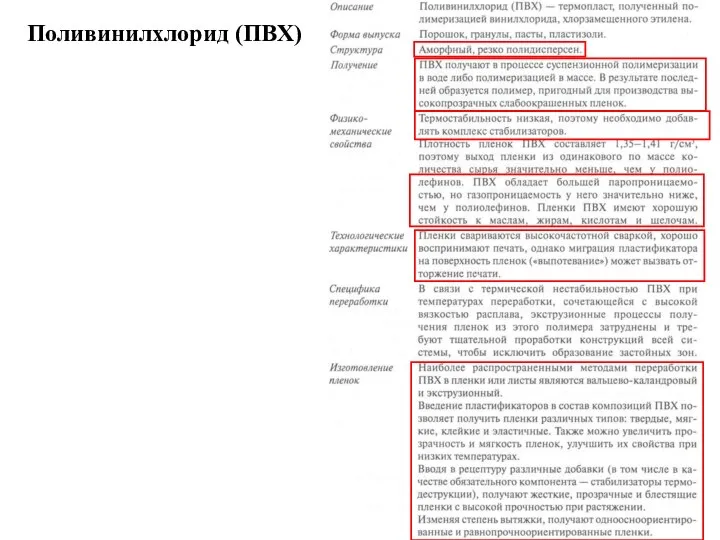
- 23. Поливинилхлорид (ПВХ)
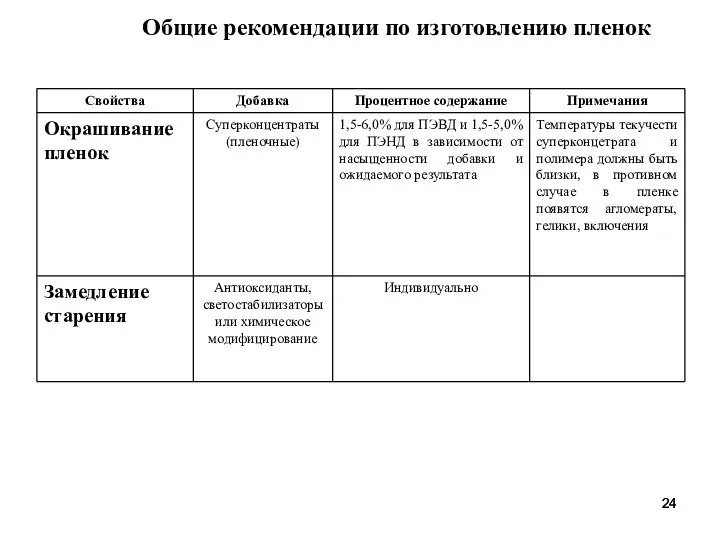
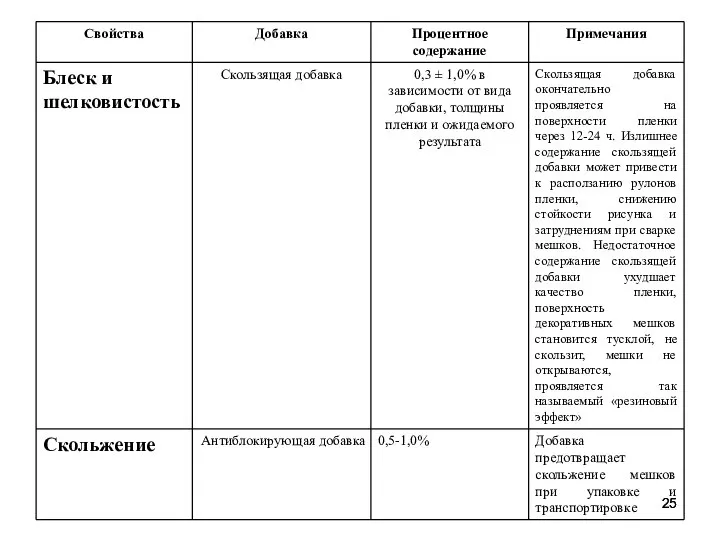
- 24. Общие рекомендации по изготовлению пленок
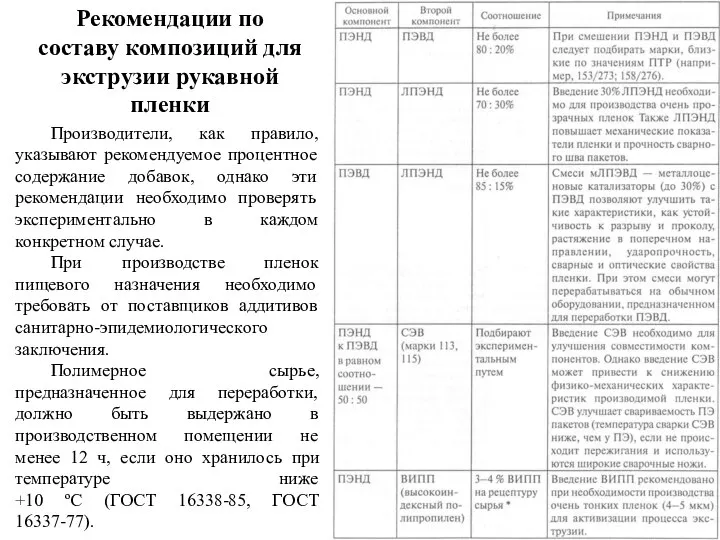
- 26. Рекомендации по составу композиций для экструзии рукавной пленки Производители, как правило, указывают рекомендуемое процентное содержание добавок,
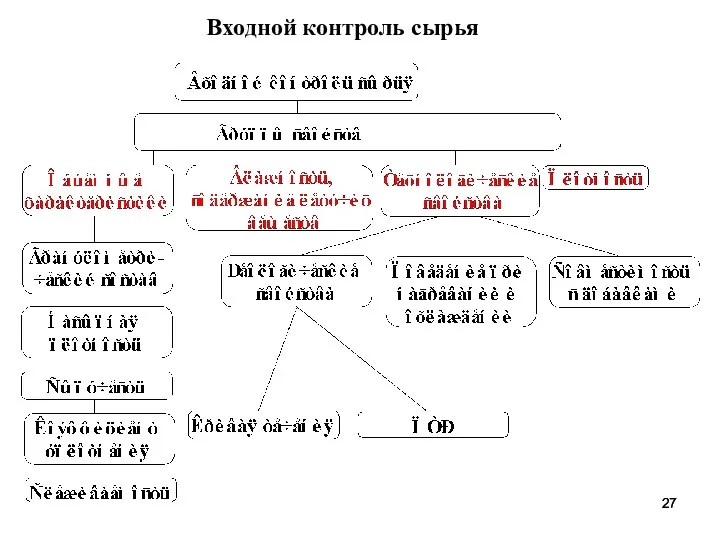
- 27. Входной контроль сырья
- 28. Гранулометрический состав (размер частиц и их фракционный состав). На практике для оценки гранулометрического состава полимерного сырья
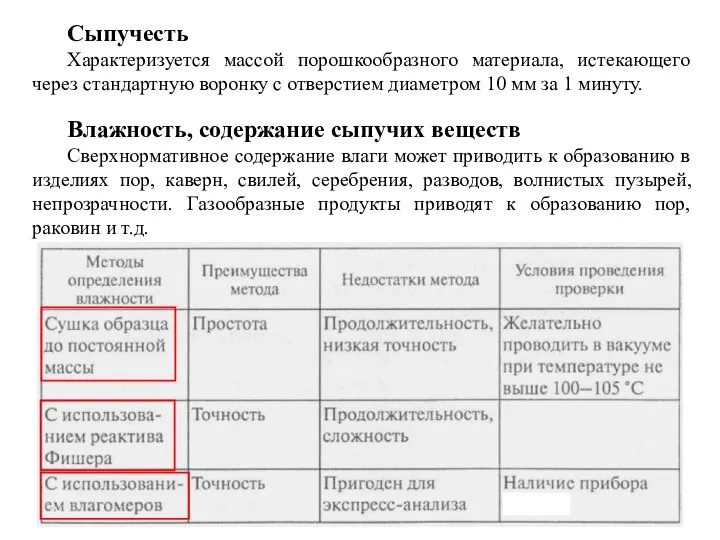
- 29. Сыпучесть Характеризуется массой порошкообразного материала, истекающего через стандартную воронку с отверстием диаметром 10 мм за 1
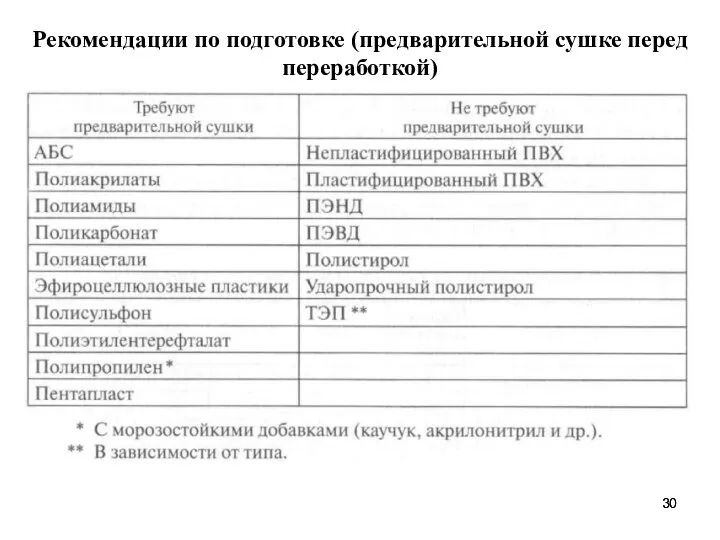
- 30. Рекомендации по подготовке (предварительной сушке перед переработкой)
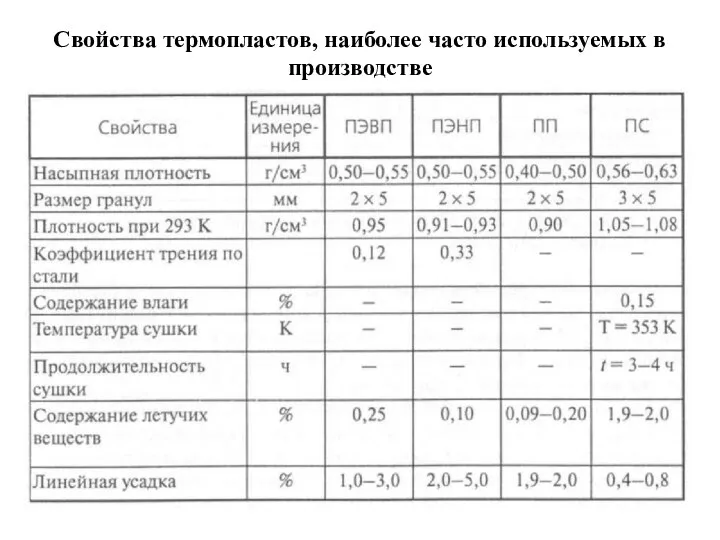
- 31. Свойства термопластов, наиболее часто используемых в производстве
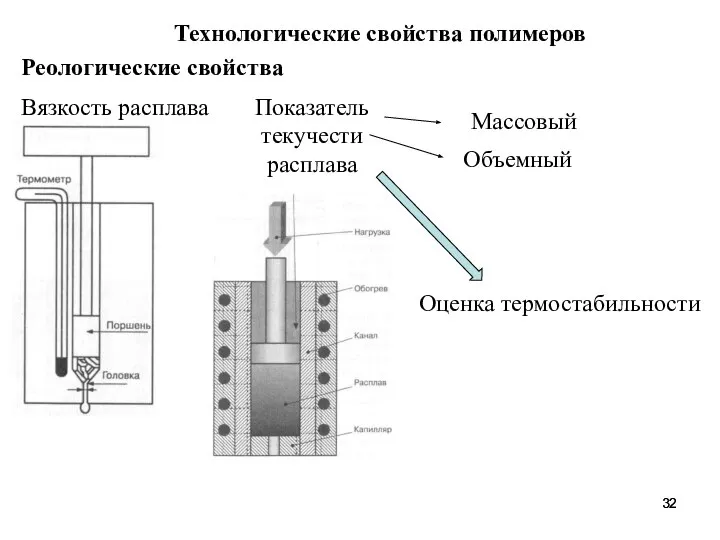
- 32. Технологические свойства полимеров Реологические свойства Вязкость расплава Показатель текучести расплава Массовый Объемный Оценка термостабильности
- 33. Плотность (обмер и взвешивание, гидростатическое взвешивание, пикнометрический метод, флотационный метод, метод градиентной колонки) Плотность рассматривается как
- 34. Методы получения пленок - экструзия; каландрование; полив из раствора Физические и химические свойства пленок - оптические
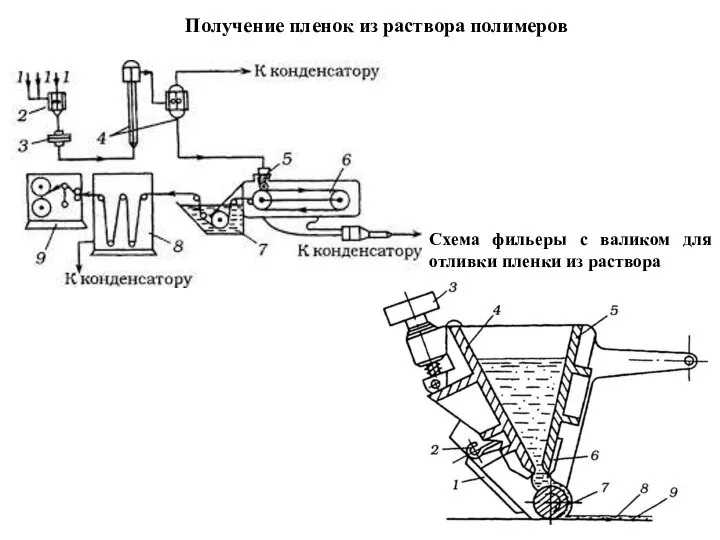
- 35. Получение пленок из раствора полимеров Схема фильеры с валиком для отливки пленки из раствора
- 36. Технологические линии и способы получения пленок Широко применяются два основных способа изготовления пленок из расплава: -
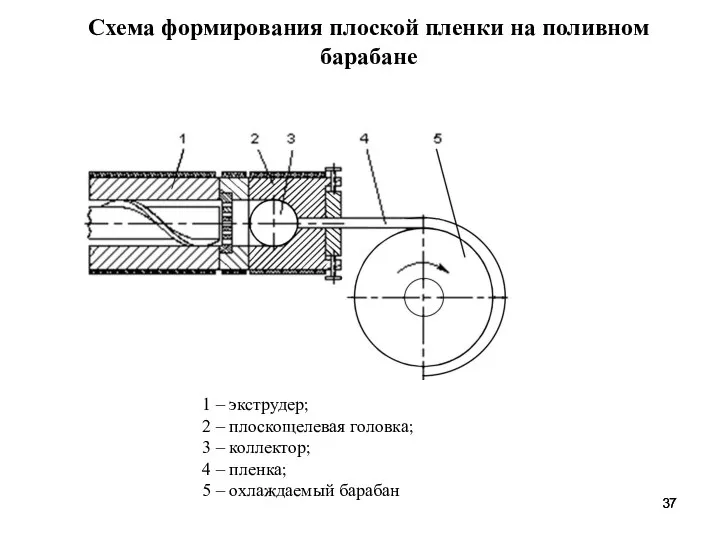
- 37. 1 – экструдер; 2 – плоскощелевая головка; 3 – коллектор; 4 – пленка; 5 – охлаждаемый
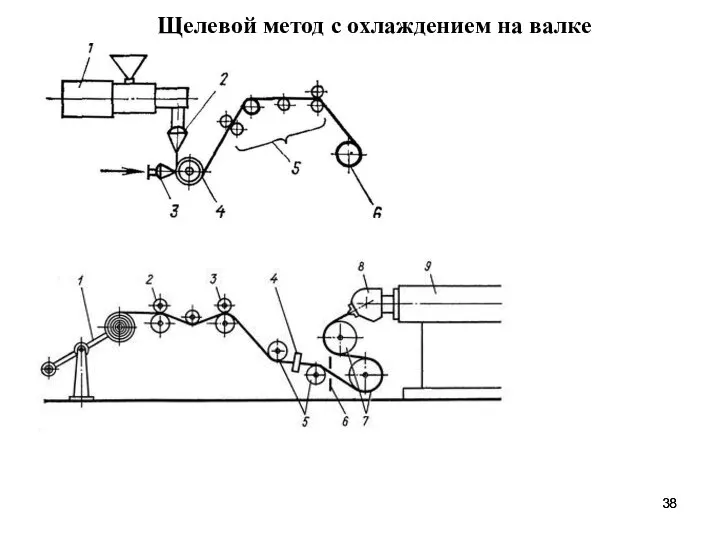
- 38. Щелевой метод с охлаждением на валке
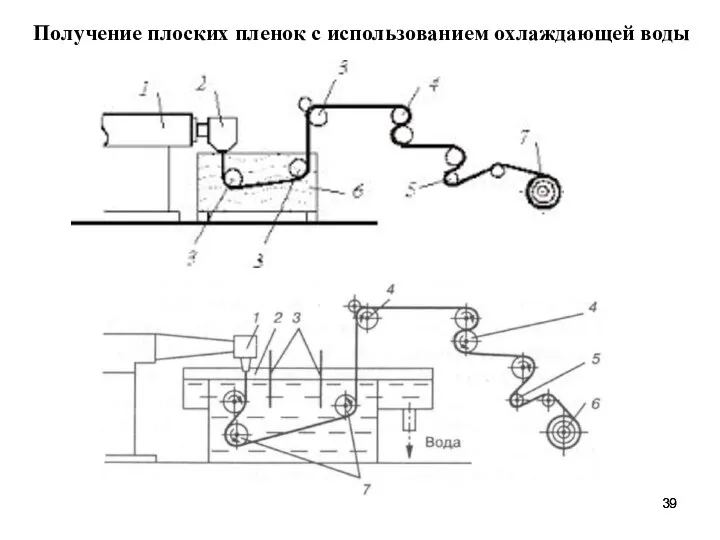
- 39. Получение плоских пленок с использованием охлаждающей воды
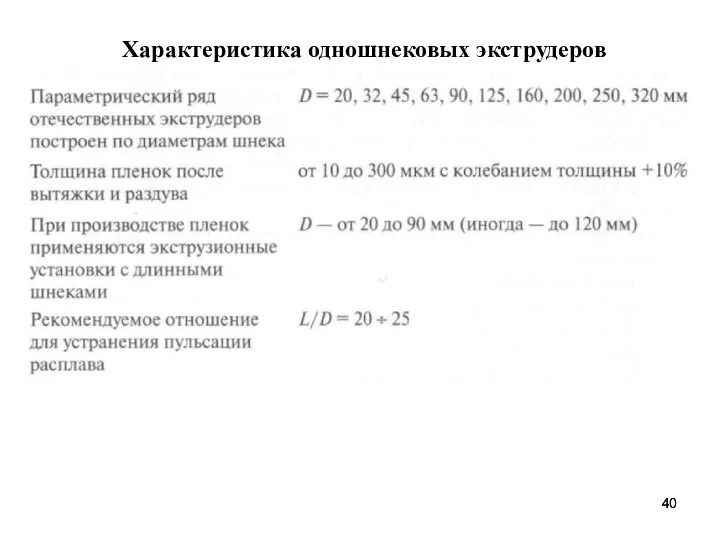
- 40. Характеристика одношнековых экструдеров
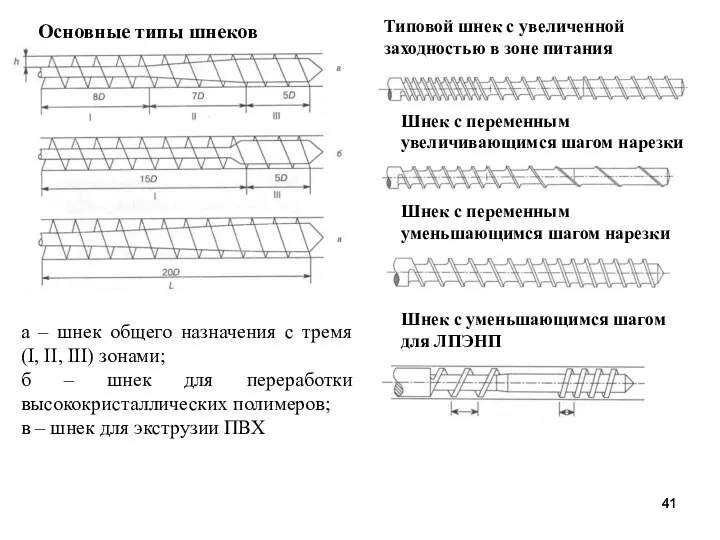
- 41. Основные типы шнеков а – шнек общего назначения с тремя (I, II, III) зонами; б –
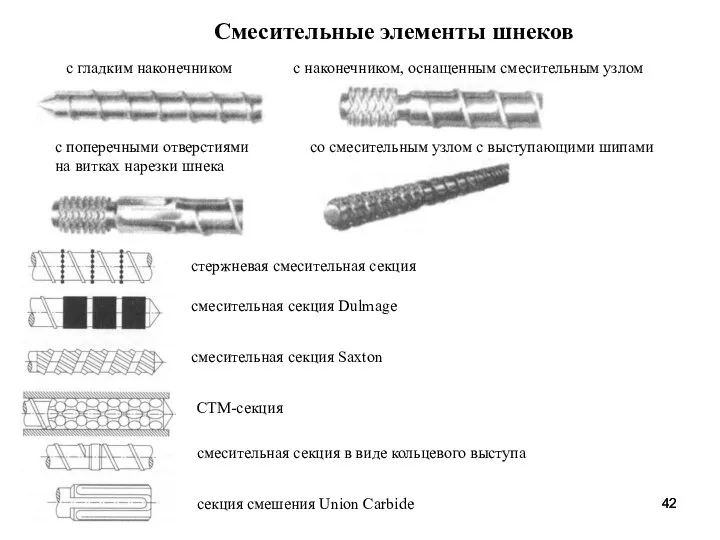
- 42. Смесительные элементы шнеков с гладким наконечником с наконечником, оснащенным смесительным узлом с поперечными отверстиями на витках
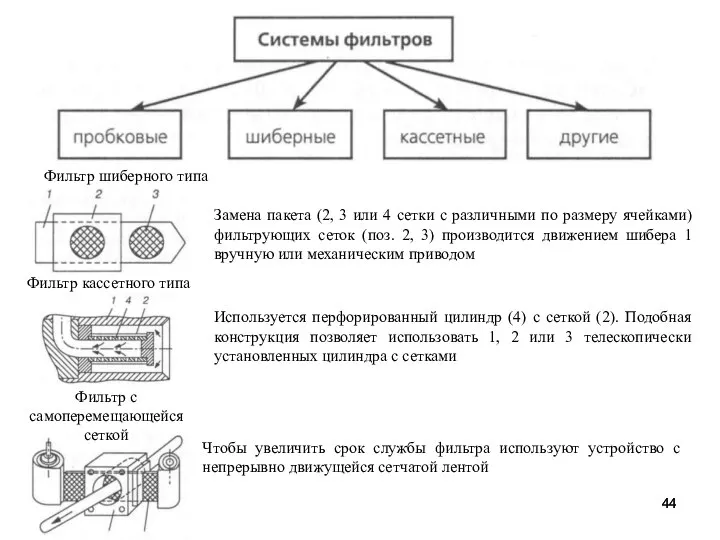
- 43. Фильтры
- 44. Фильтр шиберного типа Замена пакета (2, 3 или 4 сетки с различными по размеру ячейками) фильтрующих
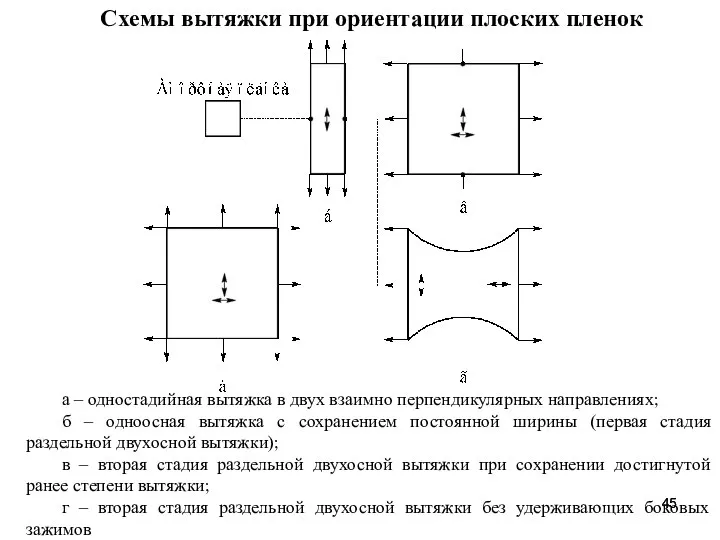
- 45. а – одностадийная вытяжка в двух взаимно перпендикулярных направлениях; б – одноосная вытяжка с сохранением постоянной
- 46. Продольная ориентация пленки при комбинированном нагреве валками и инфракрасными излучателями 1 – тихоходные валки; 2 –
- 47. Линия по получению двухосноориентированной (биаксиальной) пленки
- 48. Конструкция машины поперечного растяжения пленок: 1 - зажимы; 2, 3 - направляющий рельс; 4 - направляющие
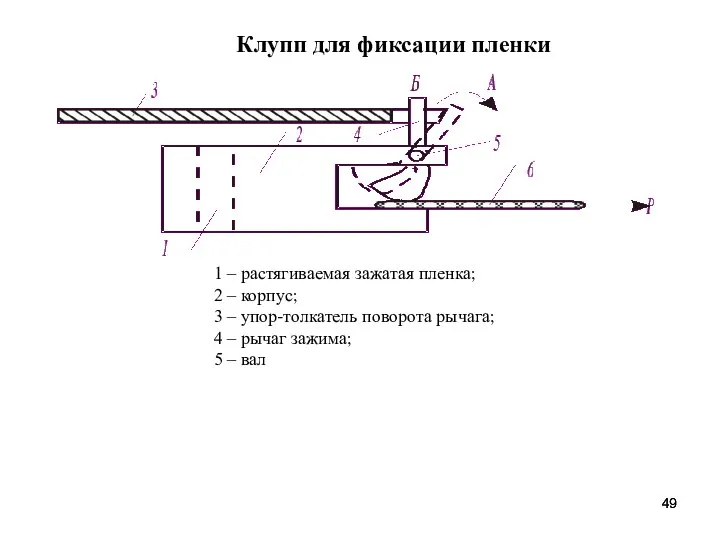
- 49. Клупп для фиксации пленки 1 – растягиваемая зажатая пленка; 2 – корпус; 3 – упор-толкатель поворота
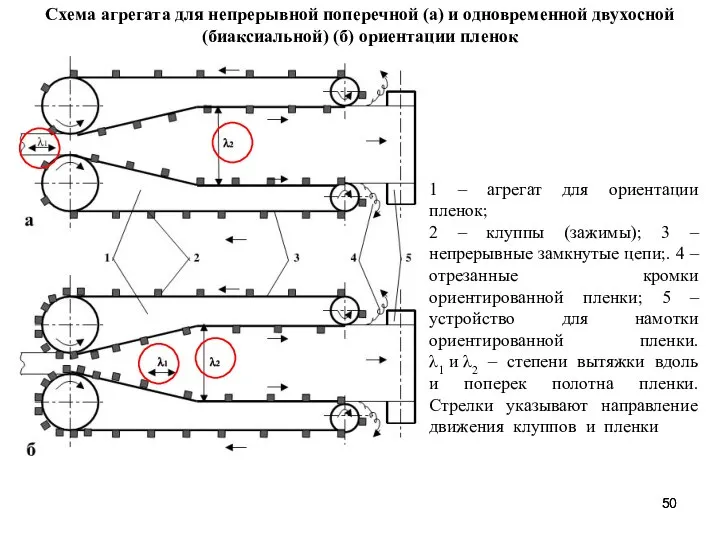
- 50. 1 – агрегат для ориентации пленок; 2 – клуппы (зажимы); 3 – непрерывные замкнутые цепи;. 4
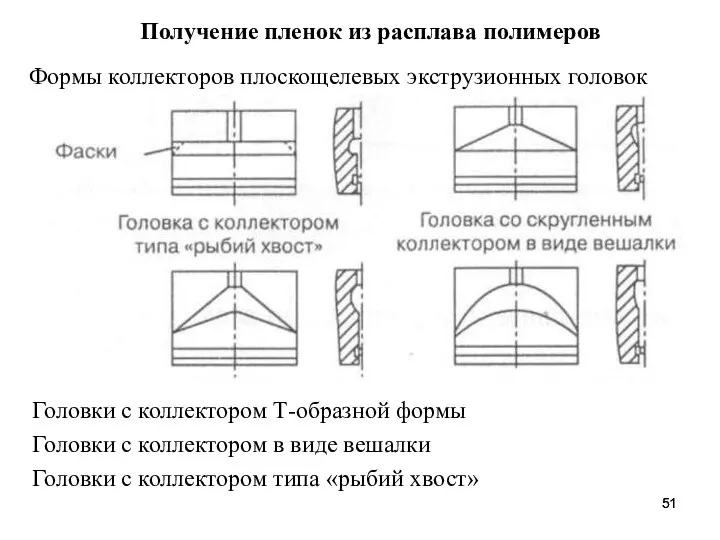
- 51. Получение пленок из расплава полимеров Формы коллекторов плоскощелевых экструзионных головок Головки с коллектором Т-образной формы Головки
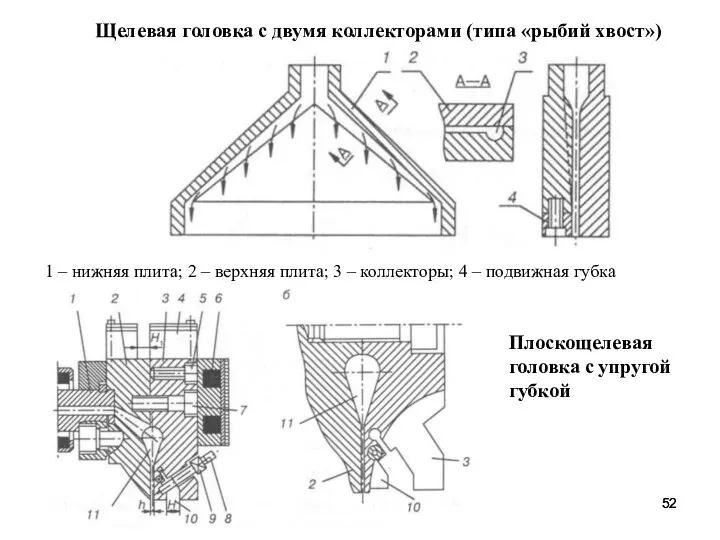
- 52. Щелевая головка с двумя коллекторами (типа «рыбий хвост») 1 – нижняя плита; 2 – верхняя плита;
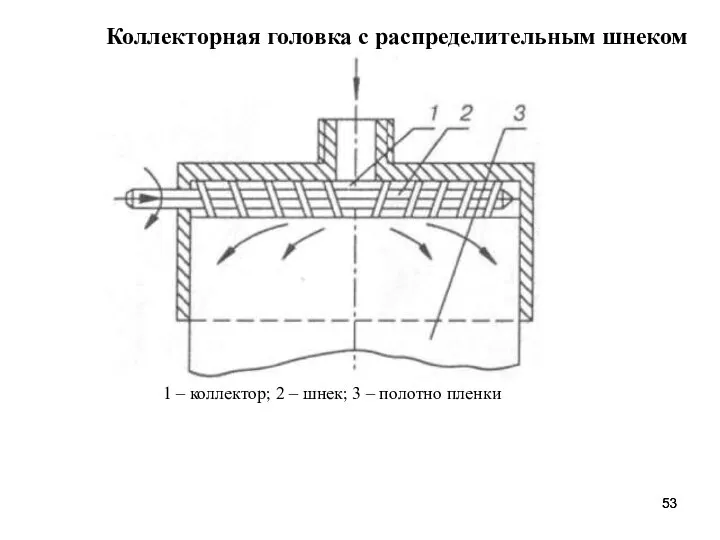
- 53. Коллекторная головка с распределительным шнеком 1 – коллектор; 2 – шнек; 3 – полотно пленки
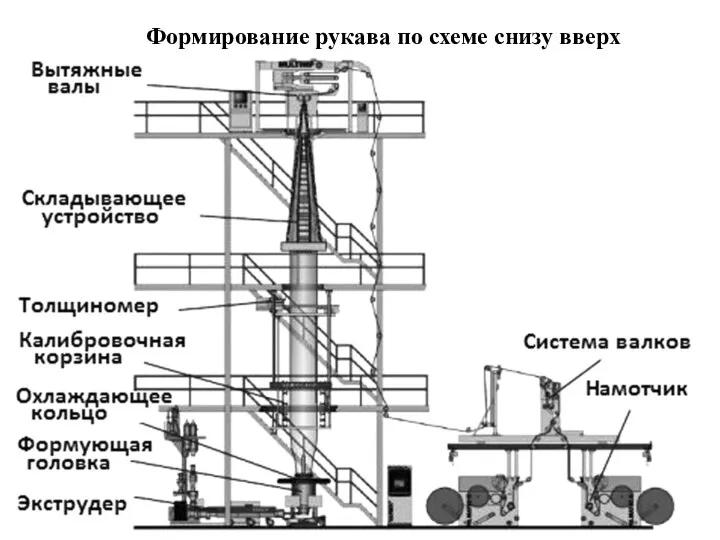
- 54. Рукавное получение пленки (снизу вверх) 1-пневмозагрузчик; 2-бункер; 3-экструдер; 4-формующая головка с адаптером; 5-кольцо воздушного охлаждения; 6-кольцевой
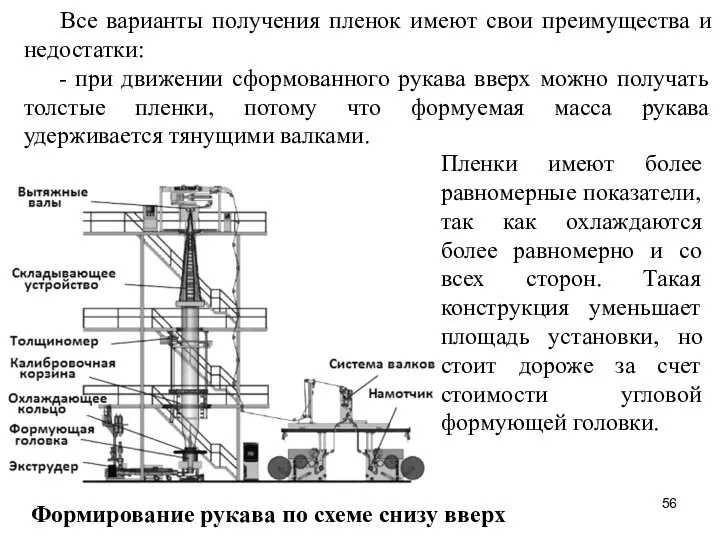
- 55. Формирование рукава по схеме снизу вверх
- 56. Все варианты получения пленок имеют свои преимущества и недостатки: - при движении сформованного рукава вверх можно
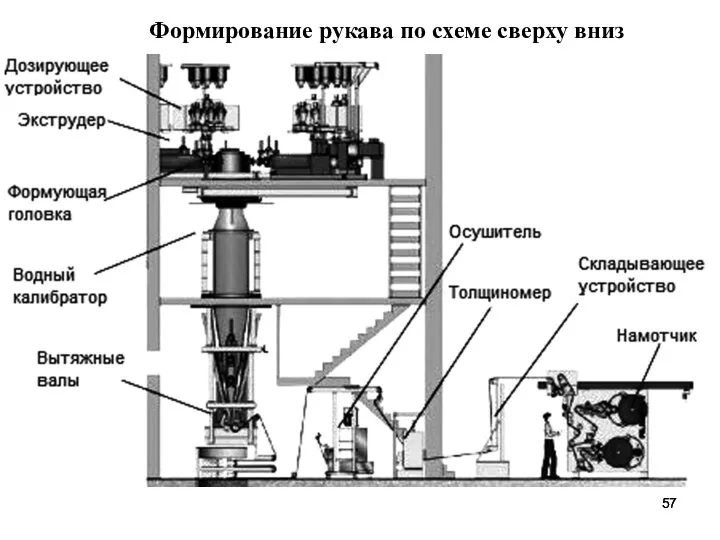
- 57. Формирование рукава по схеме сверху вниз
- 58. - горизонтальное движение приводит к некоторому деформированию и более медленному охлаждению верхней части рукава, который будет
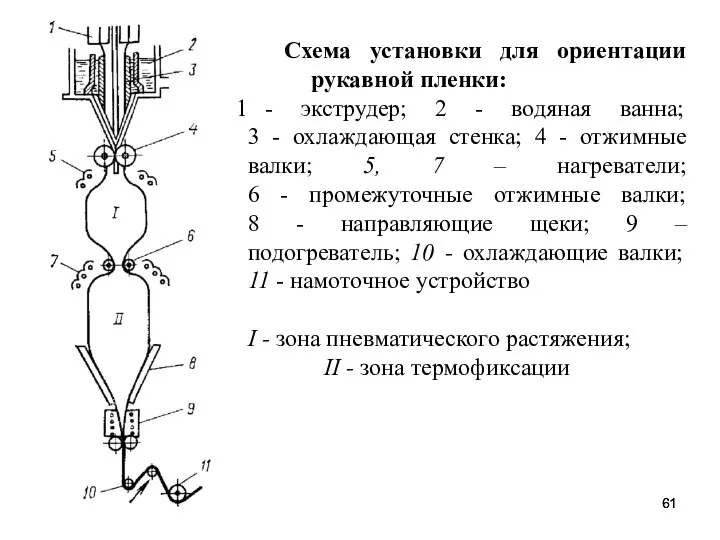
- 61. Схема установки для ориентации рукавной пленки: - экструдер; 2 - водяная ванна; 3 - охлаждающая стенка;
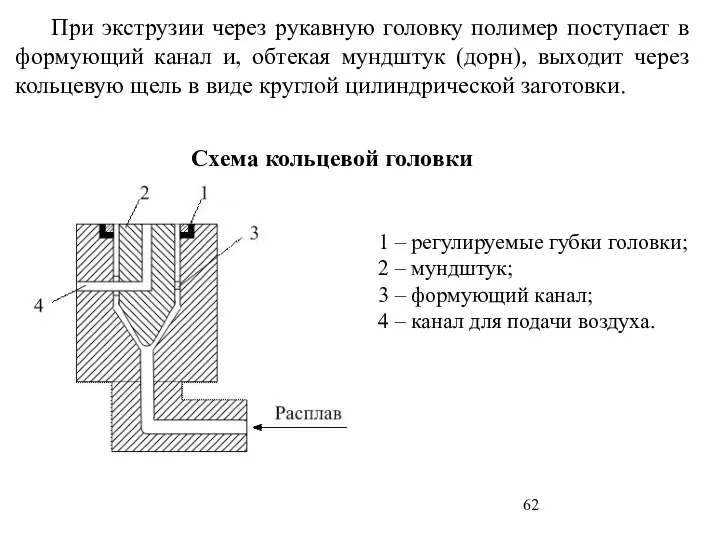
- 62. При экструзии через рукавную головку полимер поступает в формующий канал и, обтекая мундштук (дорн), выходит через
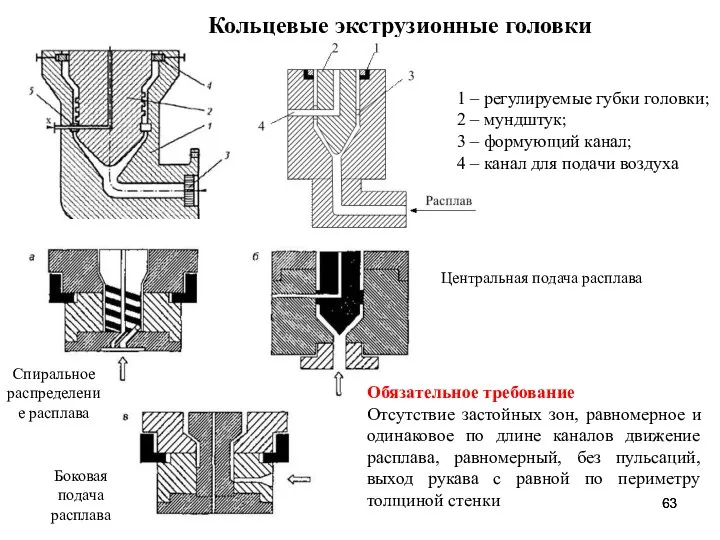
- 63. Кольцевые экструзионные головки 1 – регулируемые губки головки; 2 – мундштук; 3 – формующий канал; 4
- 64. Заготовку раздувают до необходимого диаметра давлением воздуха, подаваемого через центр мундштука, с одновременным ее охлаждением (внутреннее
- 65. Конфигурация пленочного рукава при медленном (а) и быстром (б) охлаждении Некоторые типичные формы рукавов пленки
- 66. Влияние высоты линии кристаллизации Н на: 1 – глянец (Г) рукавных пленок из ПЭНП; 2 –
- 67. Получение плоских пленок каландрованием
- 68. Получение плоских многослойных пленок
- 69. Виды полимерных пленок - барьерные; ламинированные; - металлизированные; «дышащие»; - «молочные»; - термоусадочные; - стрейч-пленки; -
- 77. Скачать презентацию
Слайд 3Технологические операции процесса производства
Технологические операции процесса производства
Слайд 4Различные способы отвода рукава при получении пленки
Различные способы отвода рукава при получении пленки
Слайд 5Сырье для получения пленок
Выбор сырья обусловлен требованиями к готовой продукции, однако чаще
Сырье для получения пленок
Выбор сырья обусловлен требованиями к готовой продукции, однако чаще
Слайд 6Другие полимеры для производства пленок:
- поливинилхлорид
поливинилиденхлорид
- сополимеры ВХ и ВА
- поливинилацетат
-
Другие полимеры для производства пленок:
- поливинилхлорид
поливинилиденхлорид
- сополимеры ВХ и ВА
- поливинилацетат
-
Слайд 7Главная роль на мировом рынке гибкой упаковки принадлежит пленкам из полиэтилена (ПЭ).
Главная роль на мировом рынке гибкой упаковки принадлежит пленкам из полиэтилена (ПЭ).
Слайд 8Например, ПЭНП состоит из разветвленных макромолекул (поэтому называется полиэтиленом с разветвленной цепью),
Например, ПЭНП состоит из разветвленных макромолекул (поэтому называется полиэтиленом с разветвленной цепью),
Слайд 9Свойства различных видов ПЭ и полученных из них пленок
Свойства различных видов ПЭ и полученных из них пленок
Слайд 10Полиэтилен низкой плотности (ПЭНП)
Пленки ПЭНП составляют 75% от общего объема термопластичных пленок,
Полиэтилен низкой плотности (ПЭНП)
Пленки ПЭНП составляют 75% от общего объема термопластичных пленок,
Слайд 12Существует два вида полиэтилена низкой плотности: полиэтилен высокого давления (ПЭВД) и линейный
Существует два вида полиэтилена низкой плотности: полиэтилен высокого давления (ПЭВД) и линейный
Слайд 15Полиэтилен высокой плотности (ПЭВП)
Полиэтилен высокой плотности (ПЭВП)
Слайд 16Разновидности ПЭВП - полиэтилен сверхвысокой молекулярной массы (ПЭСВММ) с молекулярной массой порядка
Разновидности ПЭВП - полиэтилен сверхвысокой молекулярной массы (ПЭСВММ) с молекулярной массой порядка
Слайд 17Содержание винилацетата (ВА) в таких сополимерах колеблется в пределах 7-20%. В целом
Содержание винилацетата (ВА) в таких сополимерах колеблется в пределах 7-20%. В целом
Слайд 18Полиэтилены очень низкой плотности (0,89-0,915 г/см3) (ПЭОНП) и сверхнизкой плотности (<0,89 г/см3)
Полиэтилены очень низкой плотности (0,89-0,915 г/см3) (ПЭОНП) и сверхнизкой плотности (<0,89 г/см3)
Слайд 19Полипропилены обладают множеством преимуществ перед полиэтиленами благодаря более высокой прочности, жесткости, твердости,
Полипропилены обладают множеством преимуществ перед полиэтиленами благодаря более высокой прочности, жесткости, твердости,
Слайд 23Поливинилхлорид (ПВХ)
Поливинилхлорид (ПВХ)
Слайд 24Общие рекомендации по изготовлению пленок
Общие рекомендации по изготовлению пленок
Слайд 26Рекомендации по составу композиций для экструзии рукавной пленки
Производители, как правило, указывают рекомендуемое
Рекомендации по составу композиций для экструзии рукавной пленки
Производители, как правило, указывают рекомендуемое
Слайд 27Входной контроль сырья
Входной контроль сырья
Слайд 28Гранулометрический состав (размер частиц и их фракционный состав). На практике для оценки
Гранулометрический состав (размер частиц и их фракционный состав). На практике для оценки

Слайд 29Сыпучесть
Характеризуется массой порошкообразного материала, истекающего через стандартную воронку с отверстием диаметром
Сыпучесть
Характеризуется массой порошкообразного материала, истекающего через стандартную воронку с отверстием диаметром
Слайд 30Рекомендации по подготовке (предварительной сушке перед переработкой)
Рекомендации по подготовке (предварительной сушке перед переработкой)
Слайд 31Свойства термопластов, наиболее часто используемых в производстве
Свойства термопластов, наиболее часто используемых в производстве
Слайд 32Технологические свойства полимеров
Реологические свойства
Вязкость расплава
Показатель текучести расплава
Массовый
Объемный
Оценка термостабильности
Технологические свойства полимеров
Реологические свойства
Вязкость расплава
Показатель текучести расплава
Массовый
Объемный
Оценка термостабильности
Слайд 33Плотность (обмер и взвешивание, гидростатическое взвешивание, пикнометрический метод, флотационный метод, метод градиентной
Плотность (обмер и взвешивание, гидростатическое взвешивание, пикнометрический метод, флотационный метод, метод градиентной
Слайд 34Методы получения пленок
- экструзия;
каландрование;
полив из раствора
Физические и химические свойства пленок
-
Методы получения пленок
- экструзия;
каландрование;
полив из раствора
Физические и химические свойства пленок
-
Слайд 35Получение пленок из раствора полимеров
Схема фильеры с валиком для отливки пленки из
Получение пленок из раствора полимеров
Схема фильеры с валиком для отливки пленки из
Слайд 36Технологические линии и способы получения пленок
Широко применяются два основных способа изготовления пленок
Технологические линии и способы получения пленок
Широко применяются два основных способа изготовления пленок
Слайд 371 – экструдер;
2 – плоскощелевая головка;
3 – коллектор;
4 – пленка;
5 – охлаждаемый
1 – экструдер;
2 – плоскощелевая головка;
3 – коллектор;
4 – пленка;
5 – охлаждаемый
Слайд 38Щелевой метод с охлаждением на валке
Щелевой метод с охлаждением на валке
Слайд 39Получение плоских пленок с использованием охлаждающей воды
Получение плоских пленок с использованием охлаждающей воды
Слайд 40Характеристика одношнековых экструдеров
Характеристика одношнековых экструдеров
Слайд 41Основные типы шнеков
а – шнек общего назначения с тремя (I, II, III)
Основные типы шнеков
а – шнек общего назначения с тремя (I, II, III)
Слайд 42Смесительные элементы шнеков
с гладким наконечником
с наконечником, оснащенным смесительным узлом
с поперечными отверстиями на
Смесительные элементы шнеков
с гладким наконечником
с наконечником, оснащенным смесительным узлом
с поперечными отверстиями на
Слайд 43Фильтры
Фильтры

Слайд 44Фильтр шиберного типа
Замена пакета (2, 3 или 4 сетки с различными по
Фильтр шиберного типа
Замена пакета (2, 3 или 4 сетки с различными по
Слайд 45а – одностадийная вытяжка в двух взаимно перпендикулярных направлениях;
б – одноосная вытяжка
а – одностадийная вытяжка в двух взаимно перпендикулярных направлениях;
б – одноосная вытяжка
Слайд 46Продольная ориентация пленки при комбинированном нагреве валками и инфракрасными излучателями
1 – тихоходные
Продольная ориентация пленки при комбинированном нагреве валками и инфракрасными излучателями
1 – тихоходные

Слайд 47Линия по получению двухосноориентированной (биаксиальной) пленки
Линия по получению двухосноориентированной (биаксиальной) пленки

Слайд 48Конструкция машины поперечного растяжения пленок:
1 - зажимы;
2, 3 - направляющий рельс;
4 -
Конструкция машины поперечного растяжения пленок:
1 - зажимы;
2, 3 - направляющий рельс;
4 -

Слайд 49Клупп для фиксации пленки
1 – растягиваемая зажатая пленка;
2 – корпус;
3 – упор-толкатель
Клупп для фиксации пленки
1 – растягиваемая зажатая пленка;
2 – корпус;
3 – упор-толкатель
Слайд 501 – агрегат для ориентации пленок;
2 – клуппы (зажимы); 3 – непрерывные
1 – агрегат для ориентации пленок; 2 – клуппы (зажимы); 3 – непрерывные
Слайд 51Получение пленок из расплава полимеров
Формы коллекторов плоскощелевых экструзионных головок
Головки с
Получение пленок из расплава полимеров
Формы коллекторов плоскощелевых экструзионных головок
Головки с
Слайд 52Щелевая головка с двумя коллекторами (типа «рыбий хвост»)
1 – нижняя плита;
Щелевая головка с двумя коллекторами (типа «рыбий хвост»)
1 – нижняя плита;
Слайд 53Коллекторная головка с распределительным шнеком
1 – коллектор; 2 – шнек; 3
Коллекторная головка с распределительным шнеком
1 – коллектор; 2 – шнек; 3
Слайд 54Рукавное получение пленки (снизу вверх)
1-пневмозагрузчик;
2-бункер;
3-экструдер;
4-формующая головка с адаптером;
5-кольцо воздушного охлаждения;
6-кольцевой бандаж;
7-рукав;
8-складывающие
Рукавное получение пленки (снизу вверх)
1-пневмозагрузчик;
2-бункер;
3-экструдер;
4-формующая головка с адаптером;
5-кольцо воздушного охлаждения;
6-кольцевой бандаж;
7-рукав;
8-складывающие

Слайд 55Формирование рукава по схеме снизу вверх
Формирование рукава по схеме снизу вверх
Слайд 56 Все варианты получения пленок имеют свои преимущества и недостатки:
- при движении сформованного
Все варианты получения пленок имеют свои преимущества и недостатки:
- при движении сформованного
Слайд 57Формирование рукава по схеме сверху вниз
Формирование рукава по схеме сверху вниз
Слайд 58- горизонтальное движение приводит к некоторому деформированию и более медленному охлаждению верхней
- горизонтальное движение приводит к некоторому деформированию и более медленному охлаждению верхней

Слайд 61Схема установки для ориентации рукавной пленки:
- экструдер; 2 - водяная ванна;
3
Схема установки для ориентации рукавной пленки:
- экструдер; 2 - водяная ванна;
3
Слайд 62При экструзии через рукавную головку полимер поступает в формующий канал и, обтекая
При экструзии через рукавную головку полимер поступает в формующий канал и, обтекая
Слайд 63Кольцевые экструзионные головки
1 – регулируемые губки головки;
2 – мундштук;
3 – формующий
Кольцевые экструзионные головки
1 – регулируемые губки головки;
2 – мундштук;
3 – формующий
Слайд 64Заготовку раздувают до необходимого диаметра давлением воздуха, подаваемого через центр мундштука, с
Заготовку раздувают до необходимого диаметра давлением воздуха, подаваемого через центр мундштука, с
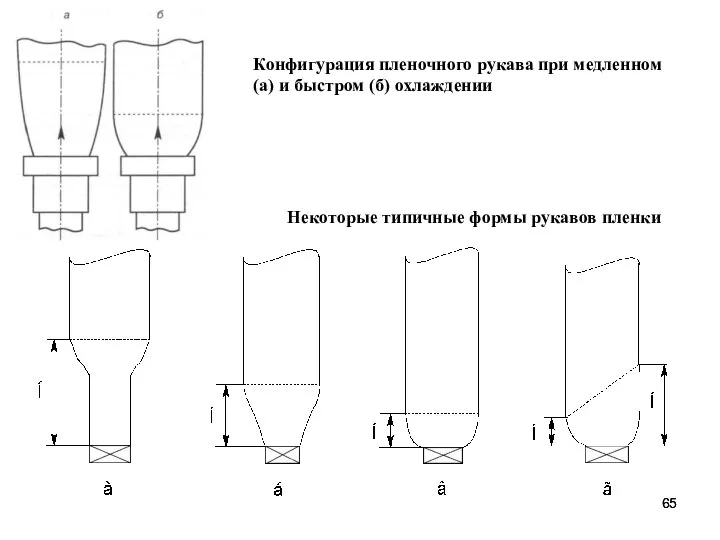
Слайд 65Конфигурация пленочного рукава при медленном (а) и быстром (б) охлаждении
Некоторые типичные
Конфигурация пленочного рукава при медленном (а) и быстром (б) охлаждении
Некоторые типичные
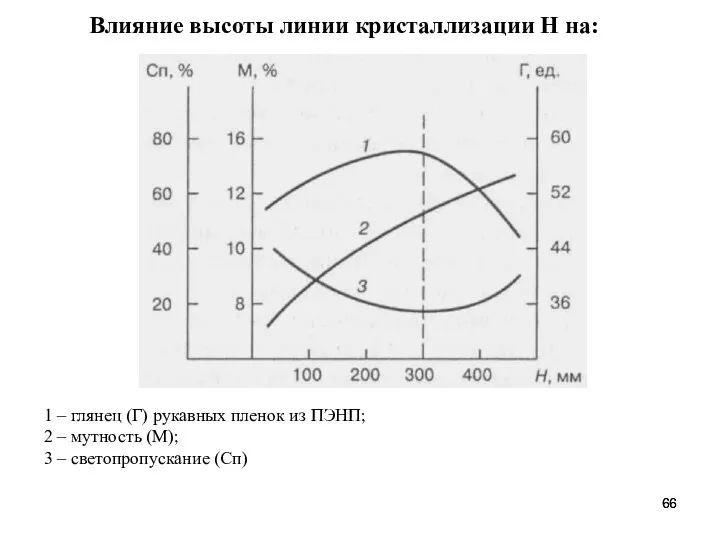
Слайд 66Влияние высоты линии кристаллизации Н на:
1 – глянец (Г) рукавных пленок из
Влияние высоты линии кристаллизации Н на:
1 – глянец (Г) рукавных пленок из
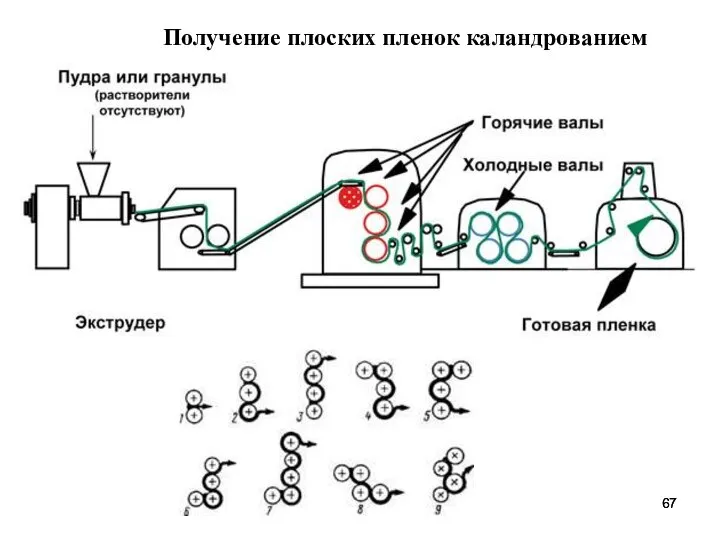
Слайд 67Получение плоских пленок каландрованием
Получение плоских пленок каландрованием
Слайд 68Получение плоских многослойных пленок
Получение плоских многослойных пленок

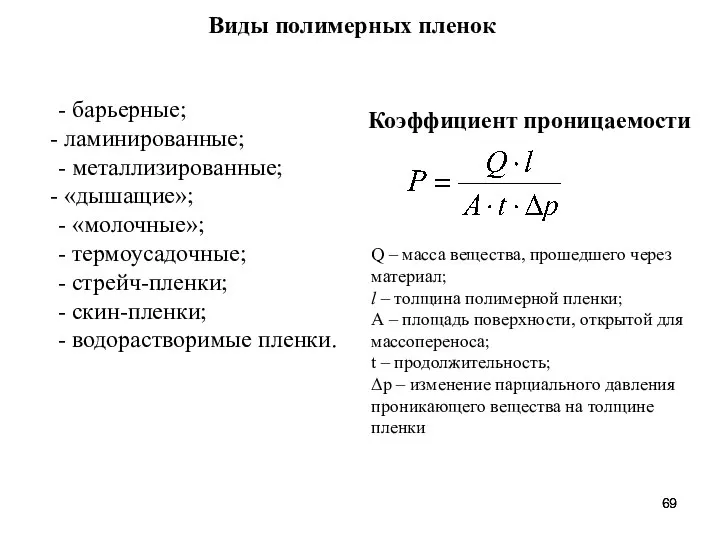
Слайд 69Виды полимерных пленок
- барьерные;
ламинированные;
- металлизированные;
«дышащие»;
- «молочные»;
- термоусадочные;
- стрейч-пленки;
- скин-пленки;
-
Виды полимерных пленок
- барьерные;
ламинированные;
- металлизированные;
«дышащие»;
- «молочные»;
- термоусадочные;
- стрейч-пленки;
- скин-пленки;
-
 Углеводороды. Природный газ. Алканы
Углеводороды. Природный газ. Алканы Природные источники углеводородов. Природный и попутный нефтяные газы. Нефть. Каменный уголь
Природные источники углеводородов. Природный и попутный нефтяные газы. Нефть. Каменный уголь Жиры. 10 класс
Жиры. 10 класс Количественный анализ. Методы количественного анализа
Количественный анализ. Методы количественного анализа ОГЭ — урок
ОГЭ — урок Спирты. Классификация спиртов
Спирты. Классификация спиртов Презентация на тему Целлюлоза
Презентация на тему Целлюлоза  Электроны в кристаллах. Приложения зонной теории
Электроны в кристаллах. Приложения зонной теории Основы материаловедения. Раздел 1
Основы материаловедения. Раздел 1 Строение атома. Распределение электронов
Строение атома. Распределение электронов Органика в ЕГЭ (А)
Органика в ЕГЭ (А) Химия и производство
Химия и производство Свойства основных липопротеинов (ЛП) плазмы крови
Свойства основных липопротеинов (ЛП) плазмы крови Соединения галогенов
Соединения галогенов Основания, их состав и название
Основания, их состав и название Изотопная геохимия. Лекция 4-5
Изотопная геохимия. Лекция 4-5 Кислотность и основность органических соединений
Кислотность и основность органических соединений Инертные газы и перспективы их применения
Инертные газы и перспективы их применения Хімічна промисловість
Хімічна промисловість Железо - основа всего мира
Железо - основа всего мира obschaya_kharakteristika_prostykh_alifaticheskikh_efirov
obschaya_kharakteristika_prostykh_alifaticheskikh_efirov Презентация на тему Полимеразная цепная реакция (ПЦР)
Презентация на тему Полимеразная цепная реакция (ПЦР)  Материаловедение. Адсорбционные материалы. Металлоорганические каркасы
Материаловедение. Адсорбционные материалы. Металлоорганические каркасы Сера и её соединения
Сера и её соединения Вдоль по радуге
Вдоль по радуге Алгоритмы при изучении химии
Алгоритмы при изучении химии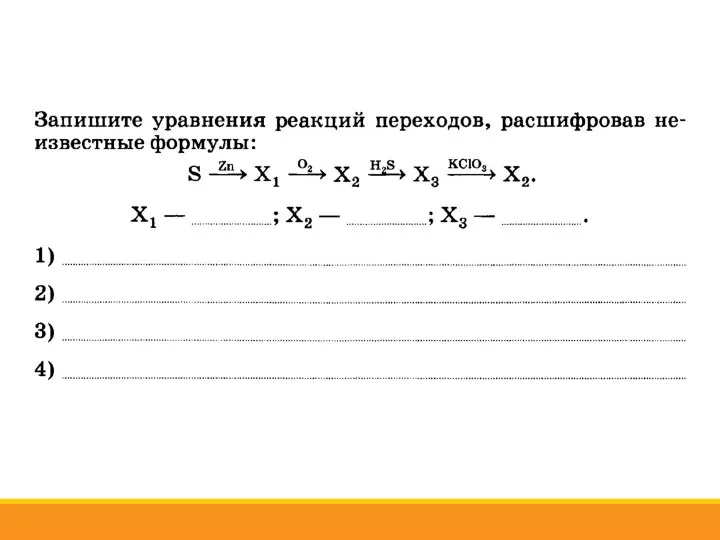 Соединения серы. Сернистая и серная кислоты
Соединения серы. Сернистая и серная кислоты Нихром. Физические свойства
Нихром. Физические свойства