Дослідження та синтез системи автоматичного управління температурою повітря у паровій конвеєрній сушарці
- Дослідження та синтез системи автоматичного управління температурою повітря у паровій конвеєрній сушарці

Содержание
- 2. Метою проекту є підвищення ефективності роботи парової сушарки за рахунок покращення показників якості процесу автоматичного керування
- 3. Технологічна схема процесу сушіння макаронних виробів 2 – калорифер; 3 – конвеєри; 6, 11 – колектори;
- 4. Імітаційна модель, що описує процеси теплообміном усередині парової сушарки де Тсуш та Тмак – поточна температура,
- 5. Реалізація імітаційної моделі, що описує процеси теплообміном усередині парової сушарки Вікно настройок блоку “Signal Building”, що
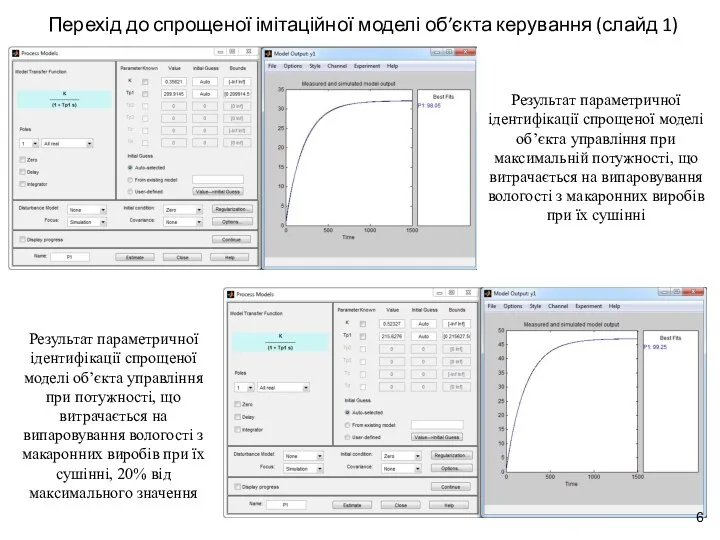
- 6. Перехід до спрощеної імітаційної моделі об’єкта керування (слайд 1) Результат параметричної ідентифікації спрощеної моделі об’єкта управління
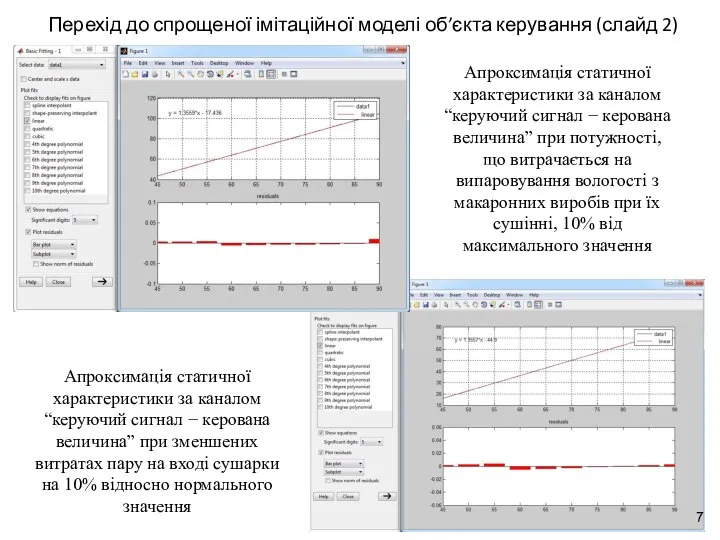
- 7. Перехід до спрощеної імітаційної моделі об’єкта керування (слайд 2) Апроксимація статичної характеристики за каналом “керуючий сигнал
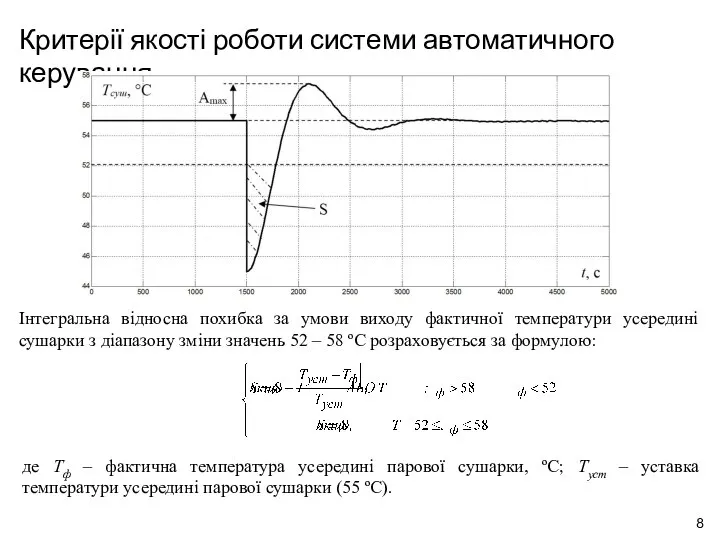
- 8. Критерії якості роботи системи автоматичного керування Інтегральна відносна похибка за умови виходу фактичної температури усередині сушарки
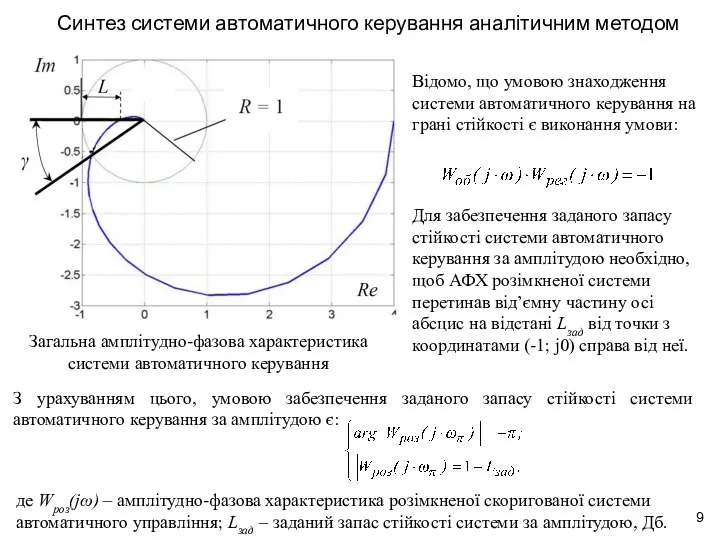
- 9. Синтез системи автоматичного керування аналітичним методом Загальна амплітудно-фазова характеристика системи автоматичного керування Відомо, що умовою знаходження
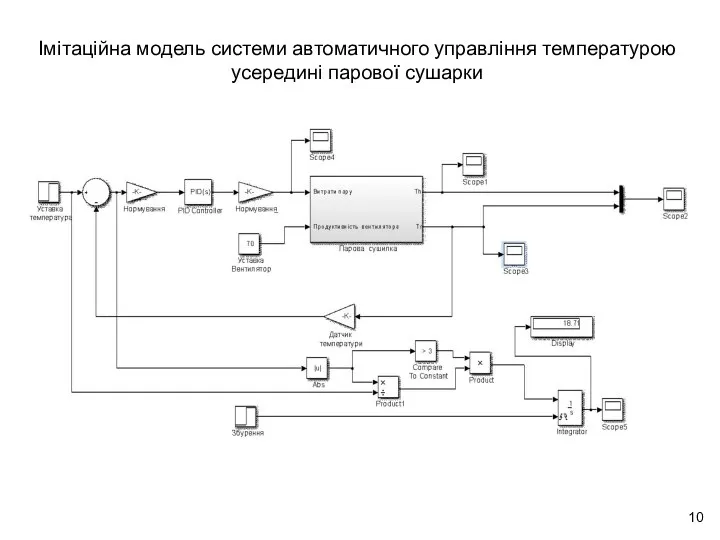
- 10. Імітаційна модель системи автоматичного управління температурою усередині парової сушарки
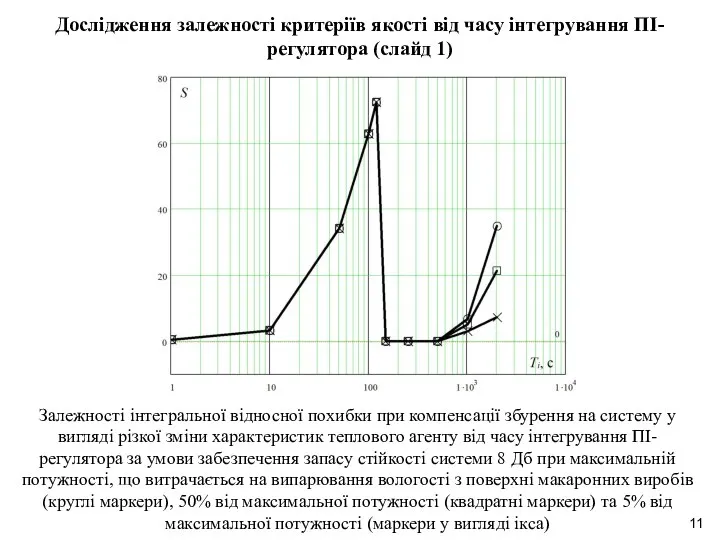
- 11. Дослідження залежності критеріїв якості від часу інтегрування ПІ-регулятора (слайд 1) Залежності інтегральної відносної похибки при компенсації
- 12. Дослідження залежності критеріїв якості від часу інтегрування ПІ-регулятора (слайд 2) Перехідний процес на виході скоригованої системи
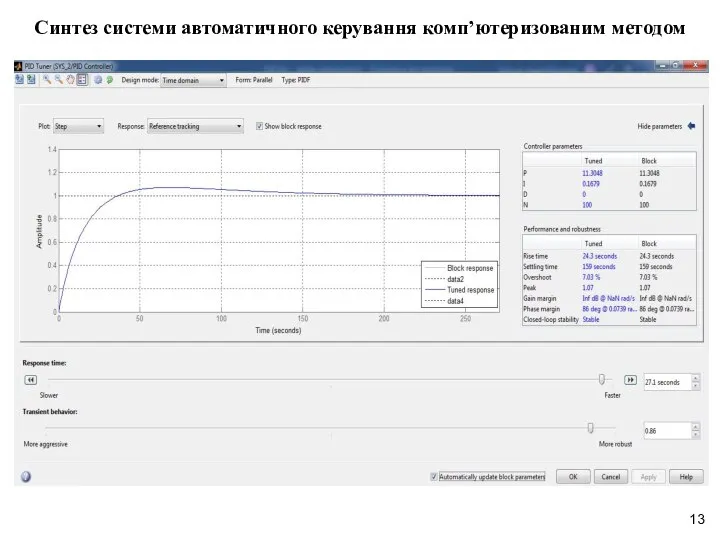
- 13. Синтез системи автоматичного керування комп’ютеризованим методом
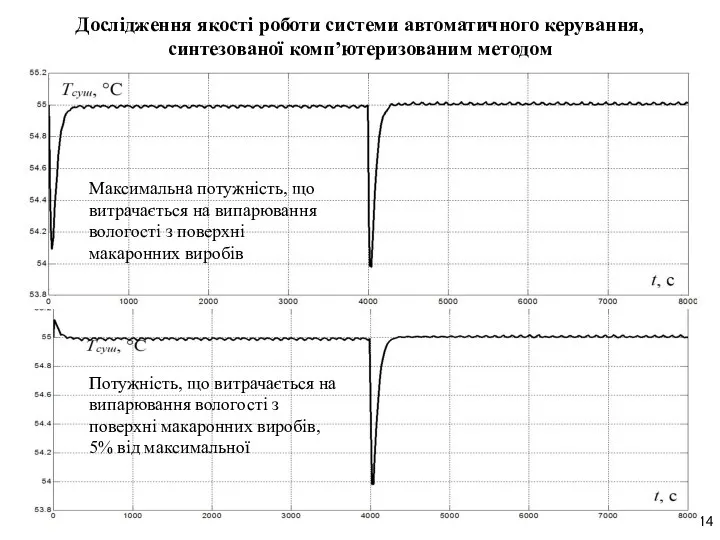
- 14. Дослідження якості роботи системи автоматичного керування, синтезованої комп’ютеризованим методом Максимальна потужність, що витрачається на випарювання вологості
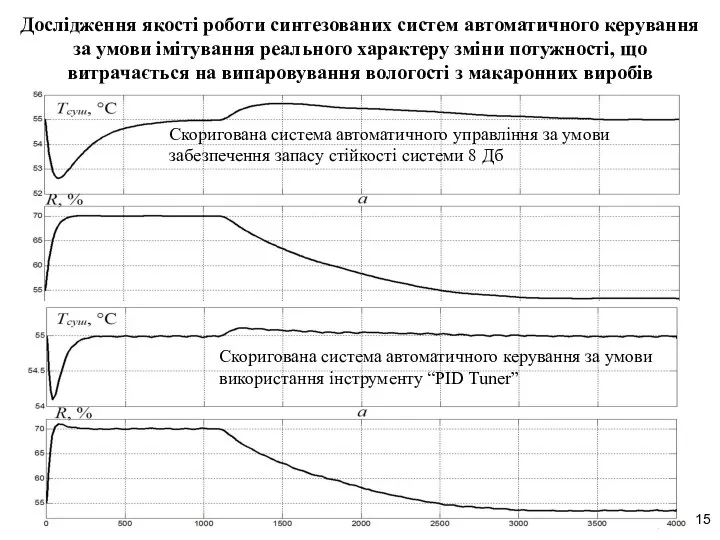
- 15. Дослідження якості роботи синтезованих систем автоматичного керування за умови імітування реального характеру зміни потужності, що витрачається
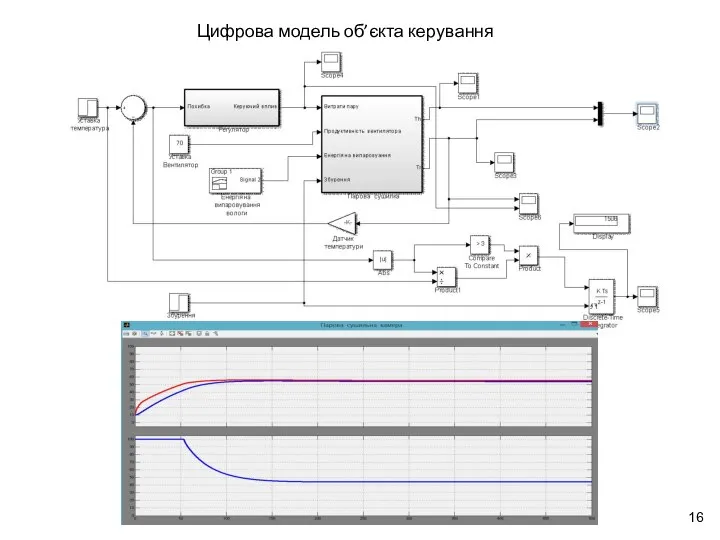
- 16. Цифрова модель об’єкта керування
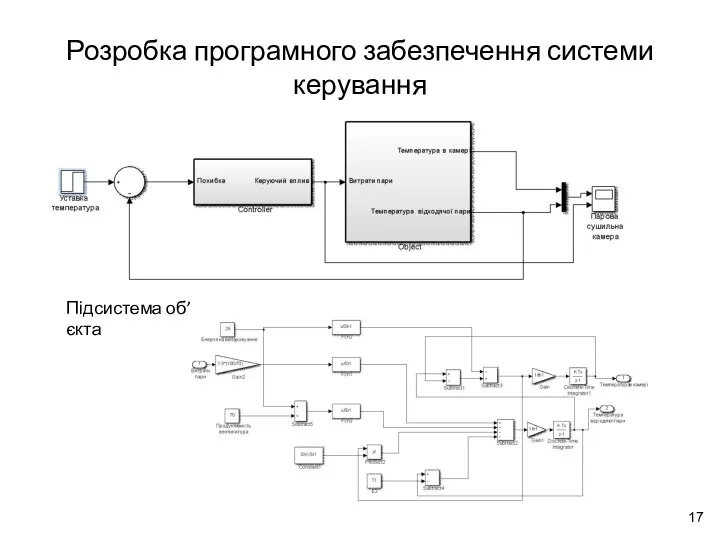
- 17. Розробка програмного забезпечення системи керування Підсистема об’єкта
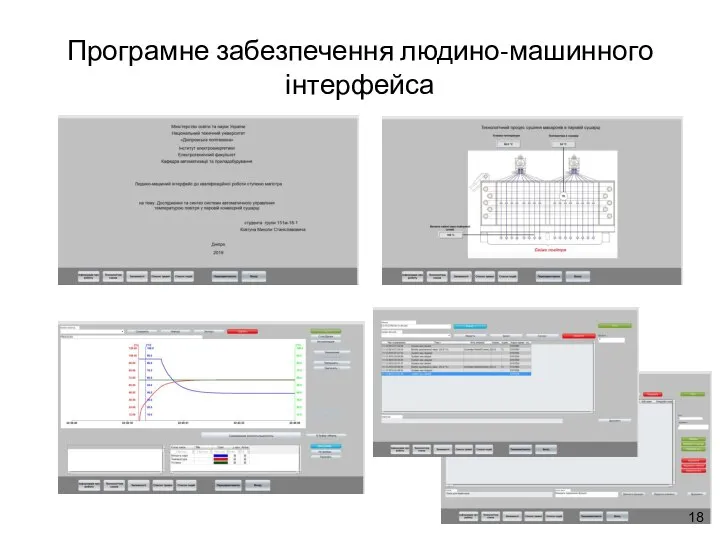
- 18. Програмне забезпечення людино-машинного інтерфейса
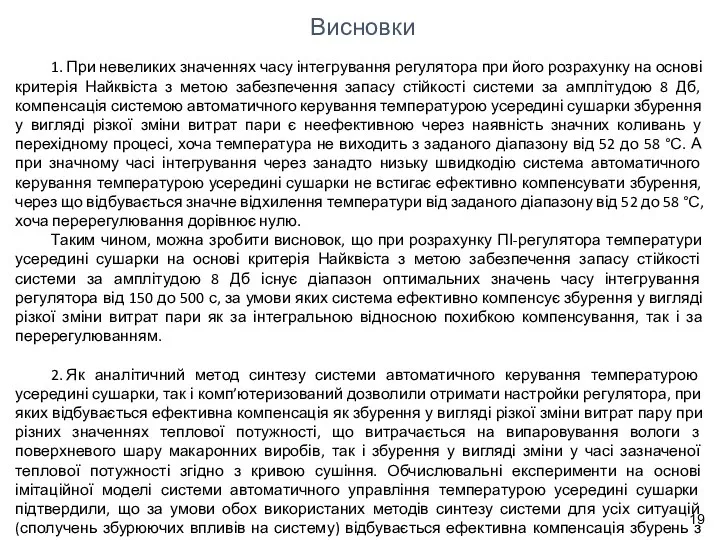
- 19. Висновки 1. При невеликих значеннях часу інтегрування регулятора при його розрахунку на основі критерія Найквіста з
- 21. Скачать презентацию
Слайд 2Метою проекту є підвищення ефективності роботи парової сушарки за рахунок покращення показників
Метою проекту є підвищення ефективності роботи парової сушарки за рахунок покращення показників
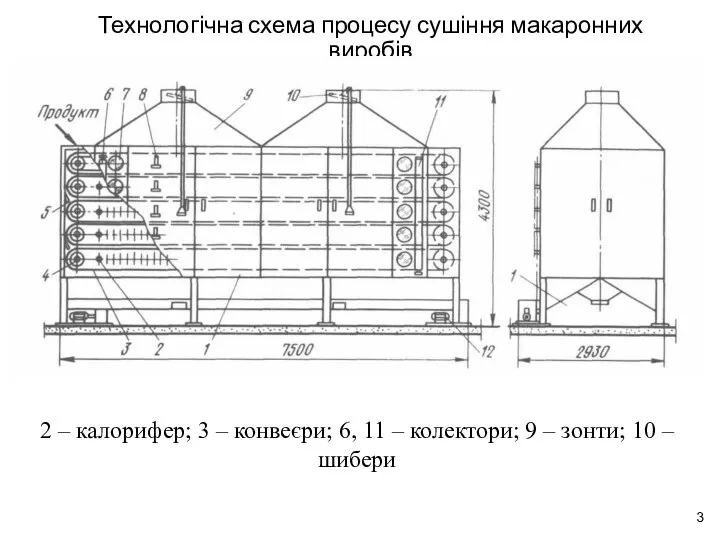
Слайд 3Технологічна схема процесу сушіння макаронних виробів
2 – калорифер; 3 – конвеєри; 6,
Технологічна схема процесу сушіння макаронних виробів
2 – калорифер; 3 – конвеєри; 6,
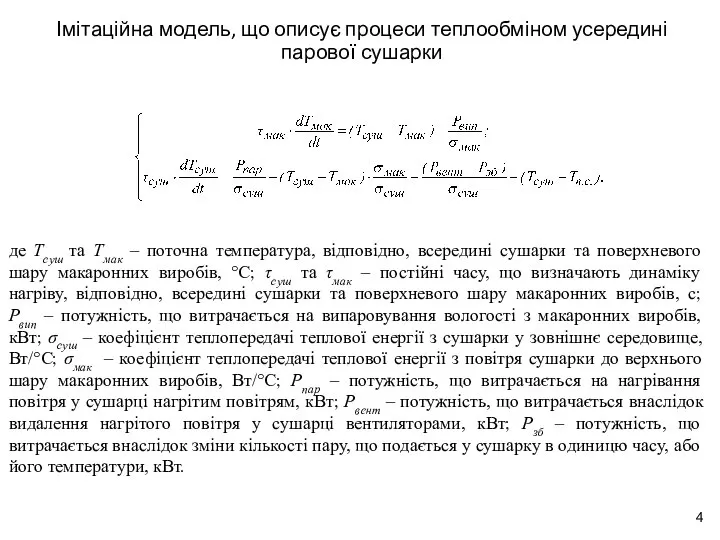
Слайд 4Імітаційна модель, що описує процеси теплообміном усередині парової сушарки
де Тсуш та Тмак
Імітаційна модель, що описує процеси теплообміном усередині парової сушарки
де Тсуш та Тмак
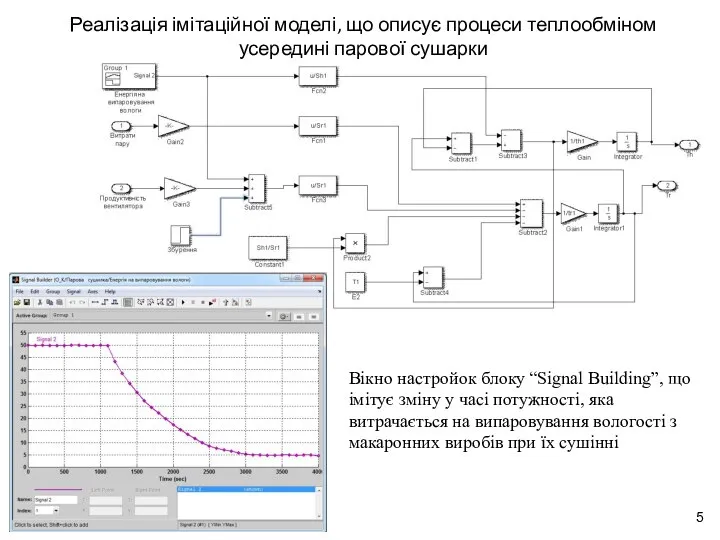
Слайд 5Реалізація імітаційної моделі, що описує процеси теплообміном усередині парової сушарки
Вікно настройок блоку
Реалізація імітаційної моделі, що описує процеси теплообміном усередині парової сушарки
Вікно настройок блоку
Слайд 6Перехід до спрощеної імітаційної моделі об’єкта керування (слайд 1)
Результат параметричної ідентифікації спрощеної
Перехід до спрощеної імітаційної моделі об’єкта керування (слайд 1)
Результат параметричної ідентифікації спрощеної
Слайд 7Перехід до спрощеної імітаційної моделі об’єкта керування (слайд 2)
Апроксимація статичної характеристики за
Перехід до спрощеної імітаційної моделі об’єкта керування (слайд 2)
Апроксимація статичної характеристики за
Слайд 8Критерії якості роботи системи автоматичного керування
Інтегральна відносна похибка за умови виходу фактичної
Критерії якості роботи системи автоматичного керування
Інтегральна відносна похибка за умови виходу фактичної
Слайд 9Синтез системи автоматичного керування аналітичним методом
Загальна амплітудно-фазова характеристика системи автоматичного керування
Відомо, що
Синтез системи автоматичного керування аналітичним методом
Загальна амплітудно-фазова характеристика системи автоматичного керування
Відомо, що
Слайд 10Імітаційна модель системи автоматичного управління температурою усередині парової сушарки
Імітаційна модель системи автоматичного управління температурою усередині парової сушарки
Слайд 11Дослідження залежності критеріїв якості від часу інтегрування ПІ-регулятора (слайд 1)
Залежності інтегральної відносної
Дослідження залежності критеріїв якості від часу інтегрування ПІ-регулятора (слайд 1)
Залежності інтегральної відносної
Слайд 12Дослідження залежності критеріїв якості від часу інтегрування ПІ-регулятора (слайд 2)
Перехідний процес на
Дослідження залежності критеріїв якості від часу інтегрування ПІ-регулятора (слайд 2)
Перехідний процес на

Слайд 13Синтез системи автоматичного керування комп’ютеризованим методом
Синтез системи автоматичного керування комп’ютеризованим методом
Слайд 14Дослідження якості роботи системи автоматичного керування, синтезованої комп’ютеризованим методом
Максимальна потужність, що витрачається
Дослідження якості роботи системи автоматичного керування, синтезованої комп’ютеризованим методом
Максимальна потужність, що витрачається
Слайд 15Дослідження якості роботи синтезованих систем автоматичного керування за умови імітування реального характеру
Дослідження якості роботи синтезованих систем автоматичного керування за умови імітування реального характеру
Слайд 16Цифрова модель об’єкта керування
Цифрова модель об’єкта керування
Слайд 17Розробка програмного забезпечення системи керування
Підсистема об’єкта
Розробка програмного забезпечення системи керування
Підсистема об’єкта
Слайд 18Програмне забезпечення людино-машинного інтерфейса
Програмне забезпечення людино-машинного інтерфейса
Слайд 19Висновки
1. При невеликих значеннях часу інтегрування регулятора при його розрахунку на основі критерія
Висновки
1. При невеликих значеннях часу інтегрування регулятора при його розрахунку на основі критерія
 Образование сложных слов
Образование сложных слов Презентация на тему Сахалин
Презентация на тему Сахалин  Презентация "Америго Веспуччи" - скачать презентации по МХК
Презентация "Америго Веспуччи" - скачать презентации по МХК Есенин- один из певцов неувядающей России. Его поэзия – словно мы сами. Он обладал редким свойством открывать и постигать стороны н
Есенин- один из певцов неувядающей России. Его поэзия – словно мы сами. Он обладал редким свойством открывать и постигать стороны н Нежилое помещение на улице 22 Партсъезда
Нежилое помещение на улице 22 Партсъезда Формирование системы мотивации производственного персонала предприятия ООО Прогресс
Формирование системы мотивации производственного персонала предприятия ООО Прогресс Учебный курс«Человеко-центрированное проектирование ПО»
Учебный курс«Человеко-центрированное проектирование ПО» Презентация на тему Рынок труда и заработная плата
Презентация на тему Рынок труда и заработная плата  ТЕМА УРОКА: "СРАВНЕНИЕ, СЛОЖЕНИЕ И ВЫЧИТАНИЕ ДРОБЕЙ С РАЗНЫМИ ЗНАМЕНАТЕЛЯМИ" И ПРОТИВОПОЖАРНАЯ БЕЗОПАСНОСТЬ
ТЕМА УРОКА: "СРАВНЕНИЕ, СЛОЖЕНИЕ И ВЫЧИТАНИЕ ДРОБЕЙ С РАЗНЫМИ ЗНАМЕНАТЕЛЯМИ" И ПРОТИВОПОЖАРНАЯ БЕЗОПАСНОСТЬ Типы контейнеров
Типы контейнеров Анализ социальной сферы спорт
Анализ социальной сферы спорт Управління якістю логістичних операцій на підприємстві
Управління якістю логістичних операцій на підприємстві Альбинизм
Альбинизм Презентация на тему Великие географические открытия (10 класс)
Презентация на тему Великие географические открытия (10 класс) С масленицей
С масленицей Создание графического документа
Создание графического документа Час веселой математики.
Час веселой математики. Р Е Ф Е Р А Тпо французскому языку
Р Е Ф Е Р А Тпо французскому языку Компьютерные
Компьютерные Картины с изображением облаков
Картины с изображением облаков Велосипед, Парето, «Нет»
Велосипед, Парето, «Нет» «Моделирование идеологически ценностного пространства развития школьника в условиях современного социума»
«Моделирование идеологически ценностного пространства развития школьника в условиях современного социума» Recreation
Recreation Версальский стиль
Версальский стиль Концепция развития территории Конюшенного ведомства под многофункциональное, культурное, общественное и выставочное пространство
Концепция развития территории Конюшенного ведомства под многофункциональное, культурное, общественное и выставочное пространство PROSTAMIN
PROSTAMIN Содержательные теории мотивации
Содержательные теории мотивации Музыка и природа
Музыка и природа