- Аналіз технології отримання трубок прицезійної якості

Содержание
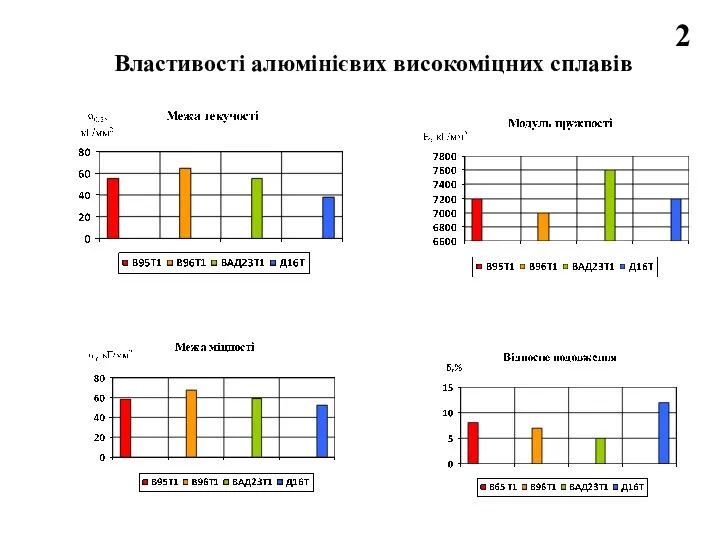
- 2. 2 Властивості алюмінієвих високоміцних сплавів
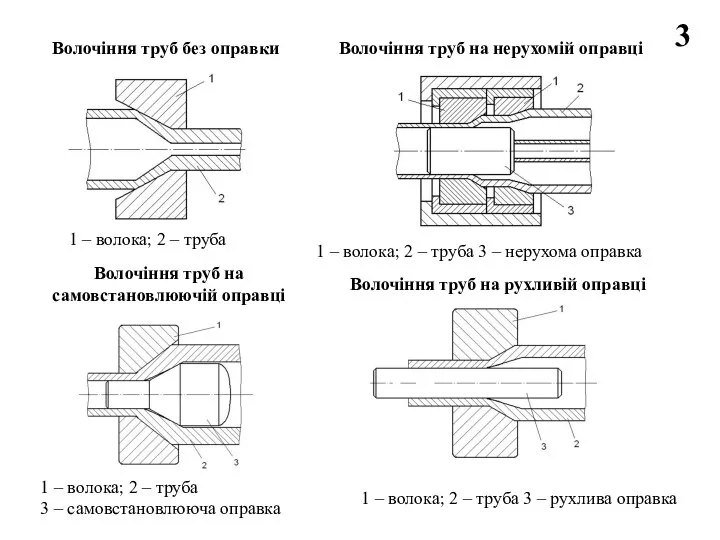
- 3. 3 Волочіння труб без оправки Волочіння труб на нерухомій оправці 1 – волока; 2 – труба
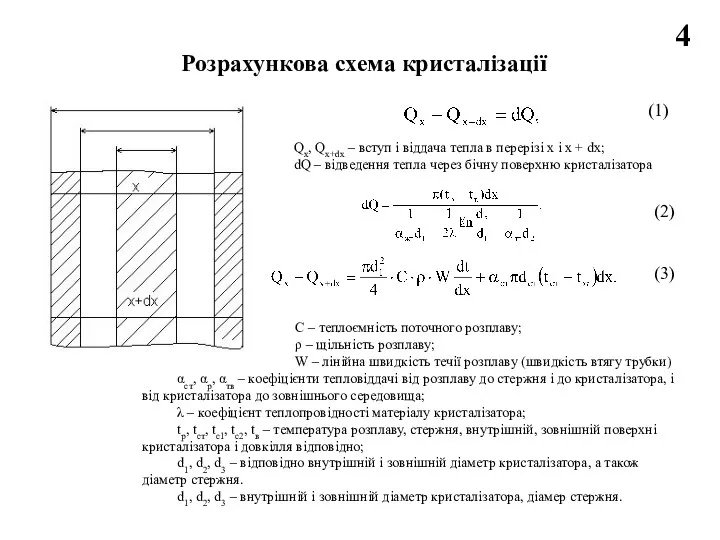
- 4. 4 Розрахункова схема кристалізації Qх, Qх+dх – вступ і віддача тепла в перерізі х і х
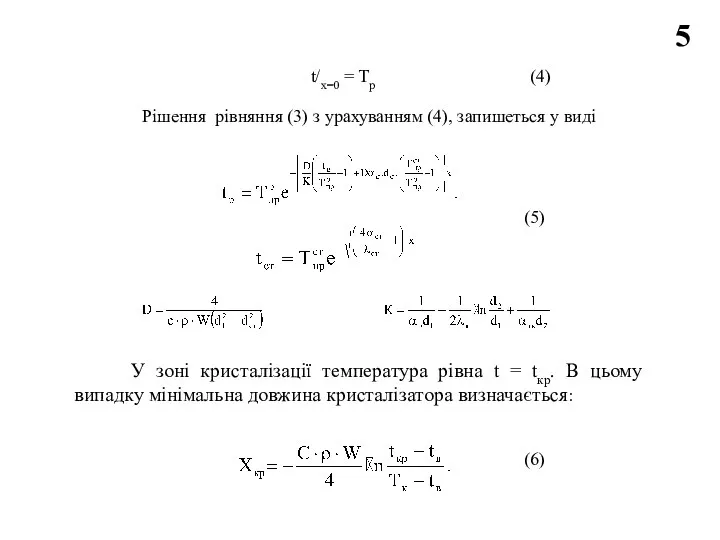
- 5. 5 t/x=0 = Тр (4) Рішення рівняння (3) з урахуванням (4), запишеться у виді (5) У
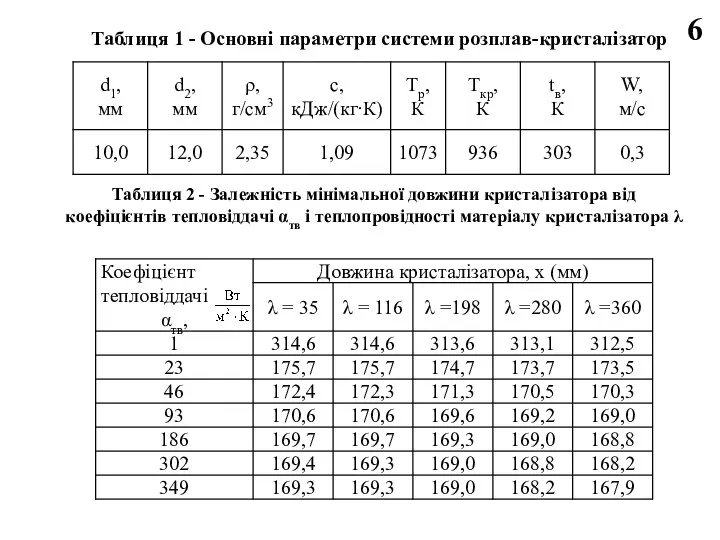
- 6. 6 Таблиця 1 - Основні параметри системи розплав-кристалізатор Таблиця 2 - Залежність мінімальної довжини кристалізатора від
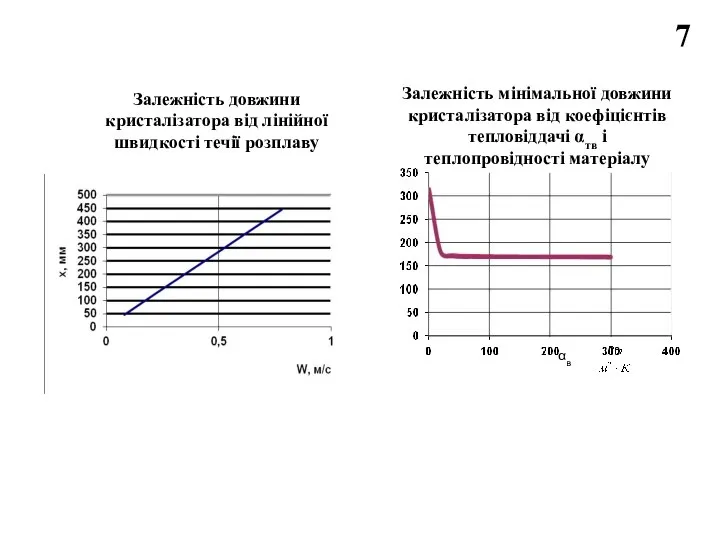
- 7. 7 Залежність довжини кристалізатора від лінійної швидкості течії розплаву Залежність мінімальної довжини кристалізатора від коефіцієнтів тепловіддачі
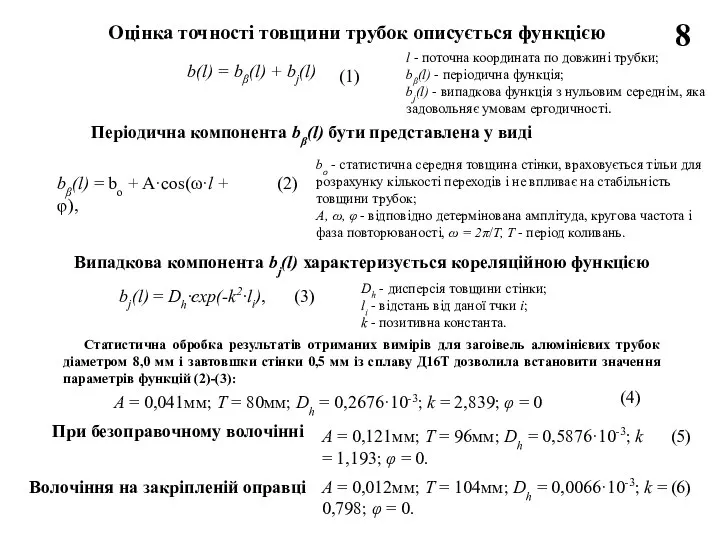
- 8. 8 Оцінка точності товщини трубок описується функцією b(l) = bβ(l) + bj(l) l - поточна координата
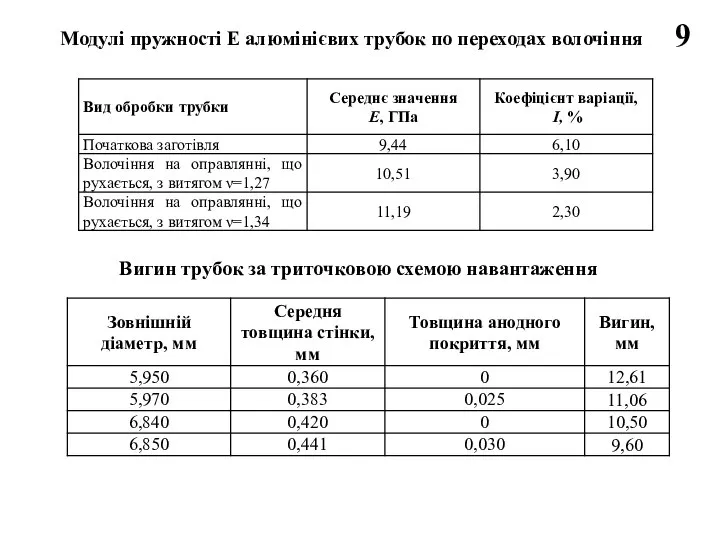
- 9. 9 Модулі пружності Е алюмінієвих трубок по переходах волочіння Вигин трубок за триточковою схемою навантаження
- 10. ВИСНОВКИ 1. Проаналізовано характеристики пеків – зв’язуючого для виробництва електродів та їх вплив на властивості «зелених»
- 12. Скачать презентацию
Слайд 33
Волочіння труб без оправки
Волочіння труб на нерухомій оправці
1 – волока; 2 –
3
Волочіння труб без оправки
Волочіння труб на нерухомій оправці
1 – волока; 2 –
Слайд 44
Розрахункова схема кристалізації
Qх, Qх+dх – вступ і віддача тепла в перерізі х
4
Розрахункова схема кристалізації
Qх, Qх+dх – вступ і віддача тепла в перерізі х
Слайд 55
t/x=0 = Тр
(4)
Рішення рівняння (3) з урахуванням (4), запишеться у виді
(5)
У зоні
5
t/x=0 = Тр
(4)
Рішення рівняння (3) з урахуванням (4), запишеться у виді
(5)
У зоні
Слайд 66
Таблиця 1 - Основні параметри системи розплав-кристалізатор
Таблиця 2 - Залежність мінімальної довжини
6
Таблиця 1 - Основні параметри системи розплав-кристалізатор
Таблиця 2 - Залежність мінімальної довжини
Слайд 77
Залежність довжини кристалізатора від лінійної швидкості течії розплаву
Залежність мінімальної довжини кристалізатора від
7
Залежність довжини кристалізатора від лінійної швидкості течії розплаву
Залежність мінімальної довжини кристалізатора від
Слайд 88
Оцінка точності товщини трубок описується функцією
b(l) = bβ(l) + bj(l)
l - поточна
8
Оцінка точності товщини трубок описується функцією
b(l) = bβ(l) + bj(l)
l - поточна
Слайд 99
Модулі пружності Е алюмінієвих трубок по переходах волочіння
Вигин трубок за триточковою схемою
9
Модулі пружності Е алюмінієвих трубок по переходах волочіння
Вигин трубок за триточковою схемою
Слайд 10ВИСНОВКИ
1. Проаналізовано характеристики пеків – зв’язуючого для виробництва електродів та їх вплив
ВИСНОВКИ
1. Проаналізовано характеристики пеків – зв’язуючого для виробництва електродів та їх вплив
 Управление Роскомнадзора по Северо-Западному федеральному округу - 2021
Управление Роскомнадзора по Северо-Западному федеральному округу - 2021 Признаки Любви
Признаки Любви Тема 8.2. Датчик давления КРАМС.
Тема 8.2. Датчик давления КРАМС. Физиология почки
Физиология почки Оборудование для очистных работ. Устройства для сушки (обдува) автомобиля
Оборудование для очистных работ. Устройства для сушки (обдува) автомобиля Грозит ли России новый застой?Перспективы экономического роста после кризиса
Грозит ли России новый застой?Перспективы экономического роста после кризиса Миграции населения в современном мире Подготовила: Клеутина С.А.
Миграции населения в современном мире Подготовила: Клеутина С.А. Глава 2 МЕТОДЫ РЕШЕНИЯ СИСТЕМ ЛИНЕЙНЫХ УРАВНЕНИЙ
Глава 2 МЕТОДЫ РЕШЕНИЯ СИСТЕМ ЛИНЕЙНЫХ УРАВНЕНИЙ О реализации полномочий по утверждению нормативов потребления коммунальных услуг
О реализации полномочий по утверждению нормативов потребления коммунальных услуг Лыжный спорт
Лыжный спорт Презентация по учебной / производственной практике
Презентация по учебной / производственной практике По страницам повести И.С.Тургенева «Ася»
По страницам повести И.С.Тургенева «Ася» Какой ты супергерой из мультфильма (тест)
Какой ты супергерой из мультфильма (тест) Презентация на тему почему идут дожди и дует ветер
Презентация на тему почему идут дожди и дует ветер 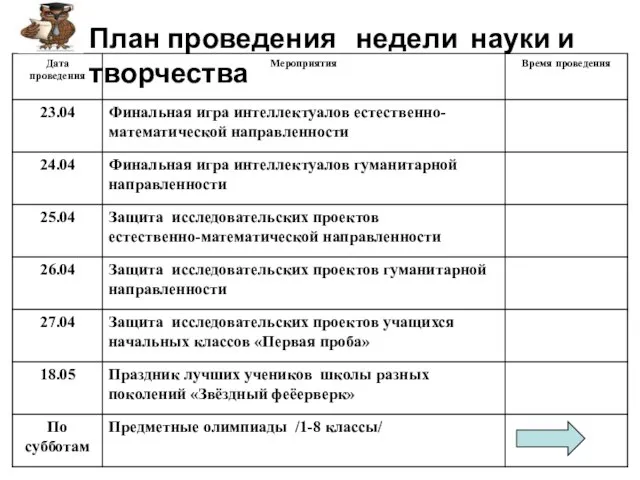 План проведения недели науки и творчества
План проведения недели науки и творчества ForteBank. Итоги
ForteBank. Итоги Роль органов местного самоуправления в поддержке малого предпринимательства на примере администрации городского округа Балашиха
Роль органов местного самоуправления в поддержке малого предпринимательства на примере администрации городского округа Балашиха Причёски и костюм XVII – XIX веков
Причёски и костюм XVII – XIX веков Закон Ома
Закон Ома Профсоюзная Организация Обучающихся ШАДИ(ф)
Профсоюзная Организация Обучающихся ШАДИ(ф) «…единственно нужное размещение единственно нужных слов»(Л. Толстой о труде поэта и писателя)
«…единственно нужное размещение единственно нужных слов»(Л. Толстой о труде поэта и писателя) Конгресс США. Структура. Функции и порядок формирования палат
Конгресс США. Структура. Функции и порядок формирования палат Презентация на тему Русский символизм в литературе
Презентация на тему Русский символизм в литературе простаяМАТЕМАТИКА
простаяМАТЕМАТИКА П.А. Столыпину посвящается…
П.А. Столыпину посвящается… Презентация на тему Электризация в природе и в жизни
Презентация на тему Электризация в природе и в жизни 8 марта
8 марта Доклад начальника ПЧ-340
Доклад начальника ПЧ-340