Слайд 2Основні принципи вибору баз і похибки базування
Способи встановлення і закріплення заготовки.
Точність
механічної обробки деталі залежить від способу установки (базування і закріплення) заготовки. Під установкою розуміється правильна орієнтація заготовки щодо різального інструменту і надійна фіксація її в даному положенні. Правильність установки визначається характером і точністю базування заготовки. Відповідно до ГОСТ 21495-76 під базуванням розуміють надання заготівлі необхідного положення щодо обраної системи координат.
Базою називають вихідну поверхню, що визначає положення заготовки в процесі обробки її на верстаті або ориентующу інші деталі вузла, агрегату при складанні. Базування необхідно на всіх стадіях створення виробу.
Слайд 3За призначенням розрізняють конструкторські, технологічні та вимірювальні бази.
Конструкторські бази - це поверхні,
лінії або точки на робочому кресленні деталі, щодо яких конструктор задає розміри і взаємне положення інших поверхонь, ліній або точок. Конструкторськими базами на робочому кресленні служать осі отворів і валів, осі симетрії та інші геометричні елементи. Важливим питанням при конструюванні є правильна простановка розмірів на кресленні, яка можлива ланцюговим або координатним способом. При ланцюговому способі підсумовування помилок окремих ланок розмірної ланцюга неминуче (рис. 3.1, а).
При координатному способі (від однієї конструкторської бази) виключається підсумовування помилок окремих розмірів в процесі вимірювання деталі ( рис. 3.1, б).
Слайд 5Технологічною базою називається поверхня, яка використовується для визначення положення заготовки в процесі
виготовлення деталі. Технологічною базою може бути робоча поверхня деталі або спеціально створена поверхня у заготовки для базування при обробці, яка не виконує службового призначення у деталі (наприклад: центрові отвори валів, припливи у деталей - корпусів).
Вимірювальною базою називається поверхня, яка використовується для визначення відносного положення заготовки і засобів вимірювання, тобто від якої роблять відлік розміру обробки.
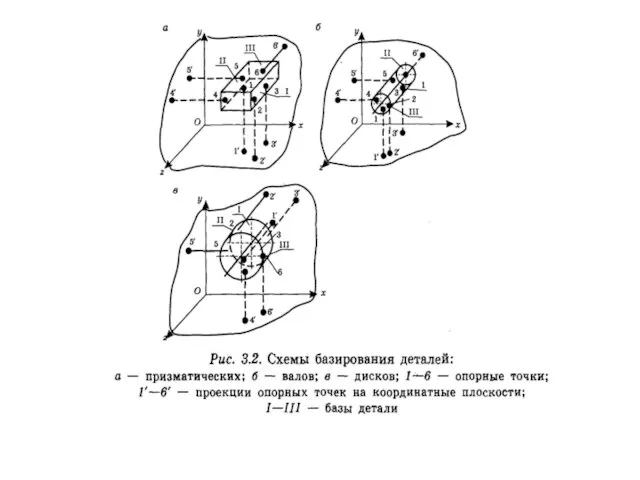
Базування пов'язано з частковим або повним позбавленням ступенів свободи заготовки у вибраній системі координат. Тому встановлені наступні різновиди технологічних баз: установча, напрямна (подвійна спрямовуюча), опорна (подвійна опорна).
Слайд 6Настановної базою називають елементи деталі, використовувані в процесі обробки для встановлення взаємозв'язку
між розташуванням ріжучої кромки інструменту і оброблюваної поверхнею і позбавляють заготовку трьох ступенів свободи: переміщення вздовж осі у і поворотів навколо осей х та z (поверхня I в площині xOz, рис. 3.2, а).
Напрямна база позбавляє заготовку двох ступенів свободи: переміщення вздовж осі х і повороту навколо осі у (поверхня II в площині yOz, рис. 3.2, а).
Подвійна напрямна база позбавляє заготовку чотирьох ступенів свободи: переміщень вздовж осей х і у і поворотів навколо цих осей (рис. 3.2, б).
Опорна база позбавляє заготовку одного ступеня свободи: переміщення вздовж осі г (поверхня III в площині хОу на рис. 3.2, а).
Подвійна опорна база позбавляє заготовку двох ступенів свободи: переміщень вздовж координатних осей х і у (рис. 3.2, в).
Слайд 8При проектуванні технологічних процесів правильне призначення технологічних баз сприяє підвищенню точності обробки.
Тому при виборі баз необхідно враховувати наступні положення:
поверхню заготовки або складальної одиниці, прийнята за технологічну базу, має бути оброблена з необхідної точністю і шорсткістю; при обробці такої поверхні заготівлю базують по чорновим баз (тобто необробленим поверхностях);
при обробці заготовок складної конструкції (блок циліндрів) чорнові бази повинні бути гладкими і не мати ливарних і штампувальних ухилів;
за чорнові бази слід приймати поверхні, розташовані паралельно, перпендикулярно або концентрично технологічній базі, так як при цьому спрощується процес базування і підвищується точність обробки технологічної бази;
Слайд 9за технологічну настановну базу приймається велика за площею поверхня заготовки, що дозволяє
далі рознести три опорні точки і підвищує стійкість заготовки в процесі її обробки;
за направляючу технологічну базу приймається велика по довжині і менша по ширині поверхню заготовки, що дає можливість розташувати точки, що визначають напрямок заготовки, на одній прямій і підвищити точність базування;
для досягнення високої точності обробки необхідно дотримуватися принципу суміщення технологічної, вимірювальної та конструкторської баз, тому при розробці конструкції деталі необхідно передбачати можливість використання конструкторської бази в якості технологічної та вимірювальної;
при проектуванні технологічних процесів обробки деталей складної конструкції з великою кількістю точних взаємопов'язаних поверхонь необхідно дотримуватися принцип сталості технологічної бази, який полягає у використанні однієї і тієї ж технологічної бази при виконанні всіх основних операцій обробки заготовки.
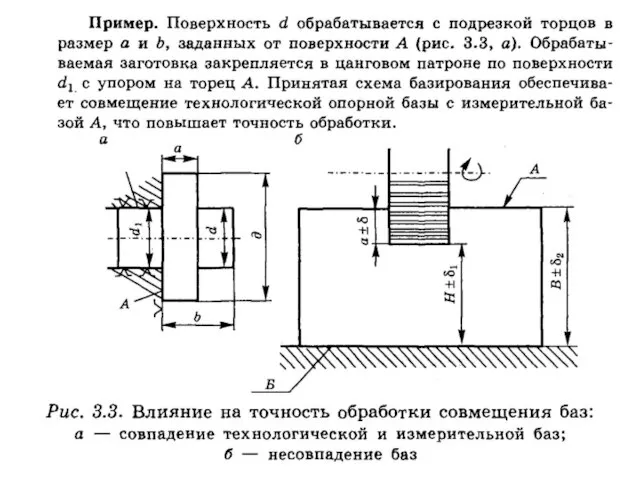
Слайд 11При обробці паза на глибину а±5 (рис. 3.3, б) з відліком розміру
від вимірювальної бази А деталі, встановленої на столі фрезерного верстата базою Б (налагодження фрези виконана за розміром Н), допуск замикаючої ланки а буде дорівнює алгебраїчній сумі допусків складових ланок, так як технологічна база Б не співпадає з вимірювальною базою А. У цьому випадку точність обробки знижується, так як на допуск розміру а, крім похибки налаштування, впливає і коливання розміру В, зв'язує настановну і вимірювальну бази. Отже, похибка базування представляє собою відхилення фактичного положення заготовки при базуванні від запланованого. Якщо технологічна база збігається з вимірювальною, похибка базування дорівнює нулю.
Похибка базування дорівнює нулю для всіх розмірів, що визначають взаємне положення поверхонь, оброблених при даній установці заготовки.


 Программа статистического обследования предприятий общественного питания
Программа статистического обследования предприятий общественного питания Презентация на тему Неравенства и их решения
Презентация на тему Неравенства и их решения  Факторы, влияющие на скорость химической реакции
Факторы, влияющие на скорость химической реакции Жизнь и творчество Федора Михайловича Достоевского
Жизнь и творчество Федора Михайловича Достоевского Основные понятия системологии
Основные понятия системологии Экономика СССР в годы Великой Отечественной войны
Экономика СССР в годы Великой Отечественной войны Порядок судебного разбирательства и приговор суда. Лекция 20
Порядок судебного разбирательства и приговор суда. Лекция 20 Педагогические чтения по теме : « Школа-центр духовно-нравственного становления личности» Работу выполнила учитель русского я
Педагогические чтения по теме : « Школа-центр духовно-нравственного становления личности» Работу выполнила учитель русского я ГЕОГРАФИЯ – ЭТО КОМПЛЕКС НАУК, ИЗУЧАЮЩИЙ ВЗАИМОДЕЙСТВИЕ ПРИРОДЫ И ОБЩЕСТВА В ПРОЦЕССЕ ПРОИЗВОДСТВА МАТЕРИАЛЬНЫХ БЛАГ И УСЛУГ.
ГЕОГРАФИЯ – ЭТО КОМПЛЕКС НАУК, ИЗУЧАЮЩИЙ ВЗАИМОДЕЙСТВИЕ ПРИРОДЫ И ОБЩЕСТВА В ПРОЦЕССЕ ПРОИЗВОДСТВА МАТЕРИАЛЬНЫХ БЛАГ И УСЛУГ. Проект детальных инженерно-геологических изысканий на площадке строительства кранового узла №824
Проект детальных инженерно-геологических изысканий на площадке строительства кранового узла №824 Dance-Modern шоу-балет
Dance-Modern шоу-балет Контекстная реклама: выбор форматов и оценка эффективности
Контекстная реклама: выбор форматов и оценка эффективности Взаимосвязь мотивации и уровня стресса
Взаимосвязь мотивации и уровня стресса Как найти клиентов?
Как найти клиентов? Затылованные фрезы. Основы проектирования режущих инструментов. Часть 2
Затылованные фрезы. Основы проектирования режущих инструментов. Часть 2 Осень. Люблю природу русскую. 2 класс
Осень. Люблю природу русскую. 2 класс 123
123 Презентация на тему Фридрих Шиллер
Презентация на тему Фридрих Шиллер широков
широков Transport for London (TfL) London Underground Project
Transport for London (TfL) London Underground Project EXPO-58, Брюссель
EXPO-58, Брюссель Текст как форма представления информации
Текст как форма представления информации Пищевые добавки
Пищевые добавки Максимальный размер микрозайма 1 000 000 рублей Максимальный срок 12 месяцев Процентная ставка 8% годовых (на 01.06.2012) (ст
Максимальный размер микрозайма 1 000 000 рублей Максимальный срок 12 месяцев Процентная ставка 8% годовых (на 01.06.2012) (ст Право в системе регулирования общественных отношений. Правовая основа физической культуры и спорта
Право в системе регулирования общественных отношений. Правовая основа физической культуры и спорта Современное декоративное искусство
Современное декоративное искусство Мои права и обязанности
Мои права и обязанности Презентация на тему Движение крови по сосудам
Презентация на тему Движение крови по сосудам