- Электрофизические и электрохимические станки

Содержание
- 2. Электрофизические и электрохимические методы обработки Классификация методов Теоретические основы Электроэрозионная обработка Электроконтактная обработка Абразивно-эрозионная обработка Электрохимическая
- 3. 1. Классификация методов В основе этих методов лежит использование различных физико-химических процессов энергетического воздействия на заготовку
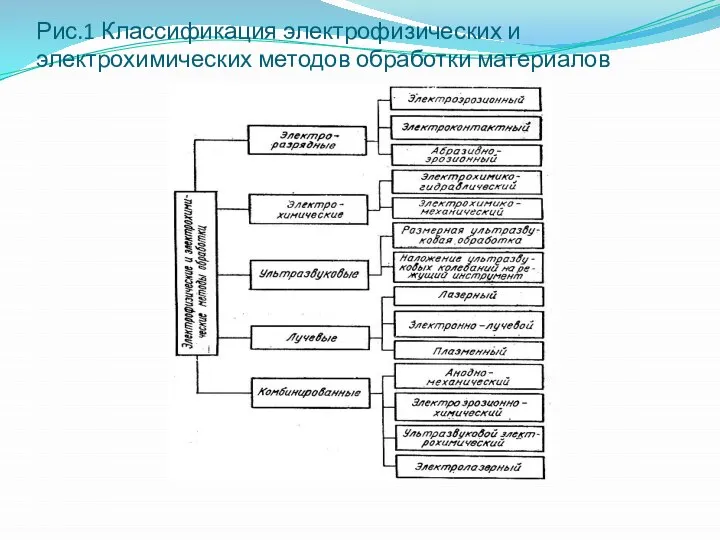
- 4. Рис.1 Классификация электрофизических и электрохимических методов обработки материалов
- 5. Все перечисленные методы имеют следующие общие достоинства: 1) можно обрабатывать материалы с любыми физико-химическими свойствами, причем
- 6. 4) можно использовать инструмент менее твердый и прочный, чем обрабатываемый материал; 5) велика производительность обработки при
- 7. В настоящее время к электроразрядной обработке относят электроэрозионную, электроконтактную и абразивно-эрозионную. В основе этих методов лежит
- 8. Электроразрядную обработку широко применяют в промышленности при изготовлении деталей из труднообрабатываемых токопроводящих материалов (обработка полостей штампов,
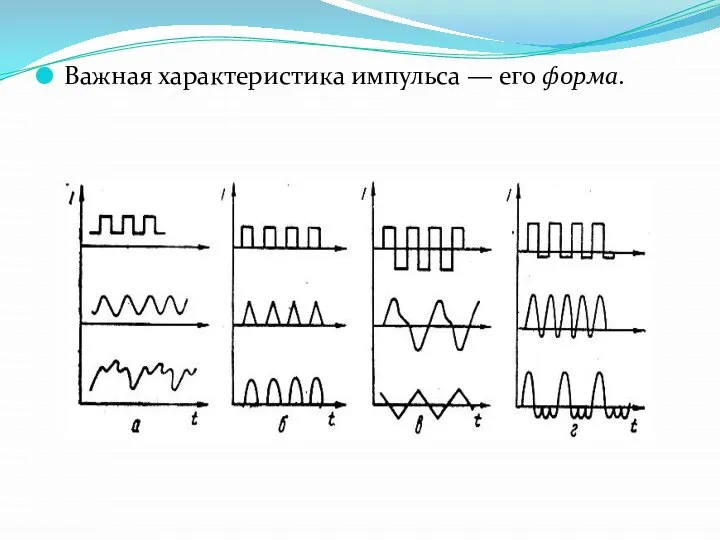
- 9. Важная характеристика импульса — его форма.
- 10. 3. Технологические характеристики электроэрозионной обработки Электроэрозионная обработка успешно применяется для изготовления полостей штампов, пресс-форм, литейных форм
- 11. В общем случае связь любого технологического параметра П с режимами обработки можно выразить структурной формулой вида
- 12. Обрабатываемость материалов электроэрозионными методами зависит от теплофизических свойств материалов и условий протекания процесса. Так, жаропрочные и
- 13. Точность электроэрозионной обработки зависит от точности и погрешностей настройки станка, точностей установки заготовки и электрода-инструмента, изготовления
- 14. Различают профилированные и непрофилированные электроды-инструменты. Форма профилированного электрода-инструмента частично или полностью отражается в обрабатываемой детали. Непрофилированный
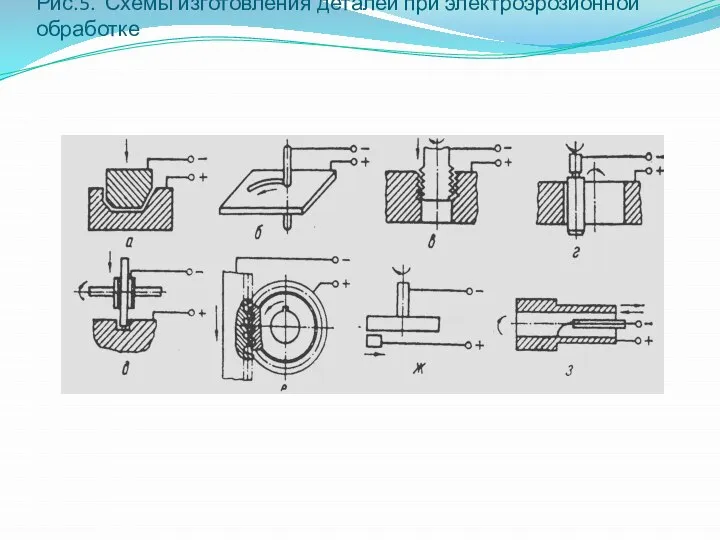
- 15. Рис.5. Схемы изготовления деталей при электроэрозионной обработке
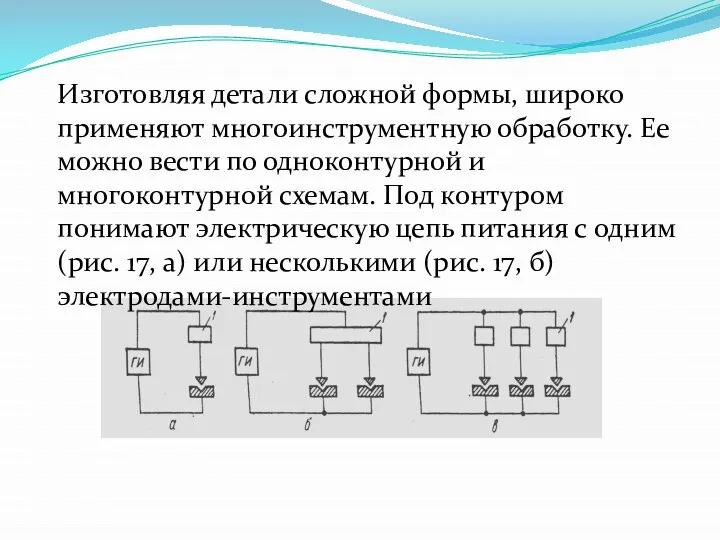
- 16. Изготовляя детали сложной формы, широко применяют многоинструментную обработку. Ее можно вести по одноконтурной и многоконтурной схемам.
- 17. 4. ЭЛЕКТРОКОНТАКТНАЯ ОБРАБОТКА Электроконтактную обработку, как одну из разновидностей электроразрядной применяют, изготовляя детали из труднообрабатываемых токопроводящих
- 18. Инструменты для электроконтактной обработки в большинстве операций профильные диски. Металл с заготовки удаляется слоями, ширина которых
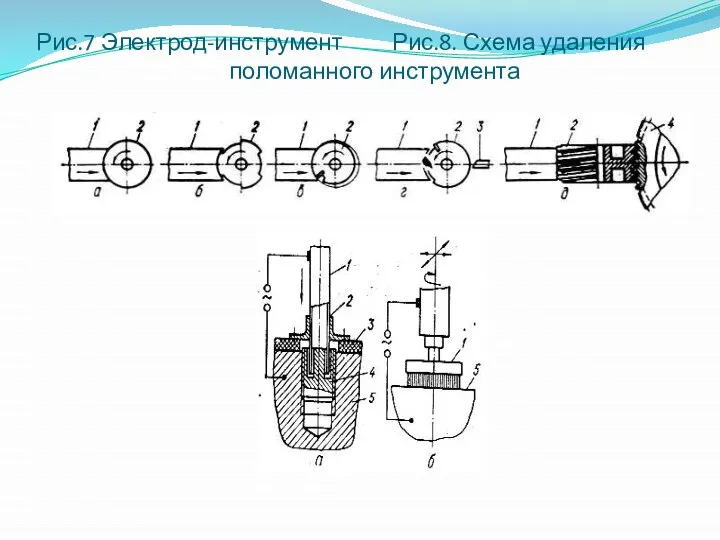
- 19. Рис.7 Электрод-инструмент Рис.8. Схема удаления поломанного инструмента
- 21. Скачать презентацию
Слайд 2Электрофизические и электрохимические методы обработки
Классификация методов
Теоретические основы
Электроэрозионная обработка
Электроконтактная обработка
Абразивно-эрозионная обработка
Электрохимическая обработка
Электрофизические и электрохимические методы обработки
Классификация методов
Теоретические основы
Электроэрозионная обработка
Электроконтактная обработка
Абразивно-эрозионная обработка
Электрохимическая обработка
Слайд 31. Классификация методов
В основе этих методов лежит использование различных физико-химических процессов энергетического
1. Классификация методов
В основе этих методов лежит использование различных физико-химических процессов энергетического
Слайд 4Рис.1 Классификация электрофизических и электрохимических методов обработки материалов
Рис.1 Классификация электрофизических и электрохимических методов обработки материалов
Слайд 5Все перечисленные методы имеют следующие общие достоинства:
1) можно обрабатывать материалы с любыми
Все перечисленные методы имеют следующие общие достоинства:
1) можно обрабатывать материалы с любыми
Слайд 64) можно использовать инструмент менее твердый и прочный, чем обрабатываемый материал;
5) велика
4) можно использовать инструмент менее твердый и прочный, чем обрабатываемый материал;
5) велика
Слайд 7В настоящее время к электроразрядной обработке относят электроэрозионную, электроконтактную и абразивно-эрозионную. В
В настоящее время к электроразрядной обработке относят электроэрозионную, электроконтактную и абразивно-эрозионную. В
Слайд 8Электроразрядную обработку широко применяют в промышленности при изготовлении деталей из труднообрабатываемых токопроводящих
Электроразрядную обработку широко применяют в промышленности при изготовлении деталей из труднообрабатываемых токопроводящих
Слайд 9Важная характеристика импульса — его форма.
Важная характеристика импульса — его форма.
Слайд 103. Технологические характеристики электроэрозионной обработки
Электроэрозионная обработка успешно применяется для изготовления полостей штампов,
3. Технологические характеристики электроэрозионной обработки
Электроэрозионная обработка успешно применяется для изготовления полостей штампов,
Слайд 11В общем случае связь любого технологического параметра П с режимами обработки можно
В общем случае связь любого технологического параметра П с режимами обработки можно
Слайд 12Обрабатываемость материалов электроэрозионными методами зависит от теплофизических свойств материалов и условий протекания
Обрабатываемость материалов электроэрозионными методами зависит от теплофизических свойств материалов и условий протекания
Слайд 13Точность электроэрозионной обработки зависит от точности и погрешностей настройки станка, точностей установки
Точность электроэрозионной обработки зависит от точности и погрешностей настройки станка, точностей установки
Слайд 14Различают профилированные и непрофилированные электроды-инструменты. Форма профилированного электрода-инструмента частично или полностью отражается
Различают профилированные и непрофилированные электроды-инструменты. Форма профилированного электрода-инструмента частично или полностью отражается
Слайд 15
Рис.5. Схемы изготовления деталей при электроэрозионной обработке
Рис.5. Схемы изготовления деталей при электроэрозионной обработке
Слайд 16Изготовляя детали сложной формы, широко применяют многоинструментную обработку. Ее можно вести по
Изготовляя детали сложной формы, широко применяют многоинструментную обработку. Ее можно вести по
Слайд 174. ЭЛЕКТРОКОНТАКТНАЯ ОБРАБОТКА
Электроконтактную обработку, как одну из разновидностей электроразрядной применяют, изготовляя детали
4. ЭЛЕКТРОКОНТАКТНАЯ ОБРАБОТКА
Электроконтактную обработку, как одну из разновидностей электроразрядной применяют, изготовляя детали
Слайд 18Инструменты для электроконтактной обработки в большинстве операций профильные диски. Металл с заготовки
Инструменты для электроконтактной обработки в большинстве операций профильные диски. Металл с заготовки
Слайд 19Рис.7 Электрод-инструмент Рис.8. Схема удаления поломанного инструмента
Рис.7 Электрод-инструмент Рис.8. Схема удаления поломанного инструмента
 УРОК 5 Понедельник 26 июля 2010 Начало в 15.55 по московском времени 1. - презентация
УРОК 5 Понедельник 26 июля 2010 Начало в 15.55 по московском времени 1. - презентация Понедельник - встреча Масленницы
Понедельник - встреча Масленницы Котлеты по-киевски
Котлеты по-киевски КАЛЕНДАРЬЗНАМЕНАТЕЛЬНЫХ ДАТ (НА МАРТ 2012 ГОДА)
КАЛЕНДАРЬЗНАМЕНАТЕЛЬНЫХ ДАТ (НА МАРТ 2012 ГОДА) Архитектура ИКТ – организационная, юридическая и технологическая модель взаимодействий
Архитектура ИКТ – организационная, юридическая и технологическая модель взаимодействий ПРИЧИНЫ ДЛЯ ТОГО, ЧТОБЫ ИМЕТЬ НЕЗАВИСИМЫЙ РЕГУЛИРУЮЩИЙ ОРГАН: НЕБОЛЬШОЙ ОТДЫХ
ПРИЧИНЫ ДЛЯ ТОГО, ЧТОБЫ ИМЕТЬ НЕЗАВИСИМЫЙ РЕГУЛИРУЮЩИЙ ОРГАН: НЕБОЛЬШОЙ ОТДЫХ Некачественный татуаж. Способы исправления
Некачественный татуаж. Способы исправления Русская лексика с точки зрения сферы ее употребления
Русская лексика с точки зрения сферы ее употребления Выполнение домашнего задания
Выполнение домашнего задания Световой пучок и световой луч.Образование тени и полутени.
Световой пучок и световой луч.Образование тени и полутени. О внесении изменений в номенклатуру должностей педагогических работников организаций образовательной деятельности
О внесении изменений в номенклатуру должностей педагогических работников организаций образовательной деятельности Презентация ДСТИ+ (3)
Презентация ДСТИ+ (3) MadameTussaud’s Музей Восковых фигур Мадам Тюссо
MadameTussaud’s Музей Восковых фигур Мадам Тюссо Мы наследники барабинских татар
Мы наследники барабинских татар Короленко "В дурном обществе"
Короленко "В дурном обществе" Межличностная коммуникация
Межличностная коммуникация eBook Academic Collection
eBook Academic Collection Ознакомление с окружающим миром: зимующие птицы нашего края
Ознакомление с окружающим миром: зимующие птицы нашего края Выразительные словообразовательные средства Учитель Омельчук Е.И.
Выразительные словообразовательные средства Учитель Омельчук Е.И. Презентация на тему Загадки по ПДД
Презентация на тему Загадки по ПДД  Я – талант, мы все – таланты!. Проект о спортсменах. Выпуск 1
Я – талант, мы все – таланты!. Проект о спортсменах. Выпуск 1 Требования к оформлению мультимедийных презентаций
Требования к оформлению мультимедийных презентаций Коммуникативные сервисы электронных библиотек ВУЗов
Коммуникативные сервисы электронных библиотек ВУЗов Любовь Шамовна Вассерман
Любовь Шамовна Вассерман Залилов (Джалиль) Муса Мустафович 1906 – 1944 г
Залилов (Джалиль) Муса Мустафович 1906 – 1944 г Школа России
Школа России Привитие навыков здорового образа жизни у школьников
Привитие навыков здорового образа жизни у школьников Организация маркетинга в вузе
Организация маркетинга в вузе