30_Osnovnye_fiziko-khimicheskie_protsessy_pri_svarke_pod_flyusom_elektroshlakovoy_svarke_svarke_v_srede_inertnykh_aktivnykh_gaza (1)
- 30_Osnovnye_fiziko-khimicheskie_protsessy_pri_svarke_pod_flyusom_elektroshlakovoy_svarke_svarke_v_srede_inertnykh_aktivnykh_gaza (1)

Содержание
- 2. Оболочка расплавленного флюса, окружающего зону сварки, высокая концентрация тепловой энергии и равномерное перемещение дуги вдоль свариваемых
- 3. При сварке низкоуглеродистых сталей под марганцовистыми высококремнистыми флюсами обычно восстанавливаются кремний и марганец, находящиеся во флюсе,
- 4. Окисление кремния и марганца приводит к образованию комплексных соединений — силикатов марганца, часть из которых всплывает
- 5. Технологические процессы при газовой сварке В отличие от дуговой газовая сварка происходит с более низкими скоростями
- 6. При уменьшении в сварочной ванне кремния, марганца и углерода удаление растворенного оксида железа FeO может приостановиться,
- 7. При сварке науглероживающим пламенем сварочная ванна контактирует с газами СО, Н2 и углеродом С. В этом
- 9. Скачать презентацию
Слайд 2Оболочка расплавленного флюса, окружающего зону сварки, высокая концентрация тепловой энергии и равномерное
Оболочка расплавленного флюса, окружающего зону сварки, высокая концентрация тепловой энергии и равномерное
Слайд 3 При сварке низкоуглеродистых сталей под марганцовистыми высококремнистыми флюсами обычно восстанавливаются кремний и
При сварке низкоуглеродистых сталей под марганцовистыми высококремнистыми флюсами обычно восстанавливаются кремний и
Слайд 4Окисление кремния и марганца приводит к образованию комплексных соединений — силикатов марганца,
Окисление кремния и марганца приводит к образованию комплексных соединений — силикатов марганца,
Слайд 5Технологические процессы при газовой сварке
В отличие от дуговой газовая сварка происходит с
Технологические процессы при газовой сварке
В отличие от дуговой газовая сварка происходит с
Слайд 6При уменьшении в сварочной ванне кремния, марганца и углерода удаление растворенного оксида
При уменьшении в сварочной ванне кремния, марганца и углерода удаление растворенного оксида
Слайд 7При сварке науглероживающим пламенем сварочная ванна контактирует с газами СО, Н2 и
При сварке науглероживающим пламенем сварочная ванна контактирует с газами СО, Н2 и
 Политика
Политика Доходная недвижимость
Доходная недвижимость Britain
Britain Tatjana Moisejeva
Tatjana Moisejeva  Формы и технологии организации образовательного процесса стимулирующие учебную мотивацию в начальных классах
Формы и технологии организации образовательного процесса стимулирующие учебную мотивацию в начальных классах Тире в бессоюзном сложном предложении - ряд упражнений
Тире в бессоюзном сложном предложении - ряд упражнений Презентация на тему Храм
Презентация на тему Храм Права и обязанности детей
Права и обязанности детей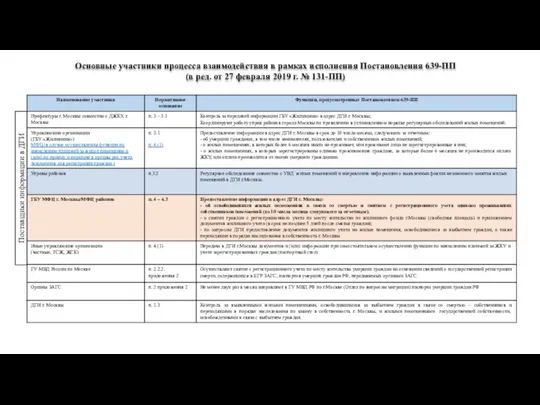 Основные участники процесса взаимодействия в рамках исполнения Постановления 639-ПП
Основные участники процесса взаимодействия в рамках исполнения Постановления 639-ПП Инвестиционный меморандум
Инвестиционный меморандум Пожары – страшное бедствие
Пожары – страшное бедствие Симбиоз
Симбиоз Etymological composition of the Englisg word-stock
Etymological composition of the Englisg word-stock Дракончики
Дракончики Искусство кино
Искусство кино Сахарный диабет
Сахарный диабет «Обдумай цель раньше, чем начать.»«С началом считается глупец, о конце думает мудрец»«Мудрый меняет свои решения, а дурак никогда
«Обдумай цель раньше, чем начать.»«С началом считается глупец, о конце думает мудрец»«Мудрый меняет свои решения, а дурак никогда Презентация на тему Языки программирования
Презентация на тему Языки программирования Эрнст Сетон - Томпсон
Эрнст Сетон - Томпсон Образ Петербурга в литературе XIX века.
Образ Петербурга в литературе XIX века. Гефест – бог огня
Гефест – бог огня ЭФФЕКТИВНОСТЬ ИННОВАЦИОННЫХ ПРОЕКТОВ ТЕХНОПАРКА
ЭФФЕКТИВНОСТЬ ИННОВАЦИОННЫХ ПРОЕКТОВ ТЕХНОПАРКА Продвижение проекта
Продвижение проекта Знаки препинания при однородных членах предложения
Знаки препинания при однородных членах предложения Структура ВС РФ
Структура ВС РФ Правители России 20 века
Правители России 20 века НОД и НОК Делимость чисел
НОД и НОК Делимость чисел Августовскоесовещаниепедагогическогоактива
Августовскоесовещаниепедагогическогоактива