- 4_STANKI_SVERLIL_NO-RASTOChNOJ_GRUPPY

Содержание
- 2. ТИПЫ СВЕРЛИЛЬНЫХ СТАНКОВ Сверлильные станки предназначены для сверления отверстий, нарезания в них резьбы метчиком, растачивания и
- 3. Существуют следующие типы универсальных сверлильных станков: 1. Одношпиндельные настольно-сверлильные станки для обработки отверстий малого диаметра. Станки
- 4. К группе сверлильных станков можно также отнести центровальные станки, которые служат для получения в торцах заготовок
- 5. ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2Н135 На станине 1 вертикально-сверлильного станка размещены основные части станка. Станина имеет вертикальные направляющие
- 6. Станок является универсальным вертикально-сверлильным и относится к конструктивной гамме вертикально-сверлильных станков средних размеров 2Н118, 2Н125, 2Н135
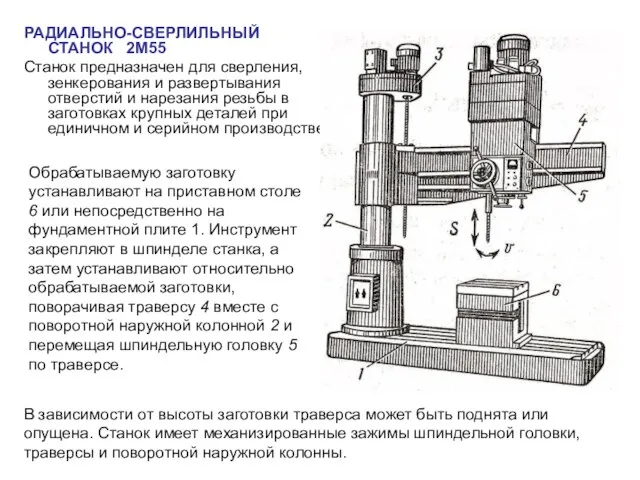
- 7. РАДИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2М55 Станок предназначен для сверления, зенкерования и развертывания отверстий и нарезания резьбы в заготовках
- 8. РАДИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2М55
- 9. Выпускают переносные радиально-сверлильные станки, которые допускают обработку отверстий в различно расположенных плоскостях.
- 10. МНОГОШПИНДЕЛЬНЫЕ СВЕРЛИЛЬНЫЕ СТАНКИ И СТАНКИ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ Многошпиндельные сверлильные станки. Существуют три основных вида многошпиндельных
- 11. а) станки с расположением шпинделей в один ряд для последовательного сверления в одной детали отверстий различного
- 12. б) станки с головками колокольного типа с переставными шарнирными шпинделями для одновременной обработки нескольких отверстий; в)
- 13. Станки для глубокого сверления (токарно-сверлильные) предназначены для сверления и рассверливания отверстий, длина которых во много раз
- 14. В станках для сверления отверстий малого диаметра при длине не больше 1000 мм вращается обрабатываемая заготовка
- 15. Большие, тяжелые заготовки остаются во время обработки неподвижными, а инструмент (специальное сверло и борштанга с расточными
- 16. РАСТОЧНЫЕ СТАНКИ На расточных станках можно сверлить, рассверливать, зенкеровать, растачивать и развертывать отверстия, подрезать торцы резцами,
- 17. Алмазно-расточные станки применяют для тонкой (алмазной) обработки, на них можно растачивать отверстия с отклонением поверхности от
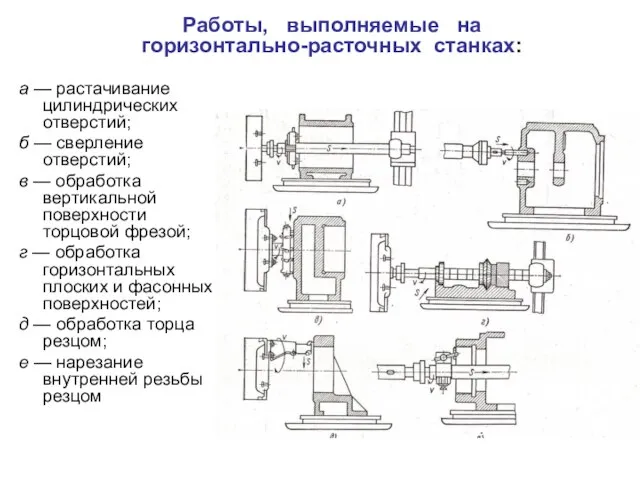
- 18. а — растачивание цилиндрических отверстий; б — сверление отверстий; в — обработка вертикальной поверхности торцовой фрезой;
- 19. УНИВЕРСАЛЬНЫЙ ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК 2620В Станок предназначен для обработки деталей больших размеров и массы. На нем можно
- 20. АЛМАЗНО-РАСТОЧНЫЕ СТАНКИ На алмазно-расточных станках выполняют тонкое растачивание точных цилиндрических и конических отверстий, а при наличии
- 21. КООРДИНАТНО-РАСТОЧНЫЕ СТАНКИ На координатно-расточных станках можно размечать и центровать, сверлить, развертывать и окончательно растачивать отверстия, обрабатывать
- 22. Для точного отсчета перемещений подвижных узлов станка координатно-расточные станки имеют специальные устройства: точные ходовые винты с
- 23. Координатно - расточные станки бывают одно- и двух-стоечные. Одностоечные координатно-расточные станки обычно снабжают крестовым столом, который
- 24. Координатно-расточные станки можно использовать как измерительные машины для проверки размеров деталей и особо точных разметочных работ.
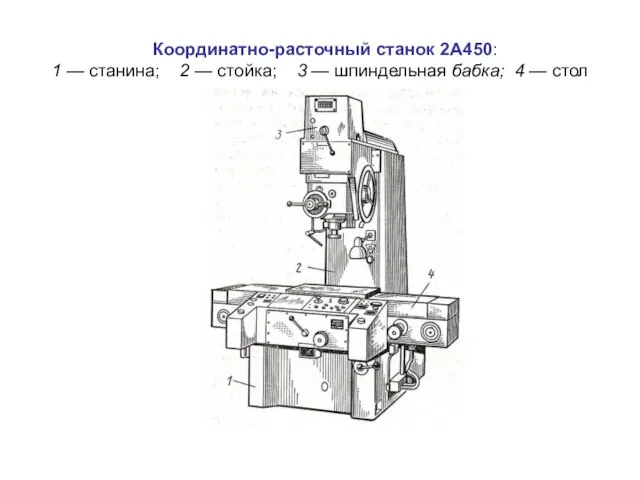
- 25. Координатно-расточный станок 2А450: 1 — станина; 2 — стойка; 3 — шпиндельная бабка; 4 — стол
- 26. Основной особенностью одностоечного координатно-расточного станка 2А450 является то, что он оборудован оптическими устройствами, позволяющими отсчитывать целую
- 28. Скачать презентацию
Слайд 2ТИПЫ СВЕРЛИЛЬНЫХ СТАНКОВ
Сверлильные станки предназначены для сверления отверстий, нарезания в них резьбы
ТИПЫ СВЕРЛИЛЬНЫХ СТАНКОВ
Сверлильные станки предназначены для сверления отверстий, нарезания в них резьбы
Слайд 3Существуют следующие типы универсальных сверлильных станков:
1. Одношпиндельные настольно-сверлильные станки для обработки отверстий малого
Существуют следующие типы универсальных сверлильных станков:
1. Одношпиндельные настольно-сверлильные станки для обработки отверстий малого
Слайд 4К группе сверлильных станков можно также отнести центровальные станки, которые служат для
К группе сверлильных станков можно также отнести центровальные станки, которые служат для
Слайд 5
ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2Н135
На станине 1 вертикально-сверлильного станка размещены основные части станка. Станина
ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2Н135
На станине 1 вертикально-сверлильного станка размещены основные части станка. Станина

Слайд 6Станок является универсальным вертикально-сверлильным и относится к конструктивной гамме вертикально-сверлильных станков средних
Станок является универсальным вертикально-сверлильным и относится к конструктивной гамме вертикально-сверлильных станков средних
Слайд 7РАДИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2М55
Станок предназначен для сверления, зенкерования и развертывания отверстий и нарезания
РАДИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2М55
Станок предназначен для сверления, зенкерования и развертывания отверстий и нарезания
Слайд 8РАДИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2М55
РАДИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК 2М55

Слайд 9Выпускают переносные радиально-сверлильные станки, которые допускают обработку отверстий в различно расположенных плоскостях.
Выпускают переносные радиально-сверлильные станки, которые допускают обработку отверстий в различно расположенных плоскостях.

Слайд 10МНОГОШПИНДЕЛЬНЫЕ СВЕРЛИЛЬНЫЕ СТАНКИ И СТАНКИ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
Многошпиндельные сверлильные станки.
Существуют три
МНОГОШПИНДЕЛЬНЫЕ СВЕРЛИЛЬНЫЕ СТАНКИ И СТАНКИ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
Многошпиндельные сверлильные станки.
Существуют три
Слайд 11а) станки с расположением шпинделей в один ряд для последовательного сверления в
а) станки с расположением шпинделей в один ряд для последовательного сверления в

Слайд 12б) станки с головками колокольного типа с переставными шарнирными шпинделями для одновременной
б) станки с головками колокольного типа с переставными шарнирными шпинделями для одновременной

Слайд 13Станки для глубокого сверления (токарно-сверлильные) предназначены для сверления и рассверливания отверстий, длина
Станки для глубокого сверления (токарно-сверлильные) предназначены для сверления и рассверливания отверстий, длина
Слайд 14В станках для сверления отверстий малого диаметра при длине не больше 1000
В станках для сверления отверстий малого диаметра при длине не больше 1000

Слайд 15Большие, тяжелые заготовки остаются во время обработки неподвижными, а инструмент (специальное сверло
Большие, тяжелые заготовки остаются во время обработки неподвижными, а инструмент (специальное сверло

Слайд 16РАСТОЧНЫЕ СТАНКИ
На расточных станках можно сверлить, рассверливать, зенкеровать, растачивать и развертывать
РАСТОЧНЫЕ СТАНКИ
На расточных станках можно сверлить, рассверливать, зенкеровать, растачивать и развертывать
Слайд 17Алмазно-расточные станки применяют для тонкой (алмазной) обработки, на них можно растачивать отверстия
Алмазно-расточные станки применяют для тонкой (алмазной) обработки, на них можно растачивать отверстия
Слайд 18а — растачивание цилиндрических отверстий;
б — сверление отверстий;
в — обработка
б — сверление отверстий;
в — обработка
Слайд 19УНИВЕРСАЛЬНЫЙ ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК 2620В
Станок предназначен для обработки деталей больших размеров и массы.
УНИВЕРСАЛЬНЫЙ ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК 2620В
Станок предназначен для обработки деталей больших размеров и массы.

Слайд 20АЛМАЗНО-РАСТОЧНЫЕ СТАНКИ
На алмазно-расточных станках выполняют тонкое растачивание точных цилиндрических и конических отверстий,
АЛМАЗНО-РАСТОЧНЫЕ СТАНКИ
На алмазно-расточных станках выполняют тонкое растачивание точных цилиндрических и конических отверстий,

Слайд 21КООРДИНАТНО-РАСТОЧНЫЕ СТАНКИ
На координатно-расточных станках можно размечать и центровать, сверлить, развертывать и
КООРДИНАТНО-РАСТОЧНЫЕ СТАНКИ
На координатно-расточных станках можно размечать и центровать, сверлить, развертывать и
Слайд 22Для точного отсчета перемещений подвижных узлов станка координатно-расточные станки имеют специальные устройства:
Для точного отсчета перемещений подвижных узлов станка координатно-расточные станки имеют специальные устройства:
Слайд 23Координатно - расточные станки бывают одно- и двух-стоечные.
Одностоечные координатно-расточные станки обычно
Координатно - расточные станки бывают одно- и двух-стоечные.
Одностоечные координатно-расточные станки обычно
Слайд 24Координатно-расточные станки можно использовать как измерительные машины для проверки размеров деталей и
Координатно-расточные станки можно использовать как измерительные машины для проверки размеров деталей и
Слайд 25 Координатно-расточный станок 2А450:
1 — станина; 2 — стойка; 3 — шпиндельная
Координатно-расточный станок 2А450: 1 — станина; 2 — стойка; 3 — шпиндельная
Слайд 26Основной особенностью одностоечного координатно-расточного станка 2А450 является то, что он оборудован оптическими
Основной особенностью одностоечного координатно-расточного станка 2А450 является то, что он оборудован оптическими
 ГМО
ГМО Современная Россия
Современная Россия История ЭВМ
История ЭВМ Защита для сварщиков Продакт-менеджер направления Средства Индивидуальной Защиты ГК «Восток-Сервис» Гуреев Михаил.
Защита для сварщиков Продакт-менеджер направления Средства Индивидуальной Защиты ГК «Восток-Сервис» Гуреев Михаил. Педагоги - организаторы
Педагоги - организаторы Презентация на тему Травмы глаз
Презентация на тему Травмы глаз  Команда: « Божья коровка» МАОУ СОШ №59 ДОШКОЛЬНОЕ ОТДЕЛЕНИЕ КОРПУС №2
Команда: « Божья коровка» МАОУ СОШ №59 ДОШКОЛЬНОЕ ОТДЕЛЕНИЕ КОРПУС №2 Международное движение капитала
Международное движение капитала  Who are the Amish?
Who are the Amish? Доверительное управление. Российские акции АО ИФК Солид
Доверительное управление. Российские акции АО ИФК Солид Семейные традиции
Семейные традиции Птицы на кормушке
Птицы на кормушке Массовая культура
Массовая культура Презентация на тему Взаимодействие людей в многонациональном обществе
Презентация на тему Взаимодействие людей в многонациональном обществе Business enviroment in Russia
Business enviroment in Russia Биосфера – глобальная экологическая система, ее границы
Биосфера – глобальная экологическая система, ее границы Агрессивность у детей дошкольного возраста
Агрессивность у детей дошкольного возраста Традиционная обувь бурят
Традиционная обувь бурят Устная и письменная речь
Устная и письменная речь Робота з базами даних
Робота з базами даних Образ дома в произведениях русских писателей
Образ дома в произведениях русских писателей Торговый и интернет-эквайринг
Торговый и интернет-эквайринг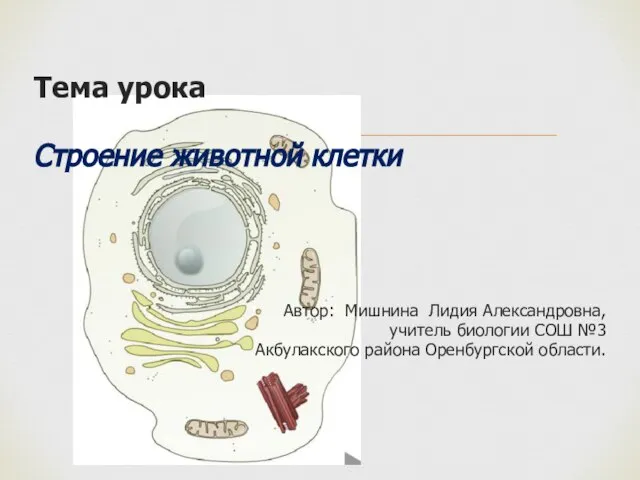 Строение животной клетки
Строение животной клетки Создание условий для духовно-нравственного развития и воспитания в современной школе
Создание условий для духовно-нравственного развития и воспитания в современной школе «Источники загрязнения Атмосферы»
«Источники загрязнения Атмосферы» Психология – удивительная наука
Психология – удивительная наука С днём ракетных войск и артиллерии
С днём ракетных войск и артиллерии Фотосинтетический аппарат у прокариот. Пигменты. Функциональные структуры
Фотосинтетический аппарат у прокариот. Пигменты. Функциональные структуры